
西工大钛合金增材制造重要突破,实现全等轴晶成形!
2022-05-25 11:25:24
作者:材料科学与工程 来源:材料科学与工程
分享至:


金属增材制造技术也被称为3D打印技术,因其具有区别于传统成形方式的逐点逐层成形工艺特点,使得复杂零部件的直接制造成为可能,在航空航天等高端制造领域受到广泛关注。然而,由于其成形过程中极高的温度梯度,最终形成的宏观晶粒往往为柱状晶粒,其显微组织和力学性能呈现出强烈的各向异性,即平行与垂直于沉积方向(打印高度方向)的强塑性具有较大差异。而等轴晶组织的实现一直被认为是解决这一问题的最佳方案,目前已有研究者提出了多种调控手段,如优化成形工艺条件、改变合金化学成分、附加锻压或超声设备等。然而对于大部分金属材料,尤其是应用最为广泛的TC4钛合金,成形工艺优化一直被认为无法获得全等轴晶组织。但成形工艺调控具有低成本附加,不改变合金成分,可实现原位调控的优势,仍是潜在的优选措施。
近日,西北工业大学增材制造研究团队通过深入分析金属增材制造熔池特征和凝固过程中的晶粒生长行为,创造性地提出了一种原位工艺参数调整策略,该技术方案通过保留熔池顶部CET获得的等轴晶粒,在TC4钛合金中获得了全等轴晶组织。相关工作以“In-situ grain structure control in directed energy deposition of Ti6Al4V”为题在增材制造领域顶刊Additive Manufacturing上发表。西北工业大学王猛教授,林鑫教授和陈静教授为通讯作者。
原文链接: https://www.sciencedirect.com/science/article/pii/S2214860422002640
在钛合金增材制造过程中,受控于成形工艺参数及其形成的熔池内部温度场特征,熔池底部往往生长为柱状晶,而熔池顶部由于发生柱状晶/等轴晶转变(CET),往往形成一定厚度的等轴晶区。在传统的单一成形工艺参数条件下,由于后一层沉积时再熔化深度大于等轴晶区厚度,等轴晶区会在下一层沉积过程中被完全重熔,从而在成形结构中形成从结构底部到顶部外延生长的柱状晶组织。
基于增材制造过程逐点、逐线、逐层工艺调控的灵活性,该项研究通过在不同层间切换低能量密度和高能量密度成形参数,使熔池顶部的等轴晶区被部分保留,有效阻断了柱状晶的外延生长。与此同时,以等轴晶粒为基底再次生长柱状晶粒时,由于存在晶粒竞争生长,获得的外延生长晶粒形态向等轴晶逼近。结合增材制造过程中后热循环作用下的晶粒粗化行为,最终获得的沉积态组织呈现为全等轴的晶粒形貌。
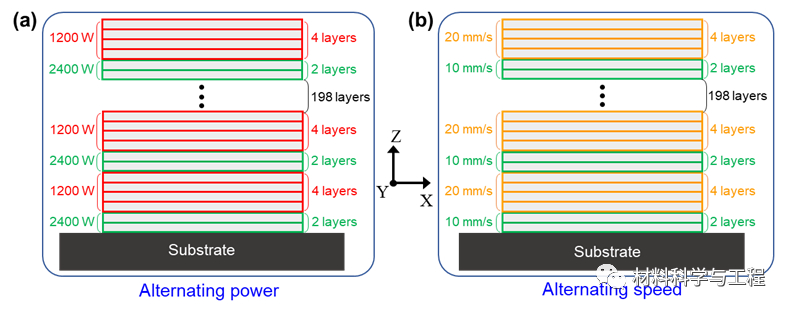
图1交替参数成形工艺(APP)样品沉积策略示意图。(a) 周期性交替使用1200 W和2400 W的激光功率;(b) 周期性交替使用10 mm/s和20 mm/s的扫描速度
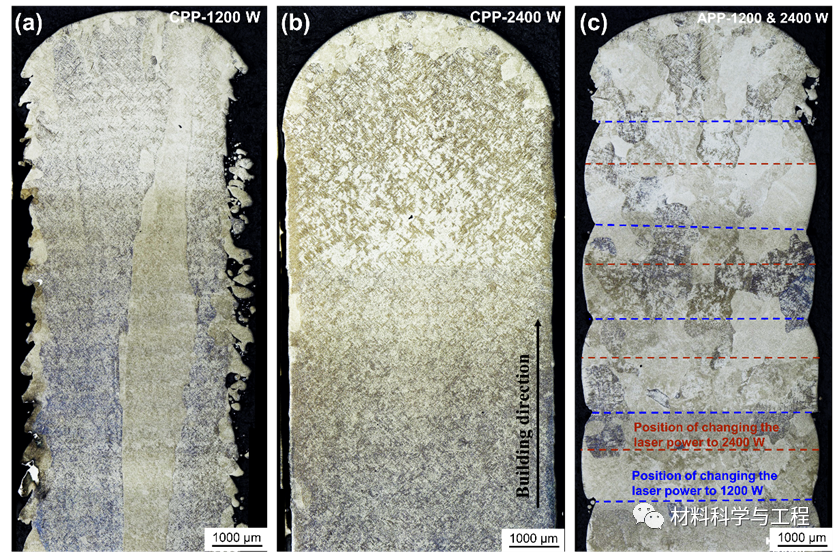
图2 传统成形工艺(CPP)与交替功率成形工艺(APP)获得的宏观晶粒形貌。(a) CPP-1200 W;(b) CPP-2400 W;(c)APP-1200 W&2400 W。
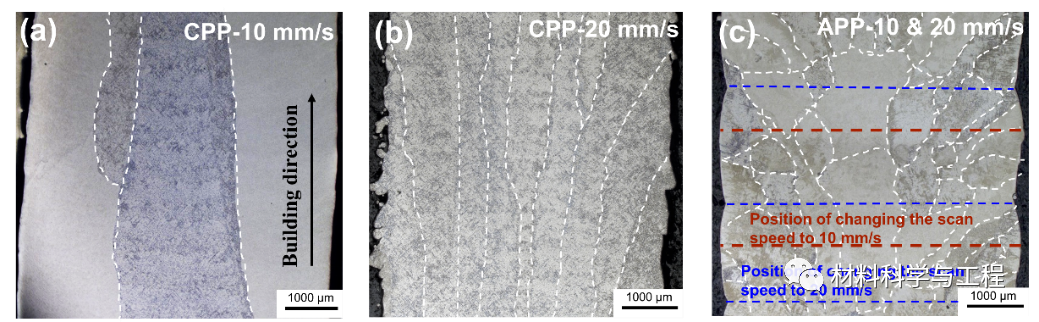
图3 传统成形工艺(CPP)与交替扫速成形工艺(APP)获得的宏观晶粒形貌。(a)CPP-10 mm/s;(b) CPP-20 mm/s;(c)APP- 10mm/s & 20 mm/s。
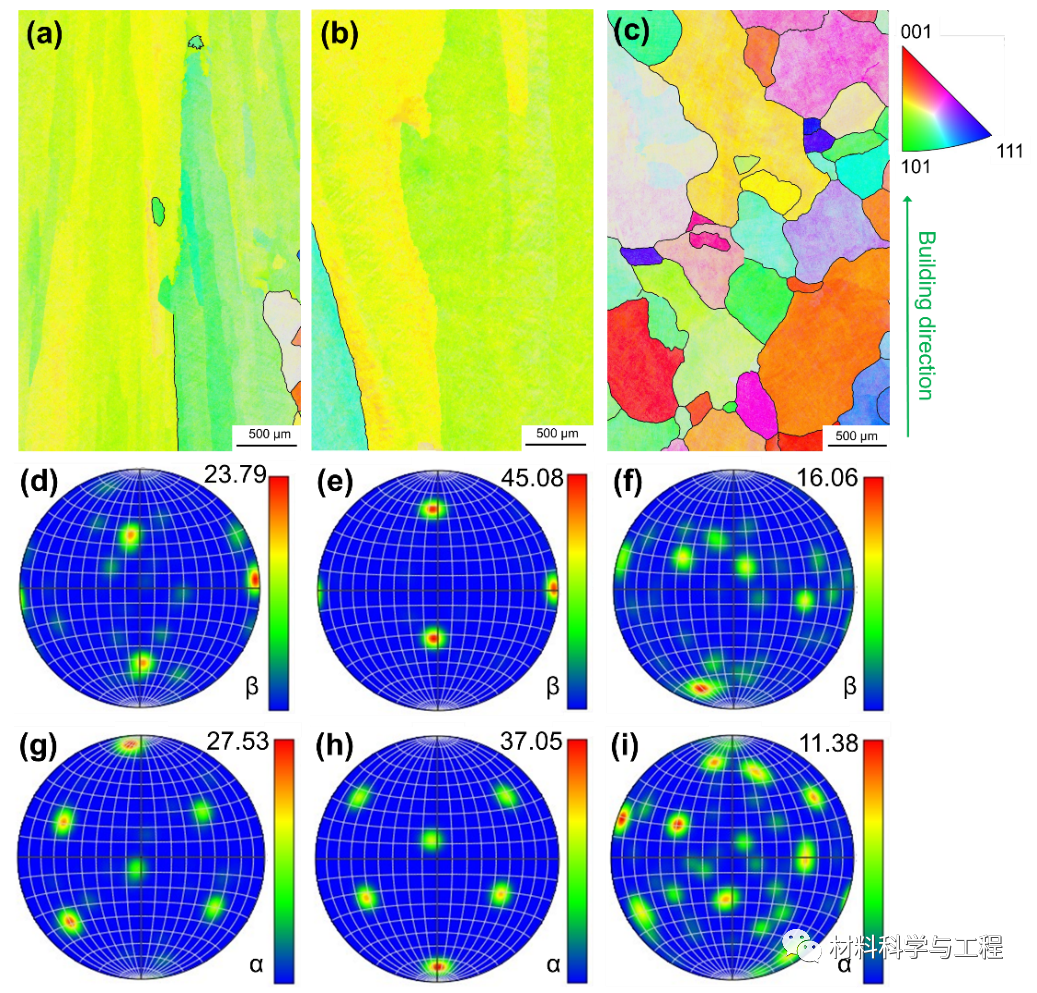
图4 传统成形工艺(CPP)与交替参数成形工艺(APP)宏观晶粒EBSD图及极图。

图5交替参数成形工艺(APP)三个不同截面的晶粒EBSD图及相应极图
从宏观晶粒形貌光镜图和EBSD图中可以看到,通过交替使用两套不同的成形工艺参数,宏观晶粒形貌由任何一个单一参数时的粗大柱状晶,转变为交替参数时的等轴晶。进一步的α相和β相极图分析表明,所获得的全等轴晶结构织构强度明显降低,在三个不同平面上具有相近的织构指数。
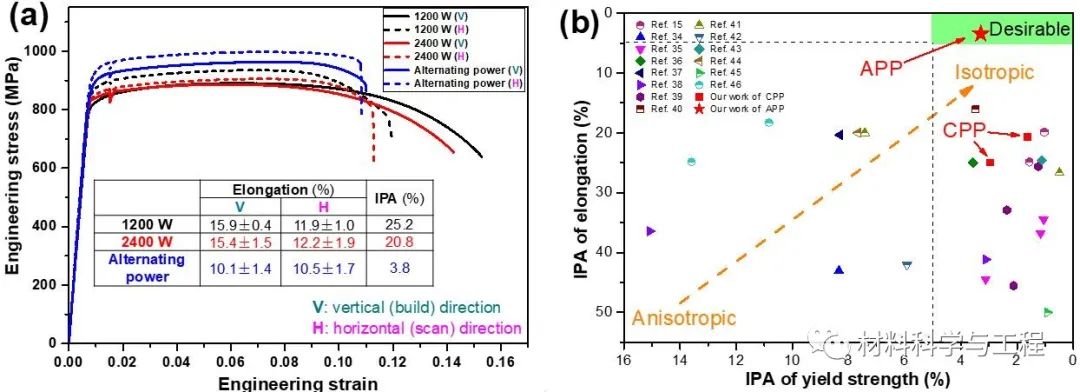
图6 (a) 传统成形工艺(CPP)与交替参数成形工艺(APP)获得试样横纵两向的室温拉伸性能对比;(b) APP试样力学性能各向异性与现有文献报道的对比
在增材制造TC4钛合金的前期研究中,所获得的宏观晶粒主要为柱状晶粒,因此即使通过调控工艺参数的手段降低成形结构的强度指标各向异性,塑性指标各向异性仍然维持在较高水平(>10%)。而本研究中通过形成等轴晶,力学性能强度和塑性的各向异性指标分别降低到2.4%和3.8%。相比于单一成形参数,获得的力学性能各向异性显著降低,不仅实现了强度指标的各向同性(<5%),同时实现了塑性指标的各向同性(<5%)。这一研究成果有望提高增材制造钛合金零件结构的设计自由度,并进一步推动增材制造技术在航空航天领域的广泛应用。
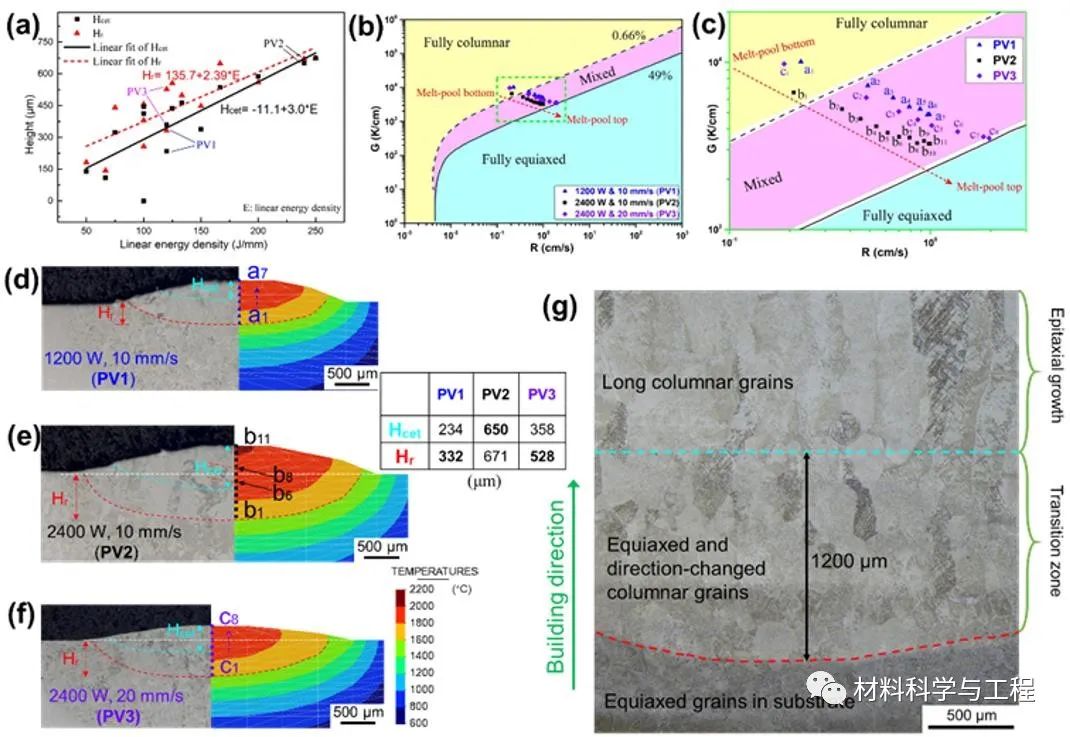
图7 增材制造过程中TC4钛合金的CET行为及APP试样中获得等轴晶的原理
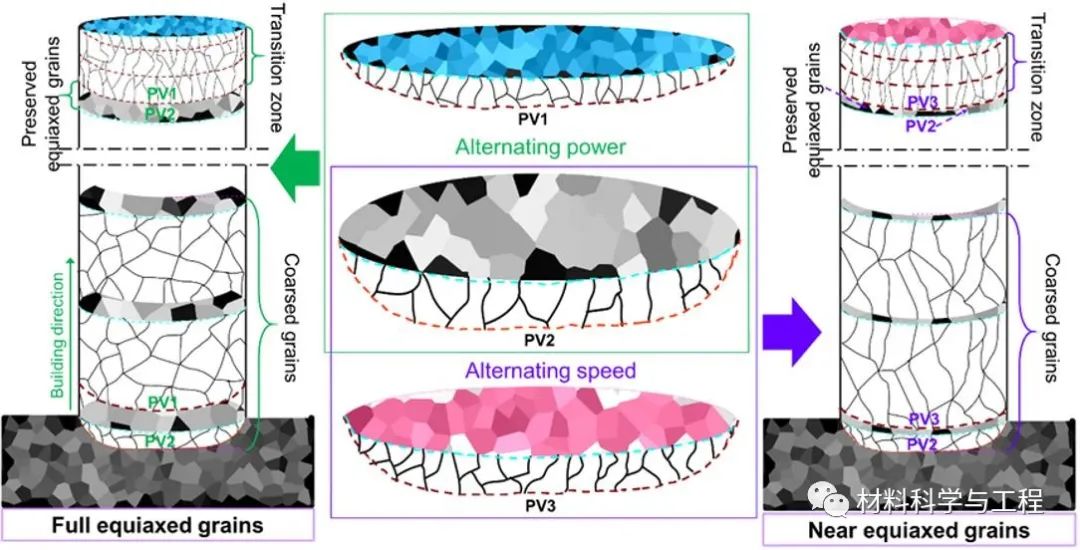
图8 APP试样等轴晶形成原理示意图
该研究通过周期性改变成形工艺参数,充分利用增材制造熔池凝固过程中熔池顶部CET等轴晶区,结合晶粒竞争生长和热循环粗化,在增材制造TC4钛合金中获得了全等轴晶的晶粒形貌和各向同性的优异力学性能。由于CET是金属增材制造中的普遍现象,因此该技术方案在其它希望获得等轴晶的合金体系中也有望获得应用。总的来说,本研究充分利用了增材制造过程中工艺参数可实时灵活调控的特点,通过一个较为便捷的方案,解决了一个多年来被业界广泛关注的问题。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8148

腐蚀与“海上丝绸之路”
点击数:6486