
用了这些技术,推重比15-20的先进发动机指日可待!
2016-07-19 12:33:22
作者:本网整理 来源:航空制造网
分享至:


在大家心目中,谁是动物界的大力士?有人会说老虎、大象、牛,因为它们的战斗力确实爆表;而小编的答案确是蚂蚁。

图 1 四两拨千斤的蚂蚁
虽然蚂蚁是动物界的小动物,但如果称一下蚂蚁的体重和它所搬运物体的重量,就会觉得十分惊讶:它所举起的重量,竟然超过自身体重的100倍!从这个层面上来说,蚂蚁是大力士就合情合理了。
在航空发动机领域,小小的发动机要托起整架飞机的大重量,也是一个四两拨千斤的例子。而衡量这个能力的指标之一就是发动机推重比,自然而然高推重比发动机成为研究热点。那么设计和制造它又有哪些关键技术呢?
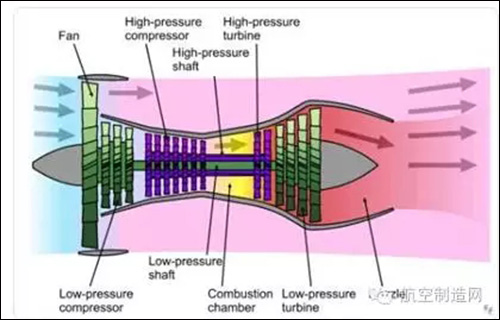
图 2 航空发动机
1.基本概念
发动机推重比是指在标准大气和静止的条件下,飞机发动机在最大工作状态时所产生的推力与其结构重量的比值。它是衡量发动机性能的一个重要指标,也是衡量发动机设计、材料和加工工艺水平的综合性能指标。推重比对飞机的飞行性能和有效载荷等都有直接影响。
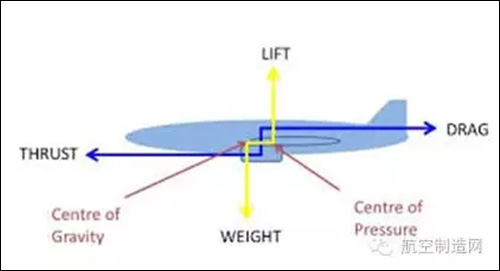
图 3 飞机推重比示意图
现代涡轮喷气发动机的推重比约为3.5~4.5,加力涡轮喷气发动机约为5~7,加力涡轮风扇发动机可达8以上,高性能的加力式涡轮风扇发动机的推重比可达12~15,用于垂直起落的升力发动机则高达16以上。
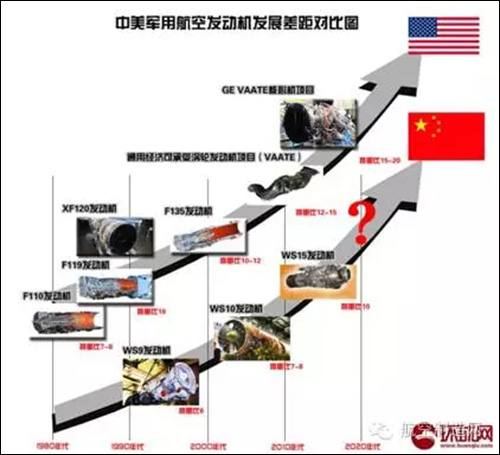
图 4 中美航空发动机推重比对比
2.设计技术
1)风扇和压气机设计技术
在发动机风扇和压气机设计上,在保持高效率和足够失速裕度的同时,要尽量实现用更少的级数达到更高的压比。转子叶片采用低展弦比设计,以达到更好的耐用性、更低的成本、更好的抗失速能力和更少的零件数;带掠型的风扇叶片设计,能削弱叶片通道中的激波强度,综合考虑叶片的参数选择和整体性能设计,还能让掠型提高整个叶片的效率。

图 5 带掠型发动机叶片
2)燃烧室设计技术
提高涡轮前温度是先进发动机发展的必然趋势,采用多级旋流和气动雾化技术,以满足燃烧性能要求和扩大燃烧稳定工作范围;火焰筒头部分级、分区供油,并组织燃烧,可保证燃烧室在高油气比范围内可靠工作。
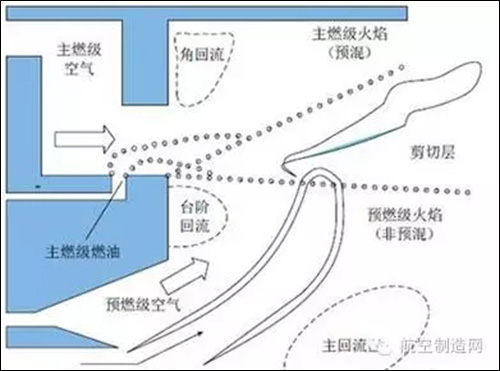
图 6 多级旋流提高燃烧效率

图 7 燃烧室中火焰筒示意图
3)涡轮设计技术
采用超跨声速、高负荷、低稠度、无导叶和大转折角对转涡轮,可使发动机性能得到大幅提高,同时质量得到明显减轻。具体表现为降低涡轮部件质量、简化涡轮结构、材料利用更加充分、部件寿命更长,同时缩短了发动机轴向长度;另外如果同时采用先进的传热冷却技术,可以允许进一步提高涡轮前温度,从而提高发动机推重比;高低压涡轮转子对转,抵消了由于单向旋转产生的陀螺力矩;减少了内流通道中可能引发气动阻力的零件,充分利用流过叶片的气体环量,增大叶片升力,获得更高效率。
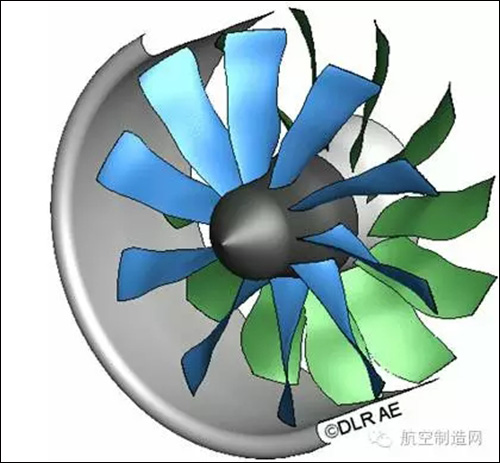
图 8 对转涡轮发动机示意图
4)尾喷管设计技术
为了适应高推重比发动机的使用,未来的行空发动机将采用由碳-碳轻质材料加工的360°全方位偏转矢量喷管。近年来,国外众多研究机构提出了利用流体注入来实现推力矢量的方法,即流体推力矢量(Fluid Thrust Vectoring, FTV)概念。其控制原理是利用二次流对主流的干扰形成需要的推力矢量。与机械式相比,流体推力矢量喷管结构简单、质量轻、成本低、反应快、受力合理以及适应范围宽广。

图 9 航空发动机尾喷管
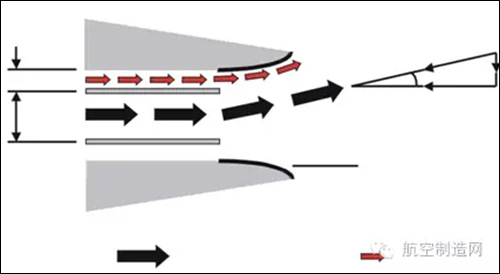
图 10 流体推力矢量原理图
3.关键制造技术
为了提高发动机的推力和推重比,必须减轻发动机结构重量,提高发动机的结构效率和燃气温度。为此,除了改进发动机设计方法外,还必须发展先进制造技术,保证发动机的生产和加工满足要求。
1)宽弦风扇叶片制造技术
例如F119和EJ200等发动机均采用宽弦风扇叶片。F119的3级风扇叶片均为宽弦叶片,宽弦无凸台风扇叶片可有两种选择方案,即钛合金风扇叶片和复合材料风扇叶片。F119用钛合金毛坯经切削加工成两半叶片,用真空扩散焊接成一个整体空心平板叶身,然后在真空炉内通过蠕变、弯扭初步成形,最后经超塑成形至最终叶型。
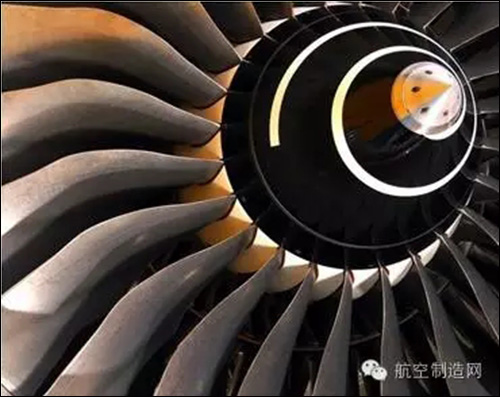
图 11 遄达900后掠式宽弦风扇叶片

图 12 宽弦风扇叶片剖切照片
2)整体叶盘制造技术
推重比10发动机的压气机和涡轮采用整体叶盘结构,如F119和EJ200的风扇与压气机为钛合金整体叶盘结构,涡轮采用高温合金整体叶盘结构。有的F119压气机转子也采用Alloy-C阻燃钛合金整体叶盘,Alloy-C型钛合金不但具有良好的阻燃性能,而且具有良好的高温变形、冷轧、延展、焊接和铸造性能。

图 13 整体叶盘结构
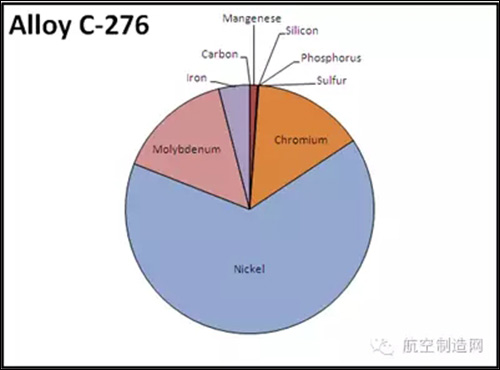
图 14 Alloy-C合金组分
3)复合层板冷却结构制造技术
多孔复合层板冷却结构是高推重比发动机采用的先进冷却结构,多用于燃烧室和涡轮叶片。它是将带有复杂冷却回路的Lamilloy多孔层板用扩散连接方法成形的冷却结构。多孔复合层板冷却结构的关键制造技术是复杂冷却回路的计算机辅助设计和绘制、“照相-腐蚀”或“照相-电解”工艺,也可以用激光和电子束等特种工艺加工。
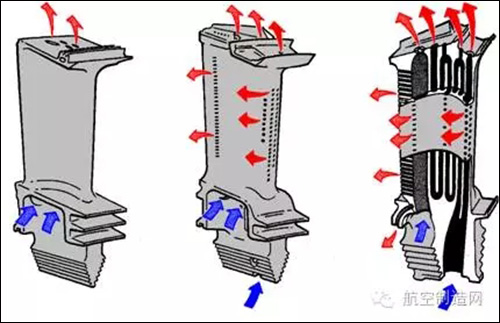
图 15 发动机叶片多空冷却结构

图 16 发动机燃烧室多孔冷却结构
4)浮壁式火焰筒制造技术
推重比10一级发动机涡轮前温度达到1500-1700℃。F119采用的浮壁式火焰筒结构是用多环段连接而成。环段背向火焰一面对流散热的凸环,并有缝隙形成冷却隔热气膜,隔热环是由浮动片组成,并用螺栓连接在外环段上。浮动片用精密铸造技术制成,而冷却隔热环局部喷涂热障涂层,以降低部件表面温度。

图 17 浮壁式火焰筒发动机

图 18 F119发动机
5)定向凝固和单晶精铸
定向凝固和单晶精铸技术已经成为推重比10以上高性能发动机的关键制造技术之一。目前使用中的单晶叶片是第二代空心无余量单晶叶片,即采用定向凝固经时效处理加防护涂层的对开式空心超单晶叶片。国外主要发动机公司均已建立定向凝固和单晶涡轮叶片精铸生产线,其叶片单面余量已稳定在0.05-1mm,涡轮叶片合格率可达70%以上,导向叶片达90%以上。
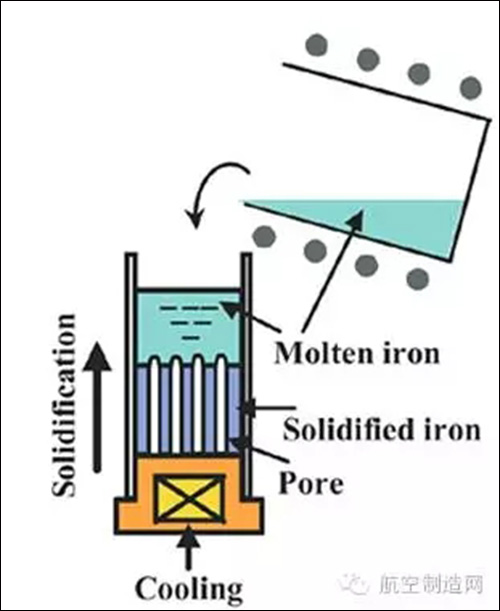
图 19 定向凝固技术原理图
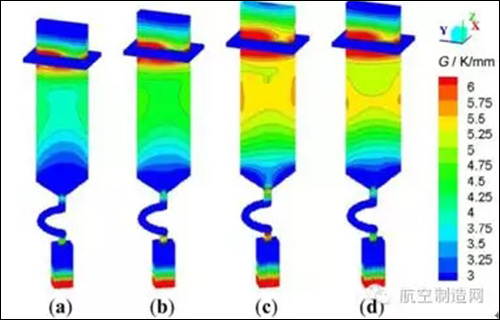
图 20 单晶叶片生长过程数值模拟
6)热障涂层技术
高推重比发动机结构大量采用以热障涂层技术为代表的先进涂层技术。热端部件采用热障涂层以提高结构强度,其中有陶瓷涂层和多层隔热层。涡轮工作叶片和导向器的隔热涂层采用低压等离子喷涂涂敷,也可以采用电子束物理气相沉积涂敷。发动机冷端部件均采用封严涂层、耐磨和防腐蚀涂层。涂敷方法多采用等离子喷涂、火焰喷涂、爆炸喷涂、超音速火焰喷涂和真空等离子喷涂等。

图 21 发动机热端的热障涂层
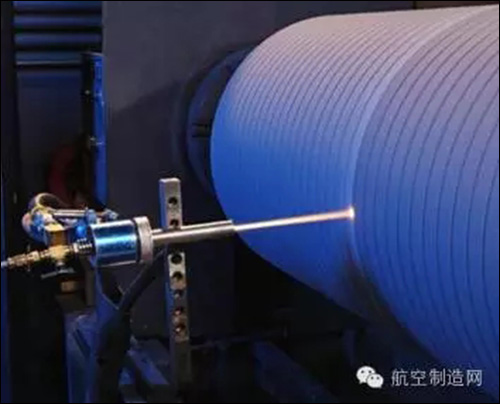
图 22 精密热喷涂技术
更多关于材料方面、材料腐蚀控制、材料科普等等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:王元
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475