
金属材料应力腐蚀分析及预防措施
2019-06-12 09:47:11
作者:本网整理 来源:设备管理与防腐
分享至:


金属材料应力腐蚀主要是金属材料在特有的合金材料环境下,由于受到应力(一般或主要是拉伸应力,现在发现压缩应力状况也存在) 或者特定的腐蚀性介质影响,产生的一种滞后开裂或滞后断裂的腐蚀性破坏现象。一般是由于金属或者合金材料失去原有的电子作用后,使金属以及合金材料整体强度降低,受到应力作用,可在远低于材料屈服强度的情况下,产生无形变预兆的现象,其腐蚀发生的温度一般在40℃~300℃左右。也被称之为低应力脆断或者应力腐蚀。这种现象在石油化工设备腐蚀破坏中占有较高的比例。化工设备多是金属及其合金的金属制品。高温或高压工况、多介质也是化工设备的一种常态。另外,化工设备也易在制造、施工、安装及使用过程中存在应力状况。应力腐蚀是应力和腐蚀的共同作用下产生的。简而言之,应力腐蚀是指某设备或某物品在某种腐蚀环境下不单单遭到了周围环境的腐蚀,还要因为自身存在应力使得腐蚀速度加快的一种现象。
1 应力腐蚀的特点
01应力腐蚀造成的破坏是脆性断裂,没有明显的塑性变形。即应力腐蚀有时称之为低应力脆断。即使是塑韧性非常好的材料,其应力腐蚀断裂的宏观形貌也是完全脆性的。
02只有在特定的合金成分与特定的介质环境下组合时才会造成应力腐蚀。后续本文将按材料类别作详细介绍。
03造成应力腐蚀破坏的是静应力,其应力值可远低于材料的屈服强度,而且一般是拉应力(近年来,也发现在不锈钢材料中压应力也会引起)。此处的应力可以是外应力或外加应力,也可以是制造过程的焊接、冷加工或热处理产生的残余应力。对于由于冷加工过程造成的残余应力,若经过应力处理,这种事故就可以避免。
04应力腐蚀破坏处的断口,断口较为粗糙,其颜色灰暗或黑色,但深裂纹的裂夹区颜色可能很浅,不易为肉眼辨认,表面常伴有腐蚀产物析出,而若是疲劳断口的表面,其新鲜断口常常有光泽,且较光滑。
05应力腐蚀的裂纹扩展速度一般在1 ×(10-9~10-6 )m/s,跟疲劳断裂有点像,是缓慢渐进的,其远大于没有应力时的腐蚀速度,又远小于单纯力学因素引起的断裂速度。这种由亚临界扩展状况一直达到某一临界值,使剩余下的断面不能承受外载时,就突然发生断裂。而且裂纹部位存在孕育区、扩展区和瞬断区三部分。
06应力腐蚀的裂纹多从表面腐蚀坑底部或点腐蚀小孔开始,而裂纹的传播途径垂直于拉应力方向。
07应力腐蚀的主裂纹扩展时常有分枝。但也不要绝对认为应力腐蚀裂纹总是分枝的。
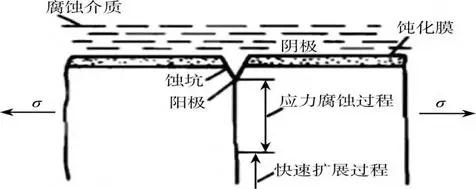
应力腐蚀断裂机理图
2可产生应力腐蚀的常见环境
对于奥低体不锈钢来说,常见可产生应力腐蚀破坏的介质有:氯化物水溶液、连多硫酸、碱溶液、高温高压含氧高纯水、熔融氯化物、中性氯化物溶液、海水 。
对于镍及镍合金来说,常见可产生应力腐蚀破坏的介质有:熔融氢氧化物、热浓氢氧化物溶液、HF蒸汽和溶液。
对于碳钢和低合金钢来说,常见可产生应力腐蚀破坏的介质有:NaOH 溶液、含硫化氢(H2S)和盐酸(HCl)溶液、液氨、沸腾硝酸盐溶液、碳酸盐、磷酸盐、海水、海洋性和工业性气氛。
对于高强钢来说,常见可产生应力腐蚀破坏的介质有:各种水介质、含痕量水的有机溶剂、氰化氢(HCN)溶液。
对于钛和钛合金来说,常见可产生应力腐蚀破坏的介质有:发烟硝酸、甲醇(蒸汽)、NaCl 溶液(>290℃)、硫酸(H2SO4)溶液、(6%~7%) 盐酸、盐酸(HCl) 溶液(10%,35℃)、湿氯气((288℃,346℃,427℃)、300℃以上的氯化物、N2O4、三氯乙烯、CCl 4、氟利昂。
3 应力腐蚀的机理及要素
应力腐蚀机理发生可以简单地归结为四个过程:滑移、膜破、阳极溶解、再钝化。“钝化膜理论”表明在应力或活性离子的作用下腐蚀破坏时,首先表现为钝化膜的破坏。破坏部分成为阳极;裂纹尖端应力集中降低阳极电位,加速阳极溶解。在应力作用下表面钝化膜破坏是由于临近裂纹尖端处容易产生局部塑性变形而形成滑移台阶所致。“阳极溶解理论”认为阳极金属的不断溶解导致应力腐蚀SCC裂纹的形核和扩展,造成合金结构的断裂。在应力和腐蚀介质的联合作用下,金属表面的缺陷处形成微蚀孔或裂纹源。微蚀孔和裂纹源的通道非常窄小,孔隙内外溶液不容易对流和扩散,形成所谓“闭塞区”。在闭塞区,氧迅速耗尽,得不到补充,最后只能进行阳极反应。闭塞区缝内金属离子水解产生H+离子,使pH值下降,为了维持电中性,缝外的 Cl-阴离子可移至缝内,形成腐蚀性极强的盐酸,使缝内腐蚀以自催化方式加速进行 。
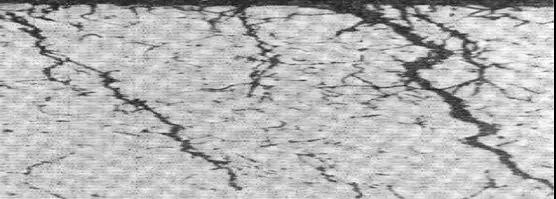
应力腐蚀断裂机理图
影响应力腐蚀开裂的因素可以大致分为应力因素、环境因素和冶金因素(材料因素),三者缺一不可。
4应力腐蚀的预防措施
预防应力腐蚀的措施有:合理选择金属材料;优化结构设计,采用合理的热处理,减少或消除设备材料中的残余应力;加入缓蚀剂,改变设备所处的环境;采用电化学保护,使金属远离电化学腐蚀区域等。
01合理选择金属材料
根据设备材料所承受的应力和接触的化学介质,选用耐应力腐蚀的金属材料。如在高浓度氯化物介质环境中,采用不含镍、铜或仅含微量镍、铜的低碳高铬铁素体不锈钢,或含硅较高的铬镍不锈钢,也可选用镍基和铁镍基耐蚀合金。又如在氨环境中,铜对氨的应力腐蚀敏感性高,选用材料时尽量避免使用铜合金。合理选材,避免容易产生应力腐蚀开裂的材料与环境组合。
02优化结构设计
采用合理的热处理,减少或消除设备材料中的残余应力在设备设计时优化设备结构,也可采用降低设备材料设计应力水平;在设备制造时,采取措施消除或降低加工和焊接的残余应力、也可采用表面处理的方法(喷丸、表面热处理等方法)使表面产生残余压应力减缓。也可以利用水压试验、温差拉伸和振动来进行应力排除或消除。
03加入缓蚀剂,改变设备所处的环境
通过减少或消除应力腐蚀开裂的有害离子是一种较为有效的方法。如通过水净化处理,降低冷却水与蒸汽中的氯离子含量,对降低奥氏体不锈钢的氯脆十分有效。另外也可以在设备介质中添加缓蚀剂。如在液氨中添加大于或等于0.2%的水作缓蚀剂,也可作为防止应力腐蚀裂纹的辅助措施。
04采用电化学保护
因为金属在化学介质中只有在一定的电极电位范围内才会产生应力腐蚀现象,因此采用外加电位的方法,使金属在化学介质中的电位远离应力腐蚀敏感电位区域,也是一种防止措施。一般采用阴极保护法。但此方法不适用于高强度钢和其它氢脆敏感材料。
05其它
另外,也可以要求设备制造完成后,设备内表面要求光洁、清除焊渣或焊瘤,以免点蚀创造应力腐蚀条件。文明施工,在设备组装过种中,操作人员应依照规定的工艺流程进行操作,不留人为的应力残留,不暴力装卸或组装。严格按照焊接工艺进行焊接操作。对相关设备进行定时检查,定时对设备外观进行全面检查,发现问题后要第一时间进行上报。设备检修工作中要文明施工,采用正确的方式将拆解的设备严格按图纸进行组装,并认真检查组装工作质量。
5 结语
设计环节设计人员应充分考虑应力腐蚀问题,后期环节接触设备人员要足够的意识和责任心去面对,对涉及应力腐蚀的化工设备要有针对性。
应力腐蚀的发生需要一定的时间,注意各环节对化工设备的重视。对于可能出现应力腐蚀开裂的设备,需要从设计、制造、施工和安装、使用等过程入手,减少残余应力和附加应力的存在,这样也能减少或避免应力腐蚀的产生。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:韩鑫
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763