
燃气轮机涂层
2021-03-09 15:27:49
作者:本网整理 来源:热喷涂及特种粉体
分享至:


摘要:燃气轮机的部件的工作温度跨越室温到部件材料的熔点附近,部件在运行过程中受到各种侵蚀,材料性能退化。燃气轮机中很多部位都需要涂层进行防护。通过对一些在使用过程中失去尺寸公差的部件的涂层进行修理和翻新,从而避免直接更换新部件,降低成本;飞灰和砂粒的侵蚀会损坏压缩机叶片,会在发动机使用初期就造成故障;发动机震动会引起压缩机叶片燕尾槽根部产生微动磨损;由于轴错位、外壳椭圆度及间隙不足会引起压缩机外壳与旋转叶片接触,导致叶片和外壳损坏。钛合金部件之间的摩擦会引起钛火;为提高发动机效率,需要对压气机的间隙进行严密控制。在发动机运转过程中,发生旋转和往复运动的几个接触面的磨损需要保护。燃烧室内被污染的燃料产生的热气体会在其通道上造成氧化和腐蚀。在热端部件中,旋转和静止部件需要隔热,以避免较高的工作温度,从而提高发动机的热效率。燃气轮机各部位需求多样,需要通过应用一系列涂层来保护部件,避免故障。本文通过对燃气轮机各部位涂层的综述,对涂层的结构细节、表征方法、失效机理进行描述,以便于工程师加深对燃气轮机用热喷涂涂层的理解。
1、前言
燃气轮机部件的基体材料为部件提供必要的机械强度,当基体材料性能与部件表面设计性能相矛盾时就需要在基体材料上涂覆涂层以满足工程应用的需求。涂层可有效保护部件免受各种环境因素的影响,如刮削、冲蚀、磨损、微动磨损、氧化、腐蚀等。由于燃气轮机部件工况恶劣且复杂,很多部件必须要采用涂层进行防护,但没有一种普适涂层能够满足所有工况环境的要求。
涂层的化学成分和制备工艺必须满足物理、机械、化学和环境相容性等方面的要求。涂层可以通过扩散工艺或涂覆工艺进行制备。扩散过程会在扩散区与基体形成良好的冶金结合;而热喷涂涂层的结合主要依靠机械结合;常规物理气相沉积是机械结合,电子束物理气相沉积(电子束PVD)会形成化学键的结合。扩散工艺形成的涂层厚度在几微米,可进行批量加工,因此在经济上很便宜;缺点是不能很好地控制涂层的化学成分。涂覆工艺制备的涂层可以达到3毫米厚,涂层的化学成分可以通过控制粉末的化学性质来精确控制。涂覆工艺的缺点是,难以对涂层厚度进行精细控制,只能加工工件可视范围类区域。涂覆工艺也是一种修复再制造工艺,在磨损的轴上进行涂覆并机加工满足尺寸要求。
燃气轮机工作环境苛刻。不同部位使用的涂层不同,如图1所示。压缩机叶片和叶片上涂有抗腐蚀涂层。压缩机叶片与轮盘接触的燕尾根部使用了防微动磨损涂层。可磨耗涂层用于外壳、尖端和密封件。直径调整涂层应用于发动机的不同部位。燃气轮机叶片和叶片由耐腐蚀和抗氧化涂层保护。燃气轮机的叶片、叶片、流道整流罩、喷管衬套和燃烧器由热障涂层保护。
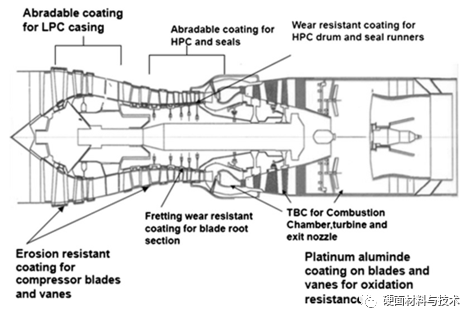
图1 燃气轮机不同部位使用的涂层
(2)涂层构建和修复
燃气轮机部件出现磨损、损坏或不匹配的情况时,采取修复手段而不是替换新部件,修复涂层的厚度从几微米到3毫米不等。涂层重新修复需要正确的尺寸和公差,同时也要符合表面粗糙度的要求。一般需要采用与基体材料类似的材料进行修复,如果使用不同材料,需要考虑热膨胀系数和电流耦合特性(避免形成电池)等。堆积涂层具有多种成分,例如铁基和镍基材料。首选的沉积工艺是空气等离子喷涂(APS)和高速氧燃料(HVOF)涂层,因为它们具有更高的结合强度。图2a为Metco公司的Amdry 625(Ni21.5Cr9Mo3.6 (Nb+Ta) 2.5Fe)粉末,该粉末为气雾化工艺制备,粒度为45-90μm。该粉末可用于钛合金基体的修复,如在压缩机第三级盘内径上进行等离子喷涂,基材为Ti6Al4V,涂层材料为Amdry 625,涂层厚度948 μm,显微形貌如图2b所示。Amdry 625涂层的孔隙率小于1.2%,未熔化颗粒小于0.5%,平均显微硬度平均值为625HV0.3,结合强度为36MPa。
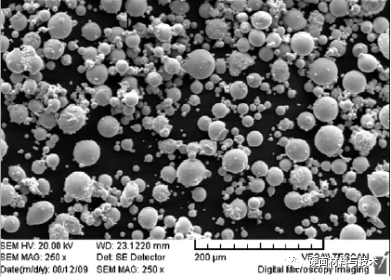
图2a Amdry 625粉末形貌
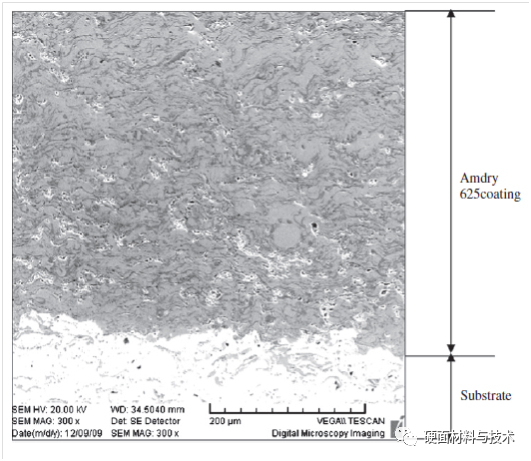
图2b Amdry 625涂层显微形貌
图3a为Metco 450 (Ni5Al)粉末的形貌,该粉末为机械包覆粉末,粒度为45-90微米。气雾化制备的Ni5Al粉末形貌如图3b所示。在Ti6Al4V基体上进行等离子喷涂,涂层如图3c所示,涂层硬度为HRB 82。
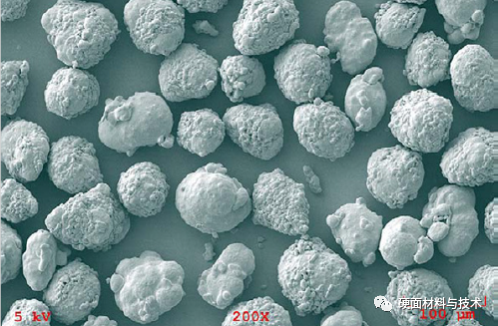
图3a 包覆型的Ni5Al粉末形貌
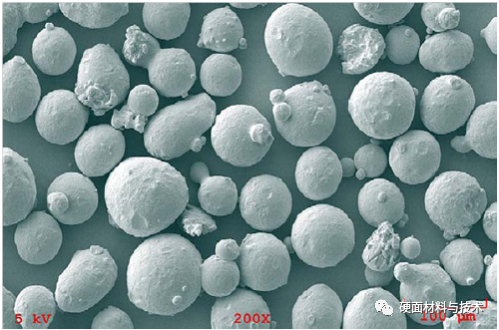
图3b 气雾化型Ni5Al粉末形貌
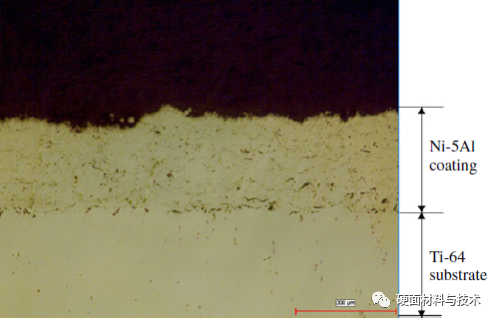
图3c Metco 450(Ni–5Al)等离子喷涂涂层的显微组织
通常热喷涂喷枪扫过一次基体的涂层厚度约为10微米,因此,如果要求涂层厚度几微米时,不能采用热喷涂工艺;此时常用的工艺是电镀,涂层厚度精细可控,并且具有良好的结合强度。图4显示了厚度为12 微米的镀铬轴承钢的显微组织。
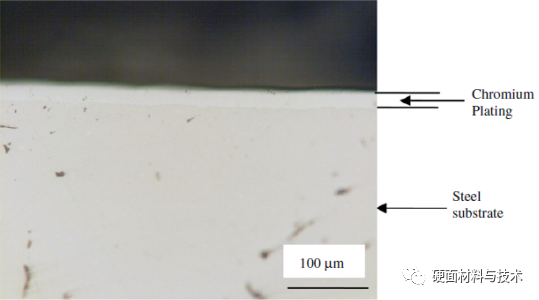
图4 轴承箱表面镀铬层
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741