
锅炉水冷壁管高温腐蚀的原因及有效解决办法
2020-02-14 11:04:21
作者:本网整理 来源:工业锅炉技术
分享至:


锅炉水冷壁管高温腐蚀和磨损一直是电力系统普遍存在的严重问题,它的直接危害主要表现在以下两个方面:
1)使管壁减薄,据统计一般每年减薄量约为lmm左右,严重的可达5-6mrn/a,形成安全运行的严重隐患,增加了电厂的临时性检修和大修工作量,给电厂造成很大的经济损失。
2)发生水冷壁突发性爆管事故,造成紧急停炉抢修,不仅打乱了电厂的正常发电秩序,减少发电产值,而且增加了工人劳动强度和额外的检修费用,直接影响企业效益,同时也干扰了地区电网的正常调度,影响当地工农业生产,由此也造成了很大的社会影响。
水冷壁管高温腐蚀和磨损的机理
水冷壁管高温腐蚀和磨损的机理是很复杂的,简言之,与下列因素有关:
①炉膛火焰温度;
②燃煤的含硫量;
③烟气与灰分颗的冲蚀。
锅炉运行过程中,炉温可高达1600℃以上,
由于燃烧煤中硫及其他有害杂质的存在,水冷壁普遍遭受高温腐蚀。参与高温腐蚀的危害物有燃烧过程中产生的SO、SO、H,S、HC1、碱金属盐及钒盐类,是多种化学物在各种温度下共同对管壁进行的复杂的动态腐蚀过程。其中,硫化物是锅炉高温腐蚀的主要因素,一是烟气中的硫化氢与管壁金属作用产生的腐蚀,含硫物在金属高温下产生单原子硫,硫与管道中的铁反应生成硫化铁(Fe+S—FeS);二是由不可燃硫在高温作用下生成硫酸盐混入灰分熔敷于管壁表面,但不再具有水冷壁管所要求的各种良好的高温机械性能,实际上导致水冷壁管有用壁厚的减薄,从而其有效承载能力不断下降,由此形成腐蚀。另外,高温烟气裹着可以大于8m/s的速度冲击管壁,烟气的腐蚀和灰分颗粒的冲刷在金属表面交替进行,造成管壁减薄。
防止水冷壁高温腐蚀和磨损的途径
分析清楚了水冷壁高温腐蚀的产生原因,就可采用有效的方法来进行防止,常用方法可以分为两类,即非表面防护方法和表面防护方法。
非表面防护法的共同之处在于,一定程度上可以减轻水冷壁的腐蚀,但并不能真正做到防止其腐蚀。而且有些方法在实际运行中会因为各种原因而不能有效的实施,甚至个别方法还存在争议,如炉衬防护,不但影响燃烧室吸热能力,还会使腐蚀复杂化,故有必要寻求其他效果更好的表面防护方法。
对受腐蚀构件表面覆盖耐腐蚀的隔离层,是最直接有效的防腐措施,属于高温腐蚀的表面防护方法,主要有:
1)涂刷法:涂刷的涂层塑性、热膨胀性等不能适应锅炉内环境及脱硫装置,使用中易产生脱层,难于实际应用。
2)电镀、热渗镀:镀层的覆盖性及结合度较好,但受工件尺寸限制,镀件在现场拼焊中镀层也会出现薄弱环节,降低使用性能,无法对已有设施进行再次防腐。
3)热喷涂:适合现场操作,涂层材料选择范围宽,组合方式多,能提供多种性能涂层,对已有设施的未防护部分进行追加防护,已防护部分进行再次防护。
超音速电弧喷涂技术利用了流体力学中的“拉瓦尔原理”,使喷涂时的粒子速度真正超过了音速。通过对该技术的引进,特别是针对喷涂设备笨重、庞大、不利于现场施工的缺点,进行大胆的设备结构改造和功能完善,达到的突出特点是现场实用性强、喷涂性能好、涂层质量显著提高。与普通电弧喷涂和火焰喷涂比较,其技术指标有如下区别:
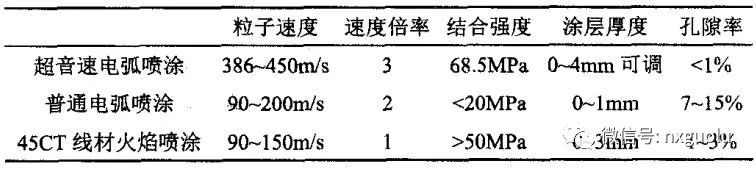
由于超音速电弧喷涂技术的先进性——离子喷射速度快(比普通电弧喷涂快4倍),其技术性能比普通电弧喷涂有本质的提高,改善了涂层的孔隙率、颗粒度、结合强度等性能,增加了涂层厚度调节范围及可利用的涂层材料选择范围,可以大大拓展电弧喷涂的应用范围。
结论
水冷壁管的可靠性,直接关系到电厂机组是否能安全有效运行,但锅炉运行中会不可避免地对水冷壁管造成腐蚀、冲蚀(磨损),使其有效承载能力下降、安全性降低。超音速电弧喷涂涂层能对水冷壁管表面实施有效保护,使其外表面基本不受损伤,可大量节省材料更换费用及维修费,减少或避免非计划停炉,降低运行成本,直接经济效益和间接经济效益都很高,有极大的开发利用价值。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741