
太钢不锈钢冷轧全连续生产工艺及装备
2019-06-21 10:09:59
作者:李建民 武志平 来源:世界金属导报
分享至:


1概述
不锈钢冷轧带钢在不锈钢领域占有十分重要的地位,约70%的不锈钢转化成了冷轧带钢,成为市场消费的主要产品形式。不锈钢冷轧带钢具有强度高、加工硬化快、品种规格多等特点,而且表面质量要求极其苛刻,其工艺复杂,生产难度大。国际上普遍采用单机架多辊可逆轧机(或连轧机组)、退火酸洗机组、精整机组等多工序组合生产。其特点是工序分散、物流迟滞、生产周期长、效率低、成本高。
近年来,随着原材料价格不断上涨,资源、能源的短缺,环境保护的压力,加之产品结构的升级,高端产品市场供给能力不足等,不锈钢冷轧带钢突出显示效率低、质量稳定性差、成本高、利润空间狭小等问题。开发不锈钢冷轧带钢制造新工艺、新技术、新装备成为行业提升质量、提高效率、降低成本的迫切愿望。
太钢在国家专项资金支持下,历时七年,对不锈钢冷轧带钢流程进行大胆革新,创造性地把各个独立的不锈钢冷轧生产单元有机集成在一条生产线上,解决了多工序工艺匹配优化设计、铁素体等特殊品种高质量生产、全线高效精准运行及智能控制等一系列难题,实现了不锈钢冷轧带钢全连续生产线技术集成与创新。该工程设计工艺先进,布置紧凑,物流高效,装备国产化率高,成本低,质量优。项目获得2016年度全国冶金行业优秀工程设计一等奖,2016-2017年度国家优质工程奖。
太钢不锈钢全连续冷连轧生产线共设计有两条机组,包括铬钢(400系列)专用生产线一条和镍钢(300系列)专用生产线一条,产能共计100万吨/年。产品填补多项国内空白,替代进口。产品覆盖300和400系不锈钢30多个品种,覆盖大部分铁素体和奥氏体不锈钢,包括430、409、410、429、439、441、443、304、316、301等。产品已广泛应用于国防、建筑、家电、汽车、航天、铁路等各领域,为不锈钢民族工业发展作出了贡献。产品的表面质量均匀一致,性能、尺寸精度、板形等质量指标达到国际领先水平。2018年相关技术获得“冶金科学技术奖”一等奖。
该生产线将“五机架连轧机、退火、酸洗、平整、拉矫、纵切”等单一的生产机组有机地集成在一条线上,建成了不锈钢冷轧带钢“六位一体”的全连续生产线,为世界首创。经过一次上卷和一次卸卷即可产出成品,减少了生产过程环节,简化了流程,提高生产效率,降低工艺介质消耗。该生产线由于工序高度集成化,设备运行极其复杂,技术要求高,控制难度大,代表了当今世界不锈钢生产的最高技术水平。2017年入选工业和信息化部“智能制造试点示范项目”。
该生产线投资低、占地面积小、低耗节能、绿色环保。与传统单工序生产相比,投资减少18%、占地减少65%、岗位减少50%、效率提高40%、成材率提高4%、能耗降低7%、成本降低21%、制造周期由2-3天缩短到4h。
该生产线拥有多项自主知识产权,授权专利48件,其中发明专利26件,企业专有技术49件。经专家评价,总体技术达国际领先水平。
太钢不锈钢冷轧带钢全连续生产线对不锈钢冷轧带钢生产方式具有巨大推动作用,为高质量、高效率、低成本的不锈钢冷板制造提供了新模式。作为山西省“十二五”规划重点项目,有效地促进了我国不锈钢结构升级和绿色转型发展,成为世界不锈钢冷轧生产技术的标杆,对不锈钢冷轧规模化发展有引领和示范作用。
2主要工艺及装备
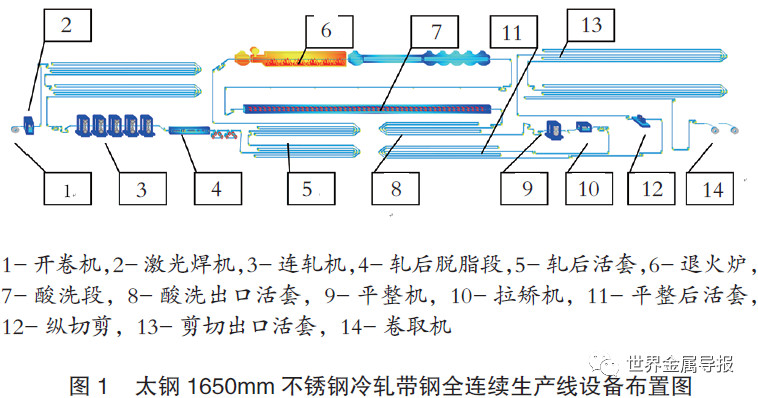
全连续生产线主要装备包括开卷机、激光焊机、入口活套、五机架连轧机、轧机出口活套、退火炉、酸洗段、酸洗出口活套、平整机、拉矫机、平整出口活套、切边剪、剪切出口活套、卷取机。设备总长750m,全线带钢最大长度7900m。机组下卷产品可直接包装交库。设计宽度1000-1650mm,设计厚度0.5-3.0mm最大卷重40t。其设备布置如图1所示。
2.1激光焊机
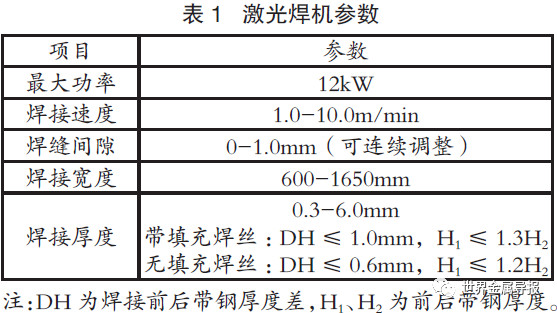
激光焊机具有焊接精度高、生产效率高、自动化程度高等优点,采用高纯CO2作为激光发射介质,从工作侧到驱动侧焊接,可选择填丝焊接和无填丝焊接,主要焊机参数如表1所示。
激光焊机焊缝可保证生产的铁素体不锈钢和奥氏体不锈钢可连续承受五机架最大83%变形量、最大1000kN张力和在最小弯曲半径16mm连续206次正反弯曲等苛刻条件而不断带。
激光焊接后有在线退火,能够使焊缝的晶相组织得到较好的回复,保证焊缝的强度和韧性。配置了在线焊缝检测系统,能够对焊缝高度、平坦度等进行在线检测,有问题的进行报警,方便操作人员进行焊缝质量的精确判断。同时配置了杯突试验机和弯曲试验机,能够对焊缝进行破坏性的检测,对判断焊缝质量的好坏提供依据。
2.2连轧机
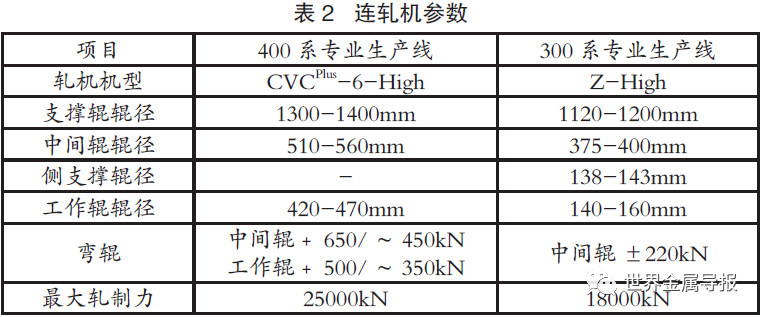
针对铁素体不锈钢和奥氏体不锈钢轧制变形抗力和加工硬化差异,两条专业化生产线采用了不同的轧机配置的五机架连轧机,如表2所示
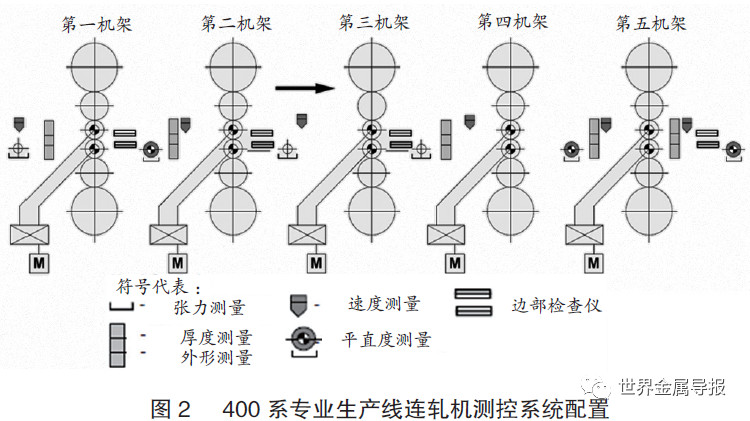
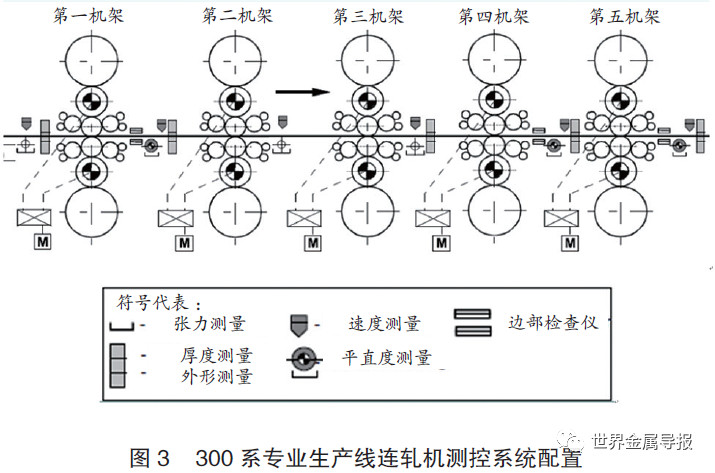
五机架连轧机可实现最大变形量83%,配有智能化的测量与控制系统,测厚仪、测速仪、测宽仪、张力计、板形仪等,可实现厚度和板形等重要参数动态高精度控制,厚度精度达到±0.01mm,板形精度达到±8I。400系专业生产线测控系统配置如图2所示,300系专业生产线测控系统配置如图3所示。焊缝通过轧机有全轧模式、半轧模式、不轧模式三种,可满足不同生产需要。
根据两条专用线轧机机型差异,轧制润滑与冷却自主开发了两种不同的轧制润滑液,实现轧制过程稳定和带钢表面质量良好。润滑液循环系统分A、B两个系统,1-3#机架由A系统供液,4-5#机架由B系统供液。每个循环系统配有磁过滤、平床过滤器及加热冷却系统,循环油箱一备一用。
连轧机后配有事故剪和焊机,以供轧制发生断带事故时应急处置,事故处理时间大大缩短,作业率得到有效提高。
事故焊机后配有轧后脱脂清洗机,主要包括脱脂段、刷洗段、最终清洗段和烘干段。脱脂段用来清洗轧机轧制后带钢表面的油脂,为后续工艺段处理做准备。轧机脱脂设备采用统一的电气自动化系统进行控制,通过自动化系统控制实现了传动、工艺功能和仪表相关的过程控制、工艺参数控制和过程监视。操作工通过HMI输入的数据,过程信息、机组状态和各种测量值以符号和图表的形式在HMI画面上显示。主要过程参数,即温度,压力、流量、液位等在控制室中显示出来,而重要的操作参数都自动由PLC系统自动控制。带钢在脱脂段的最大运行速度达370m/min,经过脱脂处理后的带钢表面残油量维持在0.25mg/m2以下,均达到国内外领先水平。
2.3退火炉
退火炉根据大型化的特点,采用退火炉分段,设置两段预热段,既可节约能耗,也可避免炉体过长带来的擦划伤弊端。退火炉采用世界先进的二级加热模式,有效地提高了带钢在退火过程中的稳定性,对不锈钢的性能提升起到至关重要的作用,同时此退火炉的炉体采用整体砌筑模式,大大地提高了炉体自身的蓄热能力,使天然气的热利用效率提高了1%,为节约能源创造了条件。
退火炉采用连续水平式退火炉,主要由预热段、加热段和冷却段组成,全长303m。预热段和加热段采用分割式,包括两个加热段和两个预热段,每个加热段前有一个预热段。加热段共分18个加热区,每个加热区有14个或16个加热烧嘴。采用天然气作为燃料,空气作为助燃气体,辐射加热带钢。冷却段分为空气冷缺段和雾冷段,空气冷缺段分12个区,雾冷段分2个区。退火炉主要参数如表3所示。
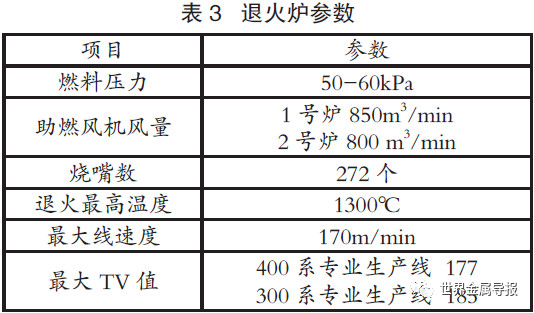
根据加热曲线设计,272个烧嘴加热能力设计范围为0.371-1.62GJ/h。退火炉配有54个热电偶、6个高温辐射计对炉内气氛温度和带钢温度进行监测和控制。为保证炉内气氛稳定和热量利用,炉压采用5-20Pa微正压控制。
为防止带钢在炉内跑偏和划伤,张力不宜过小,但张力过大会造成带钢拉窄,甚至断带。由于退火炉较长,张力控制难度较大,退火炉内配有三处纠偏装置,并自主开发并采用了独特的弹跳辊设计,可实现炉内张力高精度稳定控制。
2.4酸洗
酸洗采用世界先进的电解中性盐+浅槽紊流酸洗模式,比传统不锈钢表面钝化效率提高70%,同时降低介质消耗,不仅节约了成本,而且也减少了废弃物的排放,减少对环境的污染。
酸洗采用电解酸洗和化学酸洗相结合的方式,根据不同钢种可对酸洗介质进行选择。电解酸洗包括中性盐电解酸洗和酸电解酸洗,中性盐采用硫酸钠,酸电解采用硝酸,化学酸洗采用硝酸和氢氟酸混合酸。酸洗参数如表4所示。
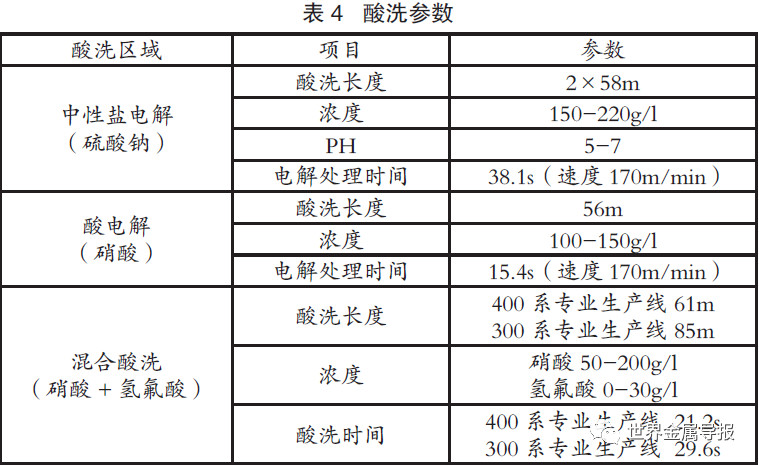
采用浅槽紊流酸洗方式,最大酸洗速度170m/min。在中性盐电解酸洗、酸电解酸洗和混合酸洗后分别配有刷洗机,可避免各部分酸洗介质相互污染,保证了介质稳定性。在混合酸洗刷洗机之后配有最终清洗和烘干机,保证了带钢除鳞后表面清洁。
2.5在线平整机和拉矫机
设置在线平整机和在线拉矫机,其主要作用通过压力、张力的作用以达到改善不锈带钢表面的光亮度和提高其使用性能的目的。在线同时集成平整机和拉矫机,可以满足不锈钢不同表面等级的精整要求,同时可大幅度减少离线平整拉矫造成的成材率损失和工序成本,且有效降低了投资。
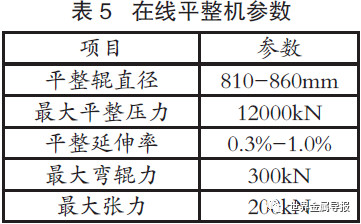
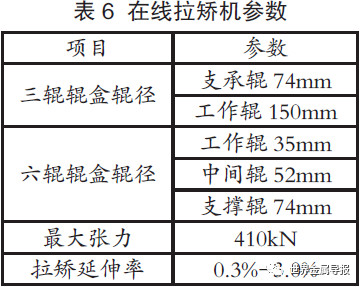
在线平整机和拉矫机串联配置,可实现2B、2D两种表面产品消除屈服平台,提升板形精度的个性化需求。平整采用两辊干式平整机,其主要参数如表5所示。拉矫机为一拉两矫式,共3对辊盒,上辊盒可以活动,下辊盒固定,分为三辊辊盒和六辊辊盒。六辊辊盒包括1根工作辊,2根中间辊和3根支撑辊。三辊辊盒包括1工作辊和2个支撑辊。其中1号辊盒为六辊,2、3号为三辊。
2.6在线纵切剪采用了快速剪刃更换技术、高精度焊缝跟踪技术、入口高精度纠偏控制技术、废边特殊导槽入导向设计技术、无张力废边卷取缓冲技术等,创造性地实现了在大规模生产线上集成在线切边功能。
在线切边采用世界上先进的双头360°快速旋转模式,同时对不锈钢在切边过程中容易产生下勾的问题增加螺旋修磨技术,对于连轧机出现部分区域厚度变化的特点采用切边间隙自动调节等控制专利技术,有效地提高了切边利用效率。在线纵切剪克服了在线高速连续生产时焊缝精准定位识别、剪刃快速更换、带钢中心对准精度等难题,实现切边宽度精度控制在±0.5mm以内。采用双头旋转刀头,实现快速在线换刀,设计了专用的连续废边快速处置系统,保证了带钢切边高效连续稳定运行。
3关键技术与创新以“五机架连轧机+退火线+酸洗线+平整机+拉矫+纵切”为核心的“六位一体”的全连续不锈钢冷轧带钢生产线,涉及工艺、装备、产品、控制等多个技术领域,对全流程的衔接和匹配技术,装备的功能和精度控制,全线的高效稳定运行,一体化的产品质量和生产管理等提出了更高的要求。太钢冷连轧技术团队通过开发一系列的关键技术与创新,成功地实现了全连续生产线的稳定高效运行和产品质量的持续提升。
3.1开发出多活套高精度双保护缓冲控制、炉区弹跳辊高精度张力控制、在线快速定宽切边等关键技术,实现了“连轧+退火+酸洗+平整+拉矫+纵切”六位一体全连续生产线技术集成创新。
该系列关键技术为全线的整体稳定连续高效运行创造了条件。
活套的主要作用首先是储存足够的带钢,在全线工艺焊接、工艺换辊或工艺换刀时,带钢仍能连续运行;其次是张力缓冲,由于不同工艺设备之间靠活套柔性连接,活套设计应当满足多工序串联集成条件下缓冲张力最优。太钢开发了多活套高精度双保护缓冲控制技术,实时采集现场速度信息及时降低活套张力,实现了高集成度下各工序之间的柔性连接。
切边剪在线高速定宽切边,其难度就大大增加。具体表现为焊缝精准定位识别难、剪刃快速更换难、废边快速处置难、要求带钢中心对准精度高、剪刃间隙需要动态补偿等。为此,开发了圆盘剪在线快速更换、废边在线处理等技术,实现了在线快速定宽切边功能和在线高速切边。业内首次实现将纵切集成在大规模连续生产线上。
对于全长300m的超长退火炉,存在不同品种和规格的工艺过渡,炉区的张力无法固定,传统的生产线依靠手动调整张力以适应这种变化。太钢开发了炉区弹跳辊高精度张力控制,实现了在速度或规格变换时炉内张力的稳定。
3.2开发出厚规格窄热影响区高效激光焊接、基于轧制力与变形量控制模型的品种规格快速切换、超纯铁素体不锈钢快速加热分级冷却等关键技术,实现了300系、400系不锈钢冷轧带钢多规格、高效率、低成本的稳定生产。
该系列关键技术体现在厚规格铁素体钢焊接、不同规格品种过渡段轧制、热处理工艺技术等方面,解决了连续生产条件下焊接、品种规格快速切换、全线稳定通板等难题。
与其他焊接工艺不同的是,焊缝的强度和塑性首先必须满足五机架连轧机83%大变形的要求,其次能够承受全线206次以上的正弯、背弯等反复弯曲(最大弯曲180°)而不至于发生断裂。尤其是厚规格铁素体不锈钢,由于其焊接性能较差,保证焊缝质量尤为重要。开发了厚规格超窄热影响区铁素体钢焊接技术等确保了焊缝的通板能力。
在连续生产线上,不同品种、不同厚度和宽度之间的切换很频繁,其切换时确保焊缝稳定轧制又不损伤轧辊辊面是最基本的要求,通过基于轧制力与变形量控制模型的轧制技术解决了这一难题。对阶梯型焊缝实行优化轧制,实现了多品种规格快速切换的轧制控制模式,使全连续生产线能够满足多品种、多规格、小批量生产。
铁素体不锈钢,尤其是超纯铁素体热处理工艺窗口很窄,对快速加热和冷却速率有极为苛刻的要求,对此开发了超纯铁素体不锈钢快速加热分级冷却技术解决了这一难题。通过控制热处理温度、保温时间和分级冷却速度,提高了产品的延伸率,降低了屈强比,有效地提高产品的加工性能,极大地满足了以汽车排气管为代表的对产品复杂加工的特殊变形要求。
3.3开发出专用弥散型水基轧制润滑液、低氧气氛退火与轻度酸洗等关键技术,表面质量要求高的430(2B)产品粗糙度Ra达到0.04μm,实现了不锈钢高表面质量生产该系列关键技术为专用弥散型轧制润滑液、低氧气氛退火与轻度酸洗等,解决了连续生产条件下提高不锈钢冷轧带钢质量稳定性和一致性,降低表面粗糙度等难题。
质量控制的目标是实现产品的一致性、均匀性和稳定性。由于全连续生产线7900m长,质量控制点1500多个,要达到这样的目标难度非常大。针对产品的表面质量,通过对轧制润滑液的研究,开发了专用弥散型轧制润滑液与轧制润滑技术,极大地减少了带钢表面色差;通过对炉内气氛的控制,开发了低氧气氛退火与轻度酸洗技术,提高了表面的均匀性、一致性;开发了轧辊粗糙度梯度配置技术,实现了430(2B)等产品表面粗糙度Ra达到 0.04μm水平,满足了高端领域用户需求,并在此基础上研发了430系列高档面板等10余种高端产品,得到用户高度评价。
3.4开发出环形网络冗余系统控制技术、大数据智能管理系统、物联网物料规划系统等,实现了生产和质量的稳定控制该系列关键技术属于智能控制技术方面,主要是环形网络冗余技术的开发和应用,它有效地降低了故障频次,非常适用于设备多样化、大型化、控制难度高的全连续生产线。
对于集成度如此高的生产线,首先各个单元必须完成单个设备的基础自动化控制,如顺序控制等,并建立所属的数学模型,如物料跟踪控制模型等。其次,关键模型要具有自适应自学习系统。然后,通过环形网络冗余技术将各个单元有机统一起来,搭建过程控制平台,完成过程跟踪与显示、模型计算与优化、过程数据采集与处理等。
为了将智能化由设备、运行、生产延伸至决策、管理等环节,还设计开发了基于物联网的物料规划系统、基于大数据的智能管理决策系统。保证生产线的平稳高效运行的同时,推动了不锈钢冷轧技术与智能科技协同发展,开拓了全新的“无人化”与“智能化”的管理模式。
4结语
随着国民经济的发展和社会的不断进步,不锈钢冷轧带钢应用愈发广泛,但对产品一致性、应用成本要求也更高。太钢不锈钢冷轧带钢全连续生产线对不锈钢冷轧带钢生产方式具有巨大推动作用,为高质量、高效率、低成本的不锈钢冷板制造提供了新模式,有效地促进了我国不锈钢结构升级和绿色转型发展,成为世界不锈钢冷轧生产技术的标杆,对不锈钢冷轧规模化发展有引领和示范作用。
太钢不锈钢冷轧带钢全连续生产线改变了不锈钢冷轧工序过程中传统的单工序生产方式,将冷轧及其后续的所有工序集成,组成一条全连续的生产线,有效地提高了冷轧过程的生产效率,缩短了生产周期,有效降低了资金占用时间;加快订单交付周期;减少了各工序切损造成的带钢损失,提高成材率4%以上;通过集成节省了以前各工序的上卷与下卷装备,节约设备投资;将各工序集成后,节省了占地面积,提高土地利用率;减少操作人员数量;降低综合能源消耗,有利于改善生态环境,推动企业绿色发展,具有很好的经济效益与社会效益。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763