
钛及钛合金的热处理
2021-07-14 16:47:17
作者:材料成型 来源:材料成型
分享至:







下面这个片段是摘自《金属加工(热加工)》杂志
真空热处理
由于钛异常活泼,很容易受碳、氧、氢、氧的污染,使合金性能变坏,所以钛合金热处理时应采用真空炉或氩气保护;如果在氧化性气氛中加热,则应严格控制和去除工件表面氧化层。需要进行真空热处理的钛合金零件也越来越多,除了通常进行的钛合金钣金件和铸件的去应力退火、钛合金紧固标准件的固溶处理和时效处理、钛合金的除氢退火均需在真空炉中进行以外,高强度钛合金钣金零件的约束时效处理也必须在真空炉中进行。真空热处理是钛合金零件制造过程中的关键工序,其最终性能在很大程度上取决于热处理的正确进行。
真空热处理的一个主要参数是真空工作压强,航空工业标准规定:在真空退火过程中,为避免因真空压强过低而产生真空表面腐蚀,一般应将真空工作压强控制在不小于2×10-3Pa。也有采用高纯氩气进行分压控制的。
惰性气体可以作为保护性气氛的加热介质,也可用于真空固溶处理时的淬火介质。由于钛的化学活性比较高,所以对于氩气的纯度也有更高的要求。纯度不小于99.99%的纯氩一般不适用于钛合金的热处理。国外标准中规定了对惰性气体(氦和氩)的露点要求为不高于-54℃。航标规定采用符合GB/T10624的高纯氩,纯度不小于99.999%。
国内外的有关标准均未对真空炉热处理后工件的出炉温度做出规定,航标规定了真空热处理后工件应在200℃以下出炉空冷。在惰性气体或真空中加热的钛件表面出现淡黄色氧化膜时可不清除;若零件表面存在淡蓝色、蓝色或灰色氧化膜时必须按空气炉规定清除。
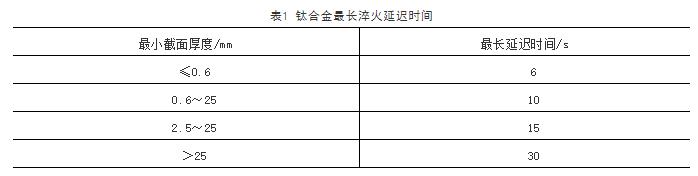
固溶处理淬火允许延迟时间
钛合金固溶处理加热完成后的冷却要严格按淬火要求进行,如果冷速过低,合金的相成分发生明显扩散,将严重影响时效强化效果。通常钛合金工件淬火允许的延迟时间必须符合表1的要求。
钛合金在空气电炉加热氧化层去除
钛合金半成品、零件、结构件的热处理可以在电炉中加热,但不应在气体火焰炉或重油炉中加热。钛合金件表面的氧化层必须清除,其清除方法包括酸洗、化学铣切、喷砂或机加工等。钛合金的精加工件表面的氧化层去除后,还应根据规定清除一定厚度的基体金属,其具体参数见表2。
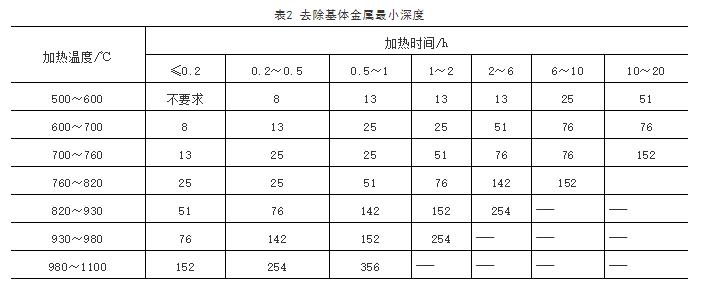
注:在进行多道次加热时,可在最后一道加热后消除氧化层,加热时间以各次相加计算。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741