
常减压装置机泵泵壳腐蚀维护策略
2019-07-15 09:33:15
作者:本网整理 来源:设备管理与防腐
分享至:


减三线机泵受到了严重的环烷酸腐蚀,我们分析造成腐蚀的原因,主要是原料油的性质、周围环境的因素、介质流速的因素、还有就是设备因素所造成的,从而提出维护策略。
一 前言
常减压装置在切换减三线机泵 P-16/2 后发现此机泵上量情况不是很好,在调整操作后没有得到有效地解决,初步判断是设备故障,经过解体检修发现机泵的泵壳和叶轮被冲刷腐蚀穿孔(如图),从而影响到机泵的上量情况。在维修更换部件之后机泵运行正常。

如图所示 P-16/2 泵壳被腐蚀成为沟槽和尖锐孔洞,这是高温环烷酸腐蚀的标准形态。
二 现状分析
经过我们初步的检查分析推断,机泵叶轮和泵壳的腐蚀主要是高温硫的环烷酸腐蚀所造成的。环烷酸的腐蚀受温度的影响比较大,220 度以下对软钢的腐蚀较小,甚至不腐蚀,但随着温度的升高,腐蚀就会逐渐加重,特别是 270-280 度(环烷酸的沸点范围)腐蚀最大。这种腐蚀主要存在与常减压炉出口、常减压转油线、常减压塔进料段塔壁、减压三线等部位。环烷酸可与高温硫化物腐蚀时生成硫化铁的保护膜反应,生成环烷酸铁和硫化氢。环烷酸铁是油溶性的,从而使基体再次暴露。而新生成的硫化氢可再次与基体发生强烈反应。这种腐蚀在高流速情况下更为严重,形成光亮无垢的沟槽。在低流速情况下则形成尖锐的孔洞。温度在 270-280℃和 350-400℃,油品酸性大于 0.5mgKOH/g 和介质流速大于 37m/s 时,环烷酸腐蚀最为严重。环烷酸腐蚀主要与周围环境因素、原料性质因素、介质流速因素、还有设备本身一些因素有关。那么下面我就根据这些因素来分析。
环境因素:P-16/2 是减二线和减三线共用的备用机泵,在一般情况下为了应急的需要都是作为减三线备用的机泵在预热。减三线油的塔壁抽出温度一般是在 320℃左右。该温度也就是在高温环烷酸腐蚀的范围内。由此来分析减三线的这个温度正是环烷酸腐蚀的环境温度。
介质流速:关于减三线介质的流速,一般它的流量是在 250t/h,经过计算得出机泵的出口流速为 1.27m/s. 而机泵泵壳流道内得流速要超过 37m/s,因而在机泵运行时,在泵壳内流道内以及在叶轮的流道内就存在高温环烷酸腐蚀的条件。
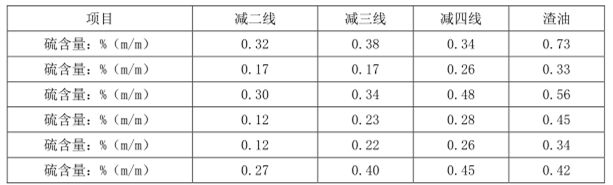
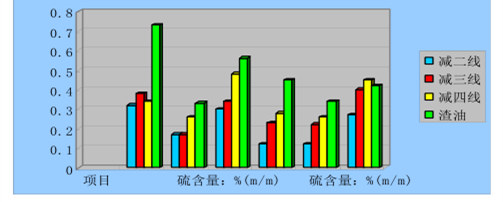
原料分析因素:根据化验室做的分析的数据我们可以看到 2010 年上半年来减压侧线的硫含量、铁离子、酸度值分析:
硫含量分析
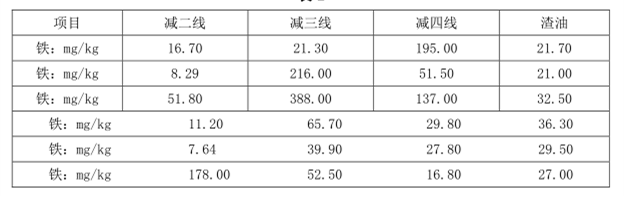
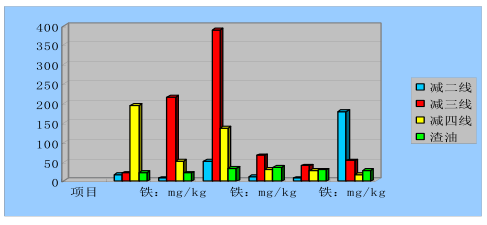
铁离子分析:
酸度值分析:
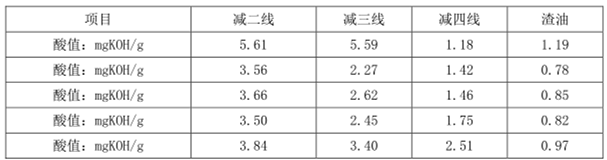
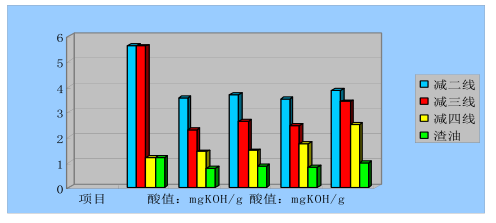
根据以上的数据分析我们可以很明显的看出,减三线在铁离子和酸度值的分析上数值明显高于其他的各侧线。酸值也满足了环烷酸腐蚀的大于 0.5 mgKOH/g。
设备因素:由于 P-16/2 这事减二线和减三线的公共的备用机泵,一般的情况下都是预热减三线油做备用状态的。所以这台机泵的运转时间不长,大部分时间都处于热备用状态,介质流动的状态也是影响高温硫腐蚀得一个重要因素。这台机泵一直是做备用机泵在用,它在备用状态下,泵壳和叶轮一直也是在高温状态下,而且预热备用时也是高温介质在泵体内部缓慢运动的一种状态,这种高温硫腐蚀也会存在。因此,这也是造成 P-16/2 腐蚀的一个因素。下面是 P-16/2 从 2006 年到 2010 年 P-16/2 运转周期的运行情况:

最近的两次检修,一次是在 2009 年 2 月 5 日更换了机泵的轴承;另外一次是在2009 年 6 月 15 日更换了机械密封,修了冷却水管线。机泵的泵壳和叶轮使用时间较长,一直没有进行更换。在这种高温环烷酸腐蚀的情况下机泵的泵壳和叶轮受到了长时间的环烷酸腐蚀,所以也是导致了这次机泵不上量的一个原因。
三 改进措施和建议
1、为了减少 P-16/2 机泵的腐蚀,我们做出了以下的调整:将 P-16/2 的预热介质改为减二线进行预热,在减三线机泵运行正常的情况下,切换机泵时尽量作为减二线备用机泵,以减少环烷酸腐蚀因素的影响。
2、 装置投用高温缓蚀剂,以减少减三线的高温环烷酸腐蚀,目前该工作已进行实施。
3、适当降低减三中的回流,来减少对塔内构件、管线、机泵及冷换热备的冲蚀。
4. 建议措施,材质升级把叶轮由原来的 II 类铸钢更换为1Cr13。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763