
“硫化腐蚀”令发动机高压涡轮叶片“堪忧”
2016-02-16 15:12:19
作者:本网整理来源:


当前,装载在波音 777 飞机上的 PW4000-112“ 发动机高压涡轮二级转子叶片硫化腐蚀问题是该机队存在的主要技术问题之一。在世界范围内,高压涡轮二级转子叶片化已导致 42 起叶片断裂故障,其中造成7起空停事故。到目前为止,国航机队已发现 11 台发动机有硫化现象,2009年还发生一起因叶片硫化而导致的空停事件。

图1 涡轮叶片硫化腐蚀
(一) 硫化腐蚀产生的机理及特点
1、硫化腐蚀产生的机理
硫化腐蚀是指金属叶片在高温环境下与含硫介质 ( 硫、硫化氢等 ) 作用,生成硫化物而损坏的过程,其产生条件是高温和含硫介质。硫化腐蚀后叶片内壁变薄,机械强度显著下降,遇到大应力作用时极易发生断裂。发动机的制造厂家普惠公司对于硫化腐蚀给出的官方解释是 :制造过程中部分批次的叶片内部腔室中残留了含硫的清洗液,该清洗液会弱化防腐涂层,同时与基体材料发生硫化反应,使得叶片内部产生硫化腐蚀。如图 2所示,高压涡轮二级转子叶片硫化腐蚀主要有四种表现形式 :
a. 叶片后缘冷却孔堵塞 ;
b. 涂层脱落、叶片弯曲和边缘裂纹 ;
c. 叶面白斑 ;
d. 叶片条纹状凹陷。这四种现象均可以通过孔探检查发现。
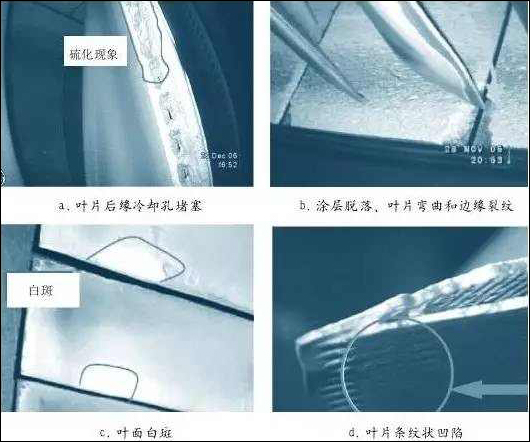
图 2 高压涡轮二级转子叶片硫化腐蚀四种主要形式
2、硫化腐蚀主要的特点有 :
(1)影响范围广。目前国航近半数发动机出现过硫化或疑似硫化问题;
(2)扩展速度快。从发现叶片硫化到超标下发往往仅持续一个月左右的时间;
(3)故障较为隐蔽。硫化从叶片内部开始产生,可以通过孔探发现时往往已经到了硫化的后期;
(4)后果较为严重。硫化问题的直接后果是叶片断裂,进一步的后果可能导致发动机空停。
(二) 硫化腐蚀典型事例及分析
为了控制此问题的进一步发展,普惠公司建议对未排除硫化影响的在翼发动机执行60 循环间隔孔探检查,同时对进厂的发动机执行1.02标准的磁力探伤检查,或将这些叶片更换为不受硫化影响的新型叶片以排除硫化的风险。但是在执行完磁探检查后,航机队又相继有4 台发动机出现了硫化问题,其中三起造成非计划拆发,一起造成空停。同时,另有一台已经更换整套新型叶片的发动机在进行磁探检查时仍然发现叶片腐蚀超标。针对上述三起硫化腐蚀事件进行分析,以寻找控制叶片硫化风险的有效方法。
1、2009 年 8 月,国航 B-2069 飞机执行航班,起飞大约 13min 后 右发 222153 空停。空停时发动机的总使用小时为25399h,总使用循环为7995C ;修后使用小时为 11598h,修后使用循环为 3435C。
发动机分解后,确认初始断裂叶片件号为 PN52L472, 序 号 为 CKLBFC2311。 核 实 该发上次大修时叶片装机记录后确认该叶片是22153 原装叶片,在使用循环 4560C / 使用小时 13801h 时进行了叶片大修,大修时完成了排除硫化风险的磁力探伤检查,当时的磁探检查数值为1.002,低于硫化门槛值 1.02,该叶片通过了防硫化的磁探检查后,确认可以装机使用。对初始断裂叶片进行目视检查发现,后缘冷却孔有一处贯穿裂纹;内部腔室的加强筋有明显的腐蚀现象,内壁变薄 ;后缘叶盆处有明显的条纹状凹陷现象,此现象为叶片硫化的显著特征。如下图 3所示。
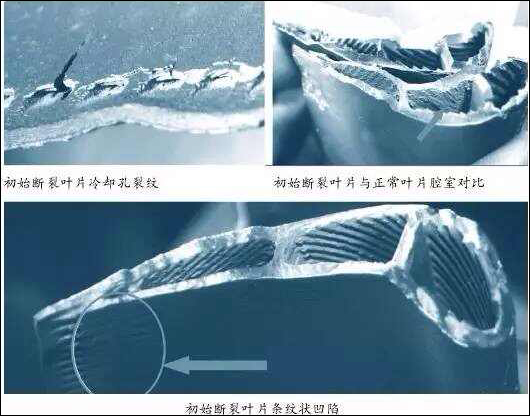
图 3 硫化腐蚀叶片显著特征
由此可以判断高压涡轮二级转子叶片硫化断裂是 222153 发动机空停的根本原因。实际情况表明,磁探检查通过后叶片的安全裕度(即叶片侧壁的厚度)并不能保证发动机安全使用到下一次进厂维修。
2、2009 年 9 月 10 日 B-2061 飞机在执行定检工作时,孔探发现一发 222147 高压涡轮二级转子叶片有 19 片后缘出现白斑,判断为叶片硫化。
该发动机于2009 年 5 月 26 日执行了一次高压涡轮孔探检查,当时没有发现叶片硫化现象,截至本次检查共使用了 700h/348C。于 2006 年 6 月在发动机原厂(普惠公司)执行了核心机翻修,高压涡轮二级转子叶片通过了磁探检查,当时确认无硫化风险。
3、2010 年 12 月 16 日,发动机222098 因高压涡轮叶片烧蚀被拆下,送至普惠发动机修理厂进行高压涡轮叶片修理。拆下时该发动机自新发装机使用了 28221h/9770C,自上次翻修使用了 8410h/2729C。该发动机前一次修理时更换了整套全新构型的高压涡轮二级转子叶片。本次发动机进厂后对叶片进行了磁探检查,其中有一片未通过检查,但不能确认为硫化,其他叶片检查正常。该情况说明,新构型的叶片在使用一段时间后也会出现叶片内部腐蚀的现象。
(三 )典型事例分析结论
由以上事例可以推断,厂家推荐的磁探检查并不能排除叶片的硫化风险,该检查只是对叶片硫化程度进行量化评估,以确认该叶片是否能够安全使用到发动机下一次进厂。但从以上空停发动机222153 的事件可以看出,厂家磁探检查留出的安全裕度并不能保证叶片继续安全使用,从另一方面也可以说厂家对叶片硫化的发展速度有误判。以上事例中,222098 发动机安装的新构型叶片在磁探检查时也查出了腐蚀超标的情况,目前还没有足够的数据证明这种腐蚀为硫化腐蚀,但由于无法准确了解这种腐蚀的发展速度,因此也就无法确认叶片的安全使用间隔。
考虑到厂家提供的终止措施并不能避免硫化腐蚀风险的发生,国航机队将继续采用60 循环间隔孔探的方式监控叶片的硫化风险,经该措施检测到了多起叶片硫化损伤,有效地保证了机队的安全运营。同时,因叶片硫化腐蚀的程度与使用时间成正比,国航将对叶片的使用时间和修理次数进行更为严格的控制。
责任编辑:周娅
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-82387968
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻
铝合金LDH自修复自抗菌膜层构建
点击数:466
碳钢及合金钢应用与区别
点击数:393