
钛合金表面微弧氧化涂层在模拟海洋环境下摩擦腐蚀规律研究
2022-03-04 15:32:02
作者:张玉林,庞雅洁,海潮,杜翠薇 来源:装备环境工程
分享至:


近年来,随着国家海洋发展战略计划的推进,我国在南海、东海等地的海洋建设事业蓬勃发展[1]。钛合金作为新一代轻质合金,具有耐蚀性好、力学性能优异、比强度高等一系列优点,进而被广泛应用到航空、 航天、舰船、兵器等诸多军工领域[2-3]。其中以舰载战斗机为代表的现代武器的发展促使钛合金材料得到大量使用,其绝大多数的紧固件、机匣、发动机叶片等需要承受很大应力或需要转动的部件通常采用钛合金材料进行制造[4-6]。然而,在海洋环境下,存放的舰载机由于受到母舰机库容量的限制,往往长期停放在甲板之上,进而长期遭受海洋环境下盐雾、霉菌、干湿交替循环等的侵蚀作用,发生电偶腐蚀以及摩擦腐蚀[7-9]。因此,为了进一步提高钛合金构件耐腐蚀和磨损的性能,通过表面强化技术,在钛合金表面制备一层硬质、耐蚀耐磨的涂层是解决该问题行之有效的方法。
目前,常用的钛合金表面强化技术有热渗镀技术[10]、热喷涂技术[11]、离子渗技术[12]、物理气相沉积(PVD)技术[13]和化学气相沉积(CVD)等[14]。Yazdi 等[15]采用热氧化处理法在钛合金表面制备了一层具有非晶态结构的 TiO2层,具有良好的耐磨性能。姬寿长等[16]利用火焰喷涂技术,将硬质 WC 粉末沉积到钛合金表面,通过预处理步骤活化钛合金表面,辅以重熔和中温回火等方式,极大地提高了钛合金的硬度和耐磨性。Xu 等[17]采用辉光等离子体渗金属技术,在 TC4 钛合金表面成功制备了 Cr-Mo 涂层。该涂层由沉积层和扩散层组成,维氏硬度高达 1300HV0.025,具有优异的耐磨耐蚀性能。Florent 等[18]采用 LPCVD技术,在钛合金表面沉积了 Ti1ΩxAlxN 硬质涂层,系统研究了铝元素含量对硬质涂层物相组成和抗氧化性的影响。结果表明,当铝含量为 65%(原子数分数)时,该硬质涂层硬度最高,具有最强的抗氧化能力。 微弧氧化技术作为一种新型、绿色的表面处理技术,可在铝镁钛等阀金属表面原位生长一层高硬度、耐磨损、耐腐蚀的涂层,进而可显著改善轻金属的表面性能。然而,目前对 TC17 钛合金表面 MAO 涂层在模拟海洋环境下发生摩擦腐蚀行为规律的研究较少。文中通过配制以硅酸盐为主的微弧氧化电解液,在课题组前期对 TC17 表面微弧氧化处理工艺参数优化的基础上,制备出一层平均厚度约为 15.8 μm 的MAO 涂层,进而研究了 TC17 钛合金基体和 MAO 涂层在模拟海洋腐蚀环境条件下发生腐蚀的行为规律及磨损机理。
1 实验
1.1 材料
本实验使用的 TC17 钛合金名义成分为 Ti-5Al- 4Cr-4Mo-2Sn-2Zr,通过线切割将钛合金切成尺寸为25 mm×25 mm×5 mm 的试样。而后依次使用 180、600、1000 和 2000 目的砂纸打磨钛合金表面,并使用真丝抛光布进行抛光,直至抛出镜面。使用脱脂棉蘸取无水乙醇,擦拭抛光面,并使用热风迅速吹干试样表面。将抛光后的 TC17 基体试样封装进自制的微弧氧化夹具,仅裸露出待微弧氧化处理的表面。带有绝缘包皮的铜导线一端在夹具内部与 TC17 钛合金连通,其另一端连接微弧氧化电解槽的阳极铜棒,电解槽则与微弧氧化电源负极连接。
微弧氧化电解液以硅酸钠为主,其质量浓度为20 g/L,其余成分为 5 g/L 氢氧化钾、2 g/L 六偏磷酸钠、2 g/L 柠檬酸钠、2 g/L 氟化钠。通过自制带有超声、冷却和搅拌装置的微弧氧化电解槽,保持电解液温度在 25 ℃左右、其 pH 值约为 13。微弧氧化电源采用哈尔滨工业大学制造的 WHD-60D 型单极性微弧氧化脉冲电源,电源输出电流为 3 A,工作时间为5 min,占空比为 30%,频率为 500 Hz。
1.2 检测
采用扫描电镜(SEM,SSX-550 型)观察试样表面及截面形貌。采用 X 射线能谱仪(EDS)检测 MAO涂层表面及截面元素分布。采用 X 射线衍射仪(D8 FOCUS)检测试样的物相组成。采用电化学工作站(CS310)测试试样的动电位极化曲线及电化学阻抗谱,工作电极的裸露面积约为 1 cm2,参比电极为Ag/AgCl 电极,辅助电极为铂电极。动电位极化曲线扫描范围为-1~8 V,扫描速度为 1 mV/s。电化学阻抗扫描频率范围为 10–2~105 Hz,激励电位为 10 mV。电化学测试之前,试样先浸泡 10 min,待其开路电位稳定。海洋环境模拟腐蚀液各组分的质量分数分别为:NaCl 2.45%、MgCl 0.50%、Na2SO4 0.39%、CaCl 0.11%,温度为 25 ℃。采用摩擦腐蚀仪(MFT-EC4000)测试试样在模拟海洋环境下的摩擦腐蚀性能,装置如图 1 所示。试样封装在底座之中,仅裸露出试样表面待磨蚀区域浸泡在腐蚀液之中。在 t 为 0~10 min 时,未 施 加 载 荷 , 使 其 开 路 电 位 逐 渐 趋 于 稳 定 ; 在t=10 min 时,施加 5 N 载荷;直至 t=50 min 时,取下载荷,并等待其开路电位逐渐回升;在 t=60 min 时,停止磨蚀实验。其中,摩擦球为 ZrO2,其半径为 6 mm,划痕长度为 5 mm,频率为 2 Hz。
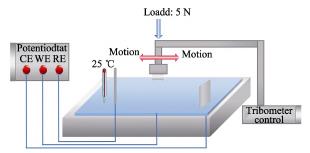
图 1 摩擦腐蚀装置
2 结果与讨论
2.1 金相组织分析
TC17 钛合金基体经过金相腐蚀后的显微形貌照片如图 2 所示。由图 2a 可以看出,TC17 基体的针状 组织是由 β 基体上分布的初生 α 相交织而形成的。此外,从图 2b 中可以看到,尺寸较大的 α 相片层之间的 β 基体上弥散分布着大量的针状次生 α 相。这些细密的针状次生 α 相是 TC17 钛合金经历 β 煅低温时效过程中从亚稳相 β 相中析出的[3-4]。
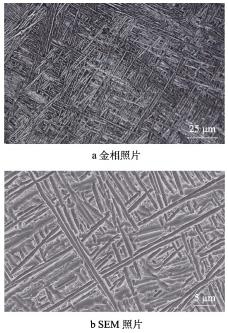
图 2 TC17 钛合金显微组织
2.2 MAO 涂层表面形貌分析
在 TC17 基体表面制备的 MAO 涂层的表面微观形貌及其成分分布如图 3 所示。MAO 涂层表面为典型的“火山口”形状,且其表面分布有大量尺寸不一的微孔以及部分微裂纹。这是由于等离子体放电击穿涂层瞬间,其产生的高温高压环境,使放电通道底部的钛合金基体发生熔融。熔融态金属在高压作用下,由放电通道内部向外喷射,并快速凝固在微孔周围。此
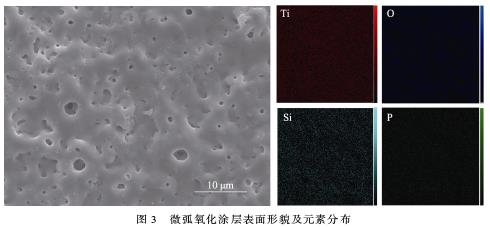
图 3 微弧氧化涂层表面形貌及元素分布
外,放电通道喷射出的熔融态金属在微弧氧化电解液的快速冷却作用下,与其发生复杂的化学反应,生成金属的氧化物,并迅速烧结凝固在基体表面。由于快速凝固过程中,涂层内部内应力来不及释放,便会在涂层表面局部区域形成微裂纹[5,19]。随后,由于熔融态金属由放电通道喷射而出,导致放电通道内部压力骤减,微弧氧化电解液将通过表面微孔被吸进放电通道,并在其内部与部分残留的熔融态金属发生反应,填充了因等离子体击穿放电而在涂层内部产生的缺陷,从而提高了 MAO 涂层的致密性。因此,MAO涂层的生长依赖于从放电通道喷射而出的熔融态金属在电解液冷淬作用下迅速凝固在基体表面的总量,而 MAO 涂层致密性的提高则依赖于放电通道内部残留熔融态金属与吸入放电通道内部的电解液之间反应后所生成的金属氧化物总量。由于等离子击穿放电往往发生在涂层缺陷、薄弱处,随着微弧氧化时间的延长,MAO 涂层的硬度及致密度逐渐增加,这也必然导致涂层再次发生击穿放电的难度增加,涂层厚度增加也变得尤为困难[20]。
从 MAO 涂层表面元素分布图也可以看出,该涂层主要由 Ti、O、Si 和 P 元素组成,其中 Ti 元素来自放电通道喷射出的熔融态金属基体,而后三者元素则是来自于微弧氧化电解液。涂层微孔周围 O 元素含量较高,这是由于熔融态金属与电解液发生反应,生成大部分金属氧化物,烧结在微孔周围所致。Si和 P 元素则含量相对较少,但分布较为均匀,其原因是大部分硅酸盐和磷酸盐在等离子体放电结束瞬间,伴随着电解液被吸入放电通道,少部分在基体表面与熔融态金属发生复杂化学反应,进而参与到 MAO 涂层的生成之中。
2.3 MAO 涂层截面形貌分析
MAO 涂层截面微观形貌及元素含量分布如图 4所示。由图 4a 可以看出,右侧为 TC17 基体经过金相腐蚀后的典型针状初生 α 相,涂层平均厚度约为15.8 μm,其结构致密,无明显放电通孔的存在,并与基体结合良好。MAO 涂层一般分为外层疏松层和内层致密层。其外层疏松层分布有因多次击穿放电而形成的尺寸较大的盲孔,内层致密层因电解液与熔融态金属多次发生反应形成的氧化物起到很好的填充作用,并在冷淬过程中有充分的时间进行内应力释放,故而未形成明显的微裂纹等结构缺陷[21]。
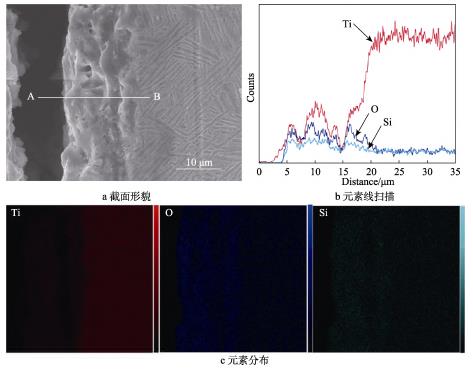
图 4 微弧氧化涂层截面形貌及元素含量分布
由图 4b 元素线扫描结果可以看出,在沿着线 AB处,涂层最大厚度约为 20 μm,Ti 元素含量呈现逐渐升高的趋势,而 O 和 Si 元素含量变化趋势则正相反。MAO 涂层中以 Ti 和 O 元素为主,这与表面元素分布结果一致。此外,可以看到沿着线 AB 上,元素分布并不均匀。微孔处,O 和 Si 元素含量相对较高,而内层中 Ti 元素含量相对较高。从图 4c 中也可以明显看出,MAO 涂层外层 O 和 Si 元素含量相对较高,而内层中 Ti 元素含量相对较高。这是由于熔融态金属从微孔喷射而出,在微孔周围与电解液发生充分反应,形成大量金属氧化物,以及部分硅酸盐、磷酸盐也参与到 MAO 涂层的生长之中所致。随着放电结束,部分电解液通过放电通道吸入微孔,与残余的熔融态物质发生化学反应。由于进入通道内部的电解液含量较少,放电通道内部仍以熔融态金属为主,因而 MAO涂层内层 Ti 元素含量较高[18-19]。
2.4 物相分析
试样表面 X 射线衍射图谱见图 5。由图 5 可知,TC17 钛合金基体主要由 α 相和 β 相组成,而 MAO涂层则主要由金红石相组成,并且含有少量锐钛矿相和 SiO2相。MAO 涂层的 X 射线衍射谱图中存在着明显的基体峰,这一方面是由于 MAO 涂层表面存在大量微孔等结构缺陷,另一方面 MAO 涂层平均厚度仅为 15.8 μm,导致 X 射线能够轻易穿透涂层到达基体所致。在微弧放电期间,熔融态金属与电解液发生反应,在高温下形成 TiO2,由于电解液的快速冷淬作用,导致高温下形成的金红石相来不及发生相变形成锐钛矿便迅速烧结凝固在微孔周围,故而 MAO 涂层中的 TiO2相以金红石相为主,并含有少量的锐钛矿相[21]。其次,硅酸盐在高温下也易发生分解,形成SiO2相烧结在涂层表面或者放电通道内壁处,进而参与到 MAO 涂层的生长过程之中。由于金红石相和SiO2相均具有较高的硬度和耐蚀性,这无疑会显著提高 TC17 基体的耐磨损和耐腐蚀性能。
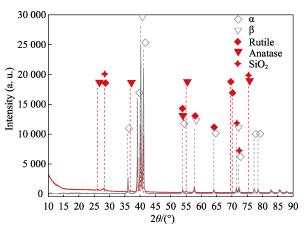
图 5 试样表面 XRD 衍射图谱
2.5 耐蚀性分析
TC17 基体和 MAO 涂层在模拟海洋环境下的电化学测试结果如图 6 所示。由图 6a 两种试样的开路电位可以看出,浸泡过程中,二者的开路电位逐渐上升,并很快趋于稳定。TC17 钛合金浸泡初期,开路电位约为Ω0.57 V,逐渐升至Ω0.32 V。这是由于钛合金基体表面在腐蚀液中形成氧化膜,进而阻止了腐蚀的进一步发生。对于 MAO 涂层,其前期开路电位的升高是由于腐蚀液通过涂层表面微孔逐渐渗透 MAO膜层,并到达膜层/基体界面处,引发界面处基体氧化形成钝化膜所致。可以看出,MAO 涂层的开路电位最终稳定于 0.31 V,明显高于钛合金基体的开路电位,表明 MAO 涂层的腐蚀倾向明显降低。 图 6b 为试样在腐蚀液中的极化曲线测试结果,可以看出,二者的极化曲线阴极段变化趋势类似,说明其阴极反应机理一致,均为吸氧腐蚀[19]。其阳极区发生明显的钝化现象,但 MAO 涂层的维钝电流密度值约为 4.73×10–7 A/cm2,而 TC17 基体的维钝电流密度则明显升高,为 4.73×10–5 A/cm2,较 MAO 涂层的维钝电流密度提高了近 2 个数量级,说明 MAO 涂层能够显著提高 TC17 基体的耐腐蚀性能。 图 6c、d 为试样在腐蚀液中的电化学阻抗谱。由Nyquist 图可知,其容抗弧半径越大,其耐蚀性越好。由图 6c 可知,MAO 涂层的容抗弧半径明显大于 TC17基体,这表明 MAO 涂层的耐蚀性能优于 TC17 钛合金基体。从图 6d 的 Bode 图可以看出,TC17 基体的阻抗模值仅为 3.74×104 Ω·cm2,而 MAO 涂层的阻抗模值高达 1.16×105 ·cm2,较基体提高了近 1 个数量级,表现出优异的耐腐蚀性能。从相位角图可以看出,二者相位角在中高频区域均维持较高值,表明二者对腐蚀液的渗入起到了良好的阻碍作用,表现为典型的电容特性[22]。由图 6d 的相位角图可以明显看出,MAO涂层存在着 2 个时间常数。TC17 钛合金由于表面形成氧化膜,且其容抗弧明显偏离半圆形状,低频区可能发生腐蚀反应。 利用图 6 中等效电路对其阻抗谱进行拟合,拟合结果见表 1。其中 Rs代表溶液电阻,Rpore代表涂层电阻。由于涂层表面成分不均,粗糙度较高,故使用CPEcoating 常相位角元件来代表涂层电容。n 值通常在0.5~1 之间,CPEdl为双电层电容,Rct为电荷转移电阻。拟合结果卡方误差均在 10Ω4数量级,表明其拟合结果可信。从表 1 可以看出,MAO 涂层的 CPE 值略大于 TC17 基体,而其 n1值则相反。这是由于 TC17基体表面形成的氧化膜较为致密,腐蚀液难以渗入,但是该层氧化膜厚度较低,仅为纳米级,而 MAO 涂层虽然厚度较厚(微米级),但由于其表面存在大量微孔,使得腐蚀液极易通过表面微孔及微裂纹等缺陷渗入涂层,进而引起涂层电容性的下降。TC17 基体双电层电容值略高于 MAO 涂层,其 n2值略小,这说明 TC17 基体表面发生腐蚀反应,形成的腐蚀产物成分不均匀[21]。此外,TC17 基体的电荷转移电阻值仅为 4.15×104 Ω·cm2,而 MAO 涂层的电荷转移电阻值高达 3.37×106 Ω·cm2,提高了近 2 个数量级,表现出优异的耐腐蚀性能。相比于 TC17 钛合金表面形成的氧化膜,MAO 涂层厚度要显著高于其氧化膜,对腐蚀液的渗入起到良好的物理屏障作用。其次,虽然MAO 涂层外层疏松,但其内层结构致密。随着腐蚀
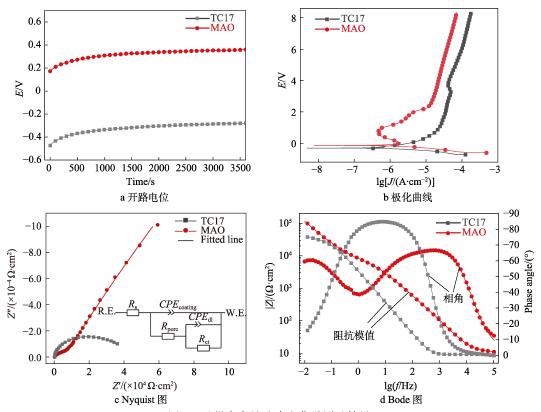
图 6 试样在腐蚀液中电化学测试结果
表 1 电化学阻抗拟合结果

液的渗入,内层存在的大量残余金属钛,与腐蚀液发生反应,形成新的腐蚀产物能够填充 MAO 涂层的内部缺陷,从而进一步提高其腐蚀液渗入的难度。因此,MAO 涂层在二者协同作用下,对 TC17 基体起到了良好的腐蚀防护作用。
TC17 基体和 MAO 涂层做完电化学腐蚀后的表面形貌如图 7 所示。由图 7a 可以看出,β 基体上分布着大量片状 α 相,并未看到明显的点蚀坑的存在。在其表面可以看出明显分布着大量尺寸较小的白色颗粒,这可能是由于在较高的阳极电流极化条件下,钛合金表面形成了大量的 TiO2相[21]。图 7b 为 MAO涂层腐蚀后形貌,可以看出,其表面在腐蚀前后并无明显变化。说明在高阳极电流极化条件下,MAO 涂层依然保持稳定的电化学性质,并未产生明显的腐蚀
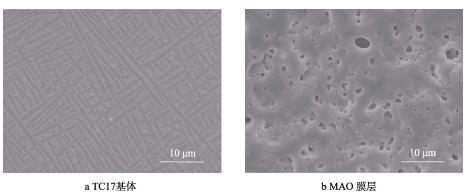
图 7 试样腐蚀后表面形貌
产物附着在涂层表面。此外,腐蚀后 MAO 涂层表面微裂纹的数量以及尺寸较腐蚀之前有明显增加的现象。这可能是由于腐蚀液逐渐渗透 MAO 膜层,并引发膜层发生腐蚀,其腐蚀产物在膜层缺陷处累积,导致涂层内部内应力变大,促使 MAO 涂层萌生微裂纹,而且 MAO 涂层在冷淬凝固过程中来不及释放的内应力也会促进微裂纹的扩展,二者协同作用,导致腐蚀后的 MAO 涂层表面产生数量更多、尺寸更长的微裂纹。随着浸泡时间的延长,这势必严重加剧 MAO 涂层耐蚀性的降低。
2.6 摩擦腐蚀性能分析
试样在模拟海洋环境下摩擦腐蚀过程中,其摩擦系数和开路电位随着时间的变化曲线如图 8 所示。在t=0~10 min 内,未施加载荷,摩擦球与试样表面未接触,故二者开路电位基本保持稳定不变,其值为 0.18~ 0.22 V。此阶段的摩擦系数值来源于摩擦腐蚀设备的误差值。随着 5 N 载荷施加于摩擦球之上(t=10 min), 可以看到,TC17 基体的开路电位瞬间降到–0.35 V,而 MAO 涂层的开路电位在 t=15 min 时,其开路电位才逐渐降到–0.42 V。此现象说明 TC17 基体表面形成的氧化膜厚度太薄,硬度较低,在机械摩擦作用下,迅速发生破裂,裸露出新鲜的钛合金基体与腐蚀液接触,故而其开路电位瞬间降到–0.35 V。对于 MAO 涂层,由于涂层厚度较厚,且涂层由硬度较高的金红石相和 SiO2相组成,具有良好的耐磨性能。在施加载荷后,摩擦球并不能迅速将 MAO 涂层磨穿,因此,MAO 涂层的开路电位则是先呈现出缓慢降低的趋势,而后随着涂层逐渐磨穿,其值才会出现大幅度的降低[23]。这也说明了 TC17 钛合金表面自然形成的氧化膜虽然具有一定的耐腐蚀性能,但在机械力破坏作用下,其耐摩擦腐蚀的防护能力几乎可以忽略不计。当 t=50 min 时,卸载加载力,此时摩擦球与磨痕表面分离。可以看出,基体表面又迅速氧化,形成氧化膜,致使二者开路电位逐渐升高,其发生腐蚀的倾向再次降低。
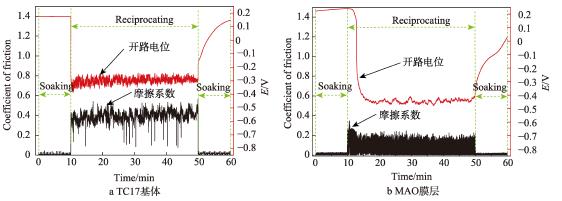
图 8 试样在腐蚀液中摩擦系数及开路电位变化曲线
在 t=10~50 min,可以看到,TC17 基体摩擦系数明显高于 MAO 涂层,但其波动幅度较小。这是因为TC17 基体表面经过抛光处理,其表面粗糙度远远小于 MAO 涂层,但由于其表面硬度较低,导致摩擦球与基体表面极易发生犁削磨损和粘着磨损,磨痕面积变大,摩擦副之间的实际接触面积也会显著增加,进而导致其摩擦系数较高。MAO 涂层在与摩擦球对磨过程中,主要以磨粒磨损为主,故其摩擦系数较低。这一方面是由于摩擦过程中产生的颗粒,聚集在磨痕表面,使得摩擦副接触面之间的滑动摩擦变为滚动摩擦,进而有效地减小了其摩擦系数。另一方面,由于涂层硬度较高,摩擦球难以瞬间将涂层磨穿,故摩擦副之间的实际接触面积较小。二者协同作用,使得MAO 涂层摩擦系数值维持在较低的水平。然而,由于 MAO 涂层表面粗糙度和硬度较高,会对摩擦球产生明显的犁削现象,故其在摩擦过程中摩擦系数上下波动较为明显[24]。
试样表面的磨痕形貌如图 9 所示。由图 9a 可以看出,TC17 基体摩擦过程中以犁削磨损为主,并伴有典型的粘着磨损。这是由于 TC17 基体表面硬度相比于 ZrO2球较低,其表面产生明显犁沟。其次是在摩擦副高速运动过程中,摩擦副之间产生瞬时“焊接”作用,将 TC17 表面撕裂,在机械压力作用下,一部分粘着于摩擦球表面,一部分附着于磨痕表面。这可从图 9b 局部放大图得到证实,可以看到块状撕裂的钛合金在机械压力作用下,粘附于基体表面,其周围分布大量的白色颗粒状物质,这是裸露出的新鲜钛合金基体与腐蚀液发生反应,形成的腐蚀产物[25]。从图9c 可以看出,MAO 涂层已经磨穿,裸露出钛合金基体,磨痕处裸露基体表面仍然是以犁削磨损为主,伴有轻微的粘着磨损和磨粒磨损。在磨痕边缘处,依然可以清晰地看到 MAO 涂层的存在,其涂层表面已经被磨穿,产生大量颗粒状磨屑堆积在磨痕两侧。这表明 MAO 涂层在和摩擦球对磨过程中,涂层的破坏形式是以磨粒磨损为主。其次,摩擦球在高速运动中所产生的上下颤动对 MAO 涂层的连续冲击,也是其发生破损的主要原因之一。图 9d 为 MAO 涂层表面磨痕局部放大,可以清楚地看到其表面堆积了大量颗粒状磨屑,这是摩擦球与 MAO 涂层对磨过程中所产生的硬质颗粒。由于大量颗粒状磨屑的存在,涂层磨痕处发生粘着磨损的程度要明显轻于 TC17 钛合金基体[23-25]。
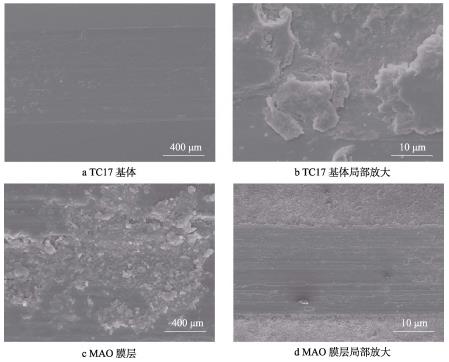
图 9 试样磨痕形貌照片
3 结论
1)在硅酸为主的微弧氧化电解液中制备平均厚度约为 15.8 μm 的 MAO 涂层,其外层 O 和 Si 元素含量较高,内层 Ti 元素含量较高。该涂层主要有金红石相组成,并含有少量的锐钛矿相和 SiO2相。 2)电化学腐蚀结果表明,MAO 涂层的自腐蚀电位较 TC17 基体有所提高,降低了其发生腐蚀的倾向。MAO 涂层维钝电流密度较 TC17 基体降低了近 2 个数量级,表现出优异的耐腐蚀能力。随着腐蚀液的渗入,会加剧 MAO 涂层表面微裂纹的萌生和扩展,这将不利于 MAO 涂层的长久腐蚀防护能力。 3)摩擦腐蚀结果表明,TC17 表面自然形成的氧化膜在机械力作用下,瞬间发生破裂,发生严重犁削磨损并伴随有粘着磨损。MAO 涂层由于表面硬度较高,具有良好的耐磨效果,磨损方式以磨粒磨损为主。
参考文献:
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7642

腐蚀与“海上丝绸之路”
点击数:6136