
炼油厂主要的腐蚀体系大盘点
2021-01-21 14:34:48
作者:工业小南点 来源:工业小南点
分享至:


HCL-H2S-H2O的腐蚀与防护
01 腐蚀部位及形态
①主要腐蚀部位:
常压塔顶部五层以上塔盘、塔体,部分挥发线及常压塔顶冷凝冷却系统(此部位腐蚀最严重);
减压塔部分挥发线和冷凝冷却系统。
一般气相部位腐蚀较轻微,液相部位腐蚀严重。尤以气液两相转变部位即“露点”部位最为严重。
②腐蚀形态:
腐蚀形态为碳钢部件的全面腐蚀、均匀减薄;
Cr13钢的点蚀以及1Cr18Ni9Ti不锈钢的氯化物应力腐蚀开裂。
炼制含盐高硫的原油时,在未采用“一脱四注”工艺防腐蚀以前,常压塔顶部碳钢塔盘腐蚀速率为2~3mm/a。常压塔顶管壳式冷却器管束进口部位腐蚀速率高达6.0~14.5mm/a。
采用“一脱四注”工艺防腐后,常压塔碳钢空冷器管束腐蚀速率为0.1~0.3mm/a。常压塔顶用Crl3浮阀出现点蚀,某炼厂在常压塔顶部塔体用塞焊内衬1Cr18Ni9Ti钢板,经短期使用,衬里塞焊点附近出现氯化物应力腐蚀开裂。某炼厂在此部位用1Cr18Ni9Ti浮阀,普遍出现断腿和龟裂。某炼油厂使用1Cr18Ni9Ti空冷器,投用90天(此间Cl-最高达700mg/L),管子和管板胀接过渡区全部发生脆断。
02 腐蚀反应
此部位的HCl来源于原油中含有的氯盐和水。
在原油加工时,当加热到120℃以上时,MgCl2和CaCl2即开始水解生成HCl。
在常减压装置中,NaCl在通常情况下是不水解的,但当原油中含有环烷酸和某些金属元素时(如铁、镍、钒等),NaCl在300℃以前就开始水解,生成氯化氢。有时原油析出的HCl量超过了全部无机氯盐完全水解所析出的HCl量,这是原油生产中加入清蜡剂(四氯化碳有机氯化物),炼制时该有机氯化物发生水解的缘故。
HCl、H2S处于干态时,对金属无腐蚀。
当在塔顶冷凝冷却系统冷凝结露出现水滴时,HCl即溶于水中生成盐酸。
盐酸含量可达1%-2%,成为一个腐蚀性较强的“稀盐酸腐蚀环境”。若有H2S存在,可对塔顶冷凝冷却部位的腐蚀加速。
03 防护措施
低温HCL-H2S-H2O环境防腐应以工艺防腐为主,材料防腐为辅。
①“一脱四注”工艺防护:
“一脱四注”系指原油深度脱盐,脱盐后原油注碱、塔顶馏出线注氨(或注胺)、注缓蚀剂(也有在顶回线注缓蚀剂的)、注水。
“一脱四注”防腐蚀措施的原理是除去原油中的杂质,中和已生成的酸性腐蚀介质,改变腐蚀环境和在设备表面形成防护屏障。
经“一脱四注”后,应达到如下指标:
A.原油经电脱盐后,原油含盐量小于5mg/L(重油深度加工的炼油厂原油含盐量小于2.5mg/L,且Na+<1×10-6,Ca2+<27×10-6)。
B.常压塔顶冷凝水中铁离子含量小于1×10-6,氯离子含量小于20×10-6,pH值为7.5~8.5。目前炼油厂多采取“一脱三注”防腐措施,即停止注碱。
②材料选用:在完善工艺防腐(即一脱四注)情况下,一般可采用碳钢设备。当炼制高硫原油时,可用20R+0Cr13复合板制常压塔顶的壳体(顶部五层塔盘部位)。
也有炼油厂采用SAF2205+20g或SAF2205+16MnR的爆炸复合钢板制造初馏塔和常压塔的顶部壳体。
H2S-H2O的腐蚀与防护
PART-1 腐蚀部位及形态
根据原油不同,炼油厂所产液化石油气中含硫量可达0.118%~2.5%,若脱硫不好,则在液化石油气的碳钢球形储罐及相应的容器中产生低温H2S-H2O腐蚀,其腐蚀形态为均匀腐蚀、内壁氢鼓泡及焊缝处的硫化物应力开裂。此项腐蚀事故在国内外比较常见。
PART-2 腐蚀反应
在H2S-H2O腐蚀环境中,硫化氢在水中发生离解:
H2S↔H++HS-→ H++S2-
钢在硫化氢的水溶液中发生电化学反应。
阳极反应:Fe→Fe2+ +2e
二次过程:Fe2++S2-→ FeS
或Fe2++HS- → FeS+H+
阴极过程:2H++2e→2H(渗透)→H2
钢在H2S水溶液中,不只是由于阳极反应生成FeS而引起一般腐蚀,而且阴极反应生成的氢还能向钢中渗透并扩散,引起钢的氢鼓泡(HB)氢诱发裂纹(HIC)、应力导向氢诱发裂纹(SOHIC)及硫化物应力开裂(SSC)。
PART-3 腐蚀影响因素及防腐措施
材料因素
A.钢中MnS夹杂物是引起H2S-H2O腐蚀的主要因素,可用钢材为Q235-A、Q235-B、Q235-C、20R、20g、16MnR等。
B.从热处理角度来看,抗硫化物应力开裂的性能按下列顺序递减:铁素体加球状碳化物组织→淬火后经完全回火的显微组织→正火和回火组织→正火后的显微组织→淬火后未回火的马氏体组织。从晶粒大小看,细小晶粒组织抗硫裂性能好,粗大晶粒则抗硫裂性能差。
C.硬度:硬度是导致硫化物应力开裂的重要因素。多数情况下,开裂焊缝处的宏观硬度在布氏硬度HB235~HB262范围内或更高。为防止碳钢炼油设备焊缝产生裂纹,其硬度应控制在布氏硬度HB200,含有CN-时,最好HB≤185。
环境因素
A.硫化氢浓度:美国腐蚀工程师学会NACEMR01-75提出:当酸性气体中硫化氢分压等于或大于0.0003MPa时,应选择抗硫化物应力开裂的材料。
B.pH值:在H2S-H2O环境中,碳钢和低合钢在pH值为4.2时最严重;pH值5~6时,不易破裂;当pH≥7时,可完全不发生破裂;但有CN-时,可在pH>7情况下发生硫化物应力开裂。
C.温度:硫化物应力开裂通常于室温下发生的概率最多,在24℃左右,断裂的敏感性最大。温度大于65℃,产生破裂的事例极少。
应力因素
由于焊接(包括打弧、飞溅)和冷加工使钢材造成了残余应力和硬度增加,焊缝区域的组织变化及偏析,都能增加氢在钢中的溶解度和渗透能力,因此往往降低了材料的抗硫化氢应力开裂的能力。可以通过焊后热处理消除焊接残余应力和高硬度金相组织。
HCN-H2S-H2O的腐蚀与防护
PART-1 腐蚀与形态
催化原料油中硫化物在加热和催化裂解中分解产生硫化氢,在裂解温度下,元素硫也能与烃反应生成硫化氢,因此催化的富气中的硫化氢浓度很高。同时原料油中的氮化物也裂解,其中约有10%~15%转化成氨,有1%~2%转化成氰化氢。在有水存在的吸收解吸系统,构成了HCN-H2S-H2O的腐蚀环境。当催化原料中氮含量大于0.1%,会引起严重腐蚀。CN-大于500×10-6,会促进腐蚀,其腐蚀部位及形态如下:
01 一般腐蚀
存在于解吸塔顶部及底部,稳定塔顶部及中部等部位。腐蚀呈均匀点蚀和坑蚀直至穿孔,腐蚀速率为0.1~1mm/a。
02 氢鼓泡或开裂
存在于解吸塔顶部、解吸塔后冷器壳体、凝缩油沉降罐等部位。一般鼓泡直径为5~120mm,开裂裂缝宽可达2.5mm。
03 硫化物应力开裂
存在于解吸塔顶壳体铬钼钢母材的奥氏体不锈钢焊缝及其热影响区,故在硫化物应力腐蚀环境下,不能用奥氏体不锈钢焊接铬钼钢。
PART-2 腐蚀反应
01 一般腐蚀
H2S和钢生成FeS,在pH值大于6时,钢的表面为FeS所覆盖,有较好的保护性能,腐蚀速率也有所下降。但有CN-存在时,CN-能溶解FeS保护膜,产生络合离子Fe(CN)4-6,加速了腐蚀反应的进行。

络合离子Fe(CN)4-6继续与Fe反应生成亚铁氰化亚铁Fe2[Fe(CN)6]↓(在水中为白色沉淀)。

停工时,亚铁氰化亚铁又氧化而生成亚铁氰化铁Fe4[Fe(CN)6]3,呈普鲁氏蓝色。

因此造成停工时腐蚀速度加快。
02 氢渗透和硫化物应力开裂
H2S-H2O反应生成的氢原子向钢中渗透,造成氢鼓泡或鼓泡开裂。当pH值大于7.5且有CN-存在时,随着CN-浓度的增加,氢渗透率迅速上升。也可在高pH值上产生硫化物应力开裂。
PART-3 腐蚀影响因素
01原料油性质
原料油含硫大于0.5%、含氮大于1%、CN-大于200×10-6,会引起较为严重的腐蚀。
02温度
氢鼓泡和鼓泡开裂的敏感温度为10~55℃。
03游离氰化物
在pH值大于7.5时,氢鼓泡和鼓泡开裂随着溶液中游离CN-浓度的增加而增加。
CO2-H2S-H2O的腐蚀与防护
PART-1 腐蚀部位及形态
腐蚀部位发生在脱硫装置再生塔的冷凝冷却系统的酸性气部位。
塔顶酸性气的组成为:
H2S(50%~60%);
CO2(40%~30%)及水分;
温度40℃,压力约0.2MPa。
腐蚀部位主要腐蚀影响因素是H2S-H2O,但在某些炼油厂,由于原料气中带有HCN,而形成HCN-CO2-H2S-H2O的腐蚀介质,加速了H2S-H2O的均匀腐蚀及硫化应力开裂。
腐蚀形态对碳钢为氢鼓泡及硫化物应力开裂,对Cr5Mo、1Cr13及低合金钢使用奥氏体焊条,则为焊缝处的硫化物应力开裂。
某炼油厂再生塔顶冷凝冷却器碳钢壳体呈环向、纵向焊缝硫化物应力开裂20多处。再生塔顶回流罐碳钢内外壁有800多处氢鼓泡,最大鼓泡位于罐外壁,直径约250mm。
另一炼油厂再生塔顶冷凝冷却器使用1个多月,碳钢焊缝发现硫化物应力开裂,且在焊缝裂纹处,漏出普鲁士蓝色物质(亚铁氰化铁)。
某厂脱硫再生塔塔顶馏出管线焊缝也曾发生硫化物应力开裂。几个炼厂再生塔顶冷凝冷却器浮头螺栓(35CrMo)都发生了硫化物应力开裂。
某炼厂再生塔顶安全阀旁路短管用Cr5Mo,但选用Cr25Ni13焊条,焊后没有热处理,焊缝处发生了硫化物应力开裂。
PART-2 腐蚀反应及防护
腐蚀部位主要为H2S-H2O等的腐蚀,其腐蚀与反应与防护措施如炼油厂主要的腐蚀体系(一、二、三)所述。但为防止冷凝冷却器的浮头螺栓硫化物应力开裂,可控制螺栓应力不超过屈服限的75%,且螺栓硬度低于布氏硬度HB235。
RNH2乙醇胺-CO2-H2S-H2O的腐蚀与防护
PART-1 腐蚀部位及形态
腐蚀部位发生在脱硫装置干气脱硫或液化石油气脱硫的再生塔底部,再生塔底重沸器及富液(吸收了CO2、H2S的乙醇胺溶液)管线系统。温度90~120℃,压力约0.2MPa。腐蚀形态为在碱性介质下(pH值8~10.5)由碳酸盐及胺引起的应力腐蚀开裂和均匀减薄。腐蚀关键因素为CO2及胺。在主要处理二氧化碳的装置(如干气脱硫)比主要处理硫化氢的装置(如液化石油气脱硫)腐蚀严重,即腐蚀随着原料气中二氧化碳的增加而增加。
PART-2 腐蚀反应
当二氧化碳含量为20%~30%时,有水的高温部位(90℃以上)腐蚀相当严重,碳钢腐蚀速率可到0.76mm/a,而硫化氢和二氧化碳混合物的腐蚀比相应浓度二氧化碳的腐蚀要轻,并随着H2S浓度的增加而降低。即H2S有抑制CO2腐蚀的作用。
CO2生成的碳酸可直接腐蚀设备。其反应为:
Fe+H2 CO3→FeCO3↓+H2
此外,腐蚀部位由于碳酸盐、胺及残余应力的作用,会引起焊缝处的碳酸盐应力腐蚀开裂。
某脱硫厂再生塔直径1.8m,塔下部材质为Q235,12mm,
上部为Q235+1Cr18Ni9Ti复合板(8mm+2mm)。
压力0.06~0.09Mpa,塔底温度120~130℃,pH值为10.4。
运行一年半后,在低部碳钢环向焊缝发现35处裂纹。裂纹中的腐蚀产物主要为FeCO3及Fe(OH)2,未发现硫化铁。
某炼油厂脱硫再生塔材料为Q235,开工不到1年发现再生塔底部集油箱及其加固角钢焊缝多次开裂,裂缝长达1500mm,深2.3mm。
各炼厂的再生塔底重沸器管束腐蚀均严重,某炼油厂重沸器使用碳钢管束,一个月就被蚀穿,后改用1Cr18Ni9Ti管,并改进了操作条件,使腐蚀得以控制。
PART-3 腐蚀影响因素
在循环胺液中,腐蚀性污染物主要有以下几种。
01 胺降解产物
乙醇胺与二氧化碳由于不可逆反应生成的聚胺型物质是促进设备腐蚀的最普通的降解产物。
02 热稳定盐类
乙醇胺与原料气中某些强酸作用而生成的热稳定盐会造成设备的腐蚀。
03 烃类物质
乙醇胺被原料气中烃类污染后能引起换热面的积垢,导致管壁温度升高,加重设备腐蚀。
04 氧
胺液中的氧不仅增加胺的降解,并且氧化胺能形成腐蚀性有机酸,同时还大大加速二氧化碳的腐蚀。
05 固体物
胺液中的固体物(硫化铁、氧化铁等)还会增加磨损,破坏金属保护膜而加重腐蚀。由于固体物的沉积,也可发生电偶腐蚀。
PART-4 防护措施及材料选用
01 操作温度高于90℃的碳钢设备(如胺再生塔、胺重沸器等)和管线要进行焊后消除应力热处理,控制焊缝和热影响区的硬度小于HB200。
02 优先选用带蒸发空间的胺重沸器。带蒸发空间的重沸器底部应有150mm空间,以便清除和冲洗聚集的残渣。为降低金属表面温度,尽量不选用热虹吸式重沸器。
03 在单乙醇胺(MEA)和二乙醇胺(DEA)系统,重沸器管束采用1r18Ni9Ti钢管。对贫富液,换热器可选用碳钢无缝钢管。当管子表面温度大于120℃时,则选用1Cr18Ni9Ti钢管。
04 改进操作条件
● 控制再生塔底温度。对MEA,温度控制在120℃;对DEA,温度控制在115℃。
● 控制重沸器使用温度应低于140℃,高于此温度,易引起胺的分解。
● 在单乙醇胺的系统中注入缓蚀剂。
● 为防止胺液污染,胺储罐和缓冲罐应使用惰性气体覆盖,以保证空气不进入胺系统。
S-H2S-RSH的腐蚀与防护
PART-1 腐蚀部位及形态
高温硫腐蚀部位为焦化装置、减压装置、催化裂化装置的加热炉、分馏塔底部及相应的管线、换热器等设备。
腐蚀程度以焦化分馏塔底部最严重,减压塔底次之,催化分馏塔底又次之。腐蚀形态为均匀减薄。
其腐蚀速率约为(参考值):
减压塔进料段部位20g腐蚀速率大于4.3mm/a,减压塔底原油渣油换热器碳钢D25mm×2.5mm管束寿命为1年。
焦化分馏塔碳钢塔盘为4.4mm/a,焦化分馏塔底热重油管线碳钢的最大腐蚀速率为6.0mm/a。
PART-2 腐蚀反应
01 活性硫化物的腐蚀
活性硫化物(如硫化氢、硫醇和单质硫)大约在350~400℃都能与金属直接发生化学作用,如下式:
H2S+Fe →FeS+H2
RCH2CH2SH+Fe → FeS+RCH=CH2+H2
S+Fe → FeS
硫化氢在340~400℃按下式分解:
H2S→S+H2
分解出来的元素硫比硫化氢有更强的活性,使腐蚀更为激烈。在活性硫的腐蚀过程中,还出现一种递减的倾向。即开始时腐蚀速度很快,一定时间以后腐蚀速度才恒定下来,这是由于生成的硫化铁膜阻滞了腐蚀反应的进行。
02 非活性硫化物的腐蚀
非活性硫化物(包括硫醚、二硫醚、环硫醚、噻吩等)成分不能直接和金属发生作用,但在高温下能够分解生成硫、硫化氢等活性硫化物。
例如戊硫醇、二硫醚的分解过程:
戊硫醇(C5H11SH)在高温下由于分子引力而被吸附于有催化活性的碳钢表面上,使硫醇基断裂变成自由基:
C5H11SH→C5H11 ●+ SH ●
生成的自由基会进一步与尚未分解的硫醇(C5H11SH)作用而生成硫化氢。
二硫醚的高温分解有两种方式。可生成元素硫,也可生成硫化氢:

或

PART-3 腐蚀影响因素
01 温度
温度的影响表现在两个方面:
一是温度升高促进了硫、硫化氢及硫醇等与金属的化学反应而加速腐蚀;
二是温度升高促进了原油中非活性硫的热分解。原油中某些硫化物只有在240℃以上才开始分解成硫化氢,有些结构复杂的硫化物,在350~400℃时分解最快,到500℃时硫化物基本分解完毕。
所以温度不同,腐蚀速率也不同。
以某炼油厂减压渣油(含S=1.25%)为例,其腐蚀速率t=242℃时,碳钢最大腐蚀速率0.75mm/a;
t=323℃时,2.20mm/a;
t=380℃时,4.20mm/a。
02 原油总含硫量与硫化氢浓度
一般以硫化氢浓度高低来衡量油品腐蚀性的大小,但是含硫高不等于硫化氢浓度高。油品的腐蚀性与原油总含硫量之间并不成正比例关系,而取决于其中硫化物的性质和在炼制过程中的热分解程度。
03 流速
在流速大部位,FeS易被冲刷而脱落,使界面不断更新,金属的腐蚀亦就进一步加剧,因此介质流速大,腐蚀速率就高。如某炼油厂碳钢减压转油线因流速加大而腐蚀速率加大,其对应的数值如下:

PART-4 防护措施及材料选用
高温硫的腐蚀防护措施主要是选择耐蚀钢材。如Cr5Mo、Cr9Mo的炉管,1Cr18Ni9Ti的换热器管及20R+0Cr13复合板等。这些材料抵抗高温硫的腐蚀是有效的。国内研制的一些无铬钢种如12A1MoV及12 SiMoVNbAl也有一定效果。
S-H2S-RCOOH的腐蚀与防护
PART-1 腐蚀部位及形态
环烷酸为原油中一些有机酸的总称,又可称为石油酸,大约占原油中总酸量的95%左右。环烷酸是环烷基直链羧酸,通式为CnH2n-1COOH,其中以五、六环为主的低分子量环烷酸腐蚀性最强。
一般是环戊烷的衍生物,相对分子质量在180~350范围内变化。环状结构为:
环烷酸常集中在柴油和轻质润滑油馏分中,其他馏分含量较少。
腐蚀部位以减压炉出口转油线、减压塔进料段以下部位为重。常压炉出口转油线及常压塔进料段次之。焦化分馏塔集油箱部位又次之。
遭受环烷酸腐蚀的钢材表面光滑无垢,位于介质流速低的部位出现腐蚀孔洞,高流速部位的腐蚀则出现带有锐边的坑蚀或蚀槽。高温环烷酸腐蚀发生于液相,但在气、液相交变部位冲刷区及产生涡流区则腐蚀加剧。减压塔系统若有空气流入,则环烷酸腐蚀加重。
炼制高酸值原油各部位腐蚀速率(参考值)如下:
01 减压炉出口转油线碳钢:20mm/a;
02 常压炉出口20号钢“T”形集合管:13mm/a;
03 减压塔20g+1Cr18Ni9Ti复合板的3mm的复合层,9个月被局部腐蚀掉。
PART-2 腐蚀反应
环烷酸在低温时腐蚀不强烈。一旦沸腾,特别是在高温无水环境中,腐蚀最激烈。
腐蚀反应如下:
2RCOOH+Fe→Fe(RCOO)2 + H2↑
FeS+2RCOOH→Fe(RCOO)2 + H2S↑
由于Fe(RCOO)2是油溶性腐蚀产物,能被油流所带走,因此不易在金属表面形成保护膜,即使形成硫化亚铁保护膜,也会与环烷酸发生反应而完全暴露出新的金属表面,使腐蚀继续进行。酸值大于0.5 mgKOH/g的原油在温度270~280℃和350~400℃时,环烷酸腐蚀最严重。
PART-3 腐蚀影响因素
01 原油酸值
原油酸值在0.3 mgKOH/g原油时,应当引起注意。当原油中酸值大于等于0.5 mgKOH/g原油时,在一定温度条件下,能发生明显的腐蚀。酸值越高,腐蚀越严重。常、减压蒸馏装置高温环烷酸腐蚀可用原油酸值大小来判断。
02 温度
环烷酸腐蚀开始于220℃,随着温度的升高而腐蚀加剧。270~280℃时,腐蚀已很大,以后随着温度的上升而减弱。但在350~400℃,腐蚀又急骤增加。在一定酸值下,温度在288℃以上时,每上升55℃,环烷酸对碳钢的腐蚀速率将增加2倍。
03 流速及涡流
当温度在270~280℃、350~400℃,酸值在0. 4mgKOH4/g以上时,环烷酸的腐蚀与流体的流速有关,流速越高,则环烷酸腐蚀越严重。管线内部突出物,如焊瘤、错边、热电偶套管等处,在局部区域内引起涡流和紊流而加剧腐蚀。
04 石油酸钠(RCOONa)
石油酸钠是原油含水所溶解的 NaHCO3与石油酸反应的生成物,是一种表面活化剂。它能妨碍钢铁表面上形成漆状膜和FeS膜。石油酸钠含量越高,原油的腐蚀性越强。但石油酸钠在原油中的含量超过其临界胶团浓度值时,再增加石油酸钠浓度,腐蚀不再增大。
05 原油含硫量
原油含硫量有一临界值,当原油含硫量高于临界值时,主要为硫腐蚀。当原油含硫量低于临界值时,主要为环烷酸腐蚀。原油中石油酸钠(RCOONa)含量越高,临界值越高。温度越高,则临界值越低。
PART-4 防护措施及材料选用
01 环烷酸腐蚀的防护措施主要是选用耐蚀钢材,而碳钢、Cr5Mo、Cr9Mo及0Cr13不耐环烷酸高温腐蚀。
环烷酸腐蚀部位需选用00Cr17Ni12Mo2(316L)钢,且Mo含量大于2.3%。
在无冲蚀的情况下,亦可选用固熔退火的1Cr18Ni9Ti。
02 设备、管道以及炉管弯头内壁焊缝应磨平,焊缝的错边咬肉应减小,以保护内壁光滑,防止产生涡流而加剧腐蚀。
03 适当加大炉出口转油线管径,降低流速。
高温H2的腐蚀与防护
腐蚀部位发生于加氢精制、加氢裂化及催化重整装置中高温高压临氢设备及管线中,腐蚀形态为表面脱碳及内部脱碳(氢腐蚀)。这些腐蚀发生在碳钢、C-0.5Mo钢及铬钼钢中。
钢中的碳在高温下迁移到表面,并在表面形成碳的气体化合物CH4或在含氧环境中形成CO2。蒸汽加速这种反应。
高温高压氢扩散进入钢中并和不稳定的碳化物反应生成甲烷气体,所生成的甲烷不能自钢中逸出,聚集于晶界或夹杂处,导致产生高应力,最终形成裂纹,进而使钢材开裂或金属鼓泡。当钢中含有偏析杂质、条形夹杂物或分层时,甲烷在这些部位聚集可导致严重的鼓泡。
奥氏体钢中氢的溶解度比铁素体钢大1个数量级,而氢的扩散系数则在奥氏体钢中约比铁素体钢中大约低2个数量级。所以不锈钢复合堆焊层的使用能够降低氢分压作用对母材的影响。
高温H2-H2S的腐蚀与防护
PART-1 腐蚀部位及形态
存在于加氢精制及加氢裂化装置高温(300--420℃)的反应器容器、加热炉管及工艺管线。腐蚀形态为H2S对钢的化学腐蚀。在富氢的环境中,90%~98%的有机硫将转化为硫化氢。在氢的促进下可使H2S加速对钢材的腐蚀。在富氢环境中,原子氢能不断侵入硫化物垢层中,造成垢的疏松多孔,使金属原子和H2S介质得以互相扩散渗透,因而H2S的腐蚀能不断进行。
PART-2 腐蚀反应
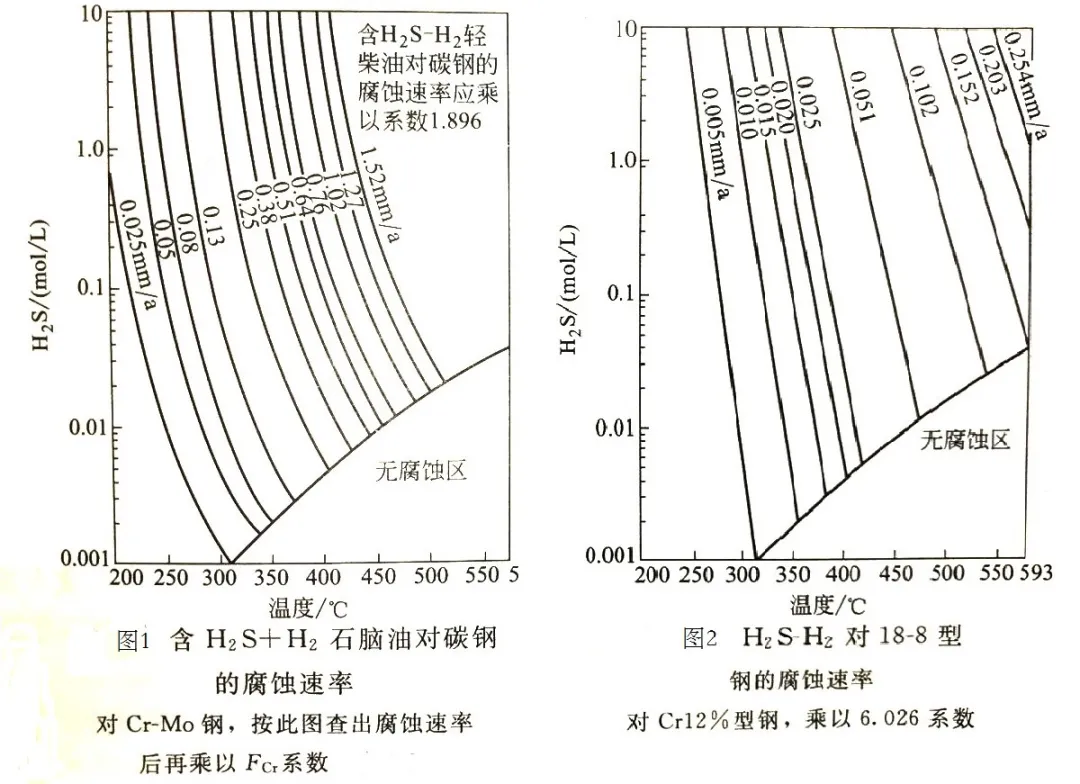
各种钢材的H2-H2S的腐蚀速率可按库柏·高曼(Couper Gtorman)曲线查出。图1是以石脑油为稀释剂的H2S-H2对碳钢的腐蚀速率。若以柴油为稀释剂,H2S-H2对碳钢的腐蚀速率则应乘以1.896倍(腐蚀加重)。若采用Cr-Mo钢,其腐蚀速率将随着含Cr量的增加而降低,则需乘以Fcr系数(表1)。图2为H2S-H2对18-8型不锈钢的腐蚀速率,当用Cr12%型钢,则乘以6.026系数。

PART-3 腐蚀影响因素
01 浓度
H2S含量在1%(体积分数)以下时,随着H2S浓度的增加,腐蚀急剧增加。
02 温度
当温度在315~480℃时,温度的高低是影响腐蚀速率的主要因素。随着温度的提高,腐蚀速率将急剧增加,此时温度每增加55℃,腐蚀速率大约增加2倍。
03 时间
H2S-H2的腐蚀速率随着腐蚀时间的增长而逐渐下降,超过500h的试验数据比短时间的腐蚀数据小2~10倍。图1及图2中的腐蚀速率试验时间均超过500h,有的接近25000h。
PART-4 防护措施及材料选用
高温H2S-H2腐蚀环境以材料防腐为主。
01 根据压力容器的设计温度及硫化氢浓度(体积分数或摩尔分数),从腐蚀图中查取腐蚀速率。当腐蚀速率超过0.2mm/a时,应选取更好的材料或选用不锈钢复合板或采用堆焊不锈钢结构,基材按抗氢钢选用铬钼钢。
02 不锈钢复合钢板的覆层可根据设计条件选用0Cr13、0Cr18Nil1Ti或00Cr17Nil4Mo2等低碳不锈钢板,覆层厚度最少为3mm。
03 不锈钢堆焊层宜选用双层,双层堆焊的过渡层为00Cr25Ni13(E309L),表层为00Cr20Ni0Nb(E347NbL)。
04 操作温度≤250℃时,在H2-H2S介质中选用碳钢和低合金钢可满足操作的要求。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741