
钢结构防腐涂装施工检验,总共分几步?
2020-04-22 13:57:58
作者:防腐蚀论坛网友 来源:防腐蚀论坛
分享至:


▍涂装检验的步骤

在项目建造阶段,应该严格按照下列标准步骤进行涂层检验:
对所用钢材检验
车间底漆施工的检验
对钢材处理进行检验(焊接、自由边切削等)
表面处理检验
在施工前和施工过程中进行涂装检验
涂装施工后的质量检验
▍对钢材处理进行检验

当建造项目或当维修项目中包括对钢材进行调换或者表面喷砂处理,必须对所涉及钢材进行下列检查:
打磨粗燥焊缝部位
将粗糙的焊缝打磨光滑
去除/磨平焊接飞溅物
检验有无断裂和点蚀
检察有无诸如“迭片”等表面缺陷
表面处理的检验
表面处理的检验包括如下事项:
清洁度;采用溶剂清洁并去除盐份、油脂以及灰尘。
对当前表面锈蚀等级进行评估
对表面状况进行评估(表面处理等级和粗糙度)
评估表面残留的污染物是否在可接受范围之内。
锈蚀等级
国际标准 ISO 8501(-1)是检验钢结构及表面处理的重要标准。其中采用四个锈蚀等级来对钢材表面状况进行评估,分别为 A、B、C 和D 四个等级。通常采用照片来显示钢材表面的实际等级。
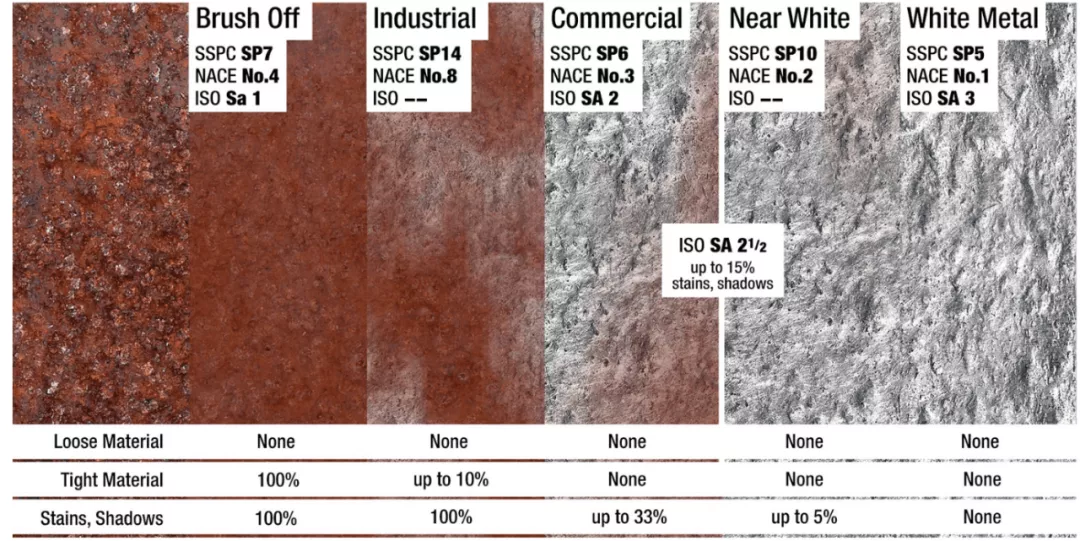
参见:钢板ABCD四个等级,冲砂与打磨视频文字照片描述
除了采用 A、B、C 和D 级的差别之处,该标准还附有 24 张图片,说明分别使用钢丝刷、喷砂处理及火焰净化对钢材表面的四种不同锈蚀等级进行机械处理后的直观清洁度。
粗糙度
对于表面粗糙度的测量可以采用多种方法。其中最适合现场使用的方法是采用样板进行测量。
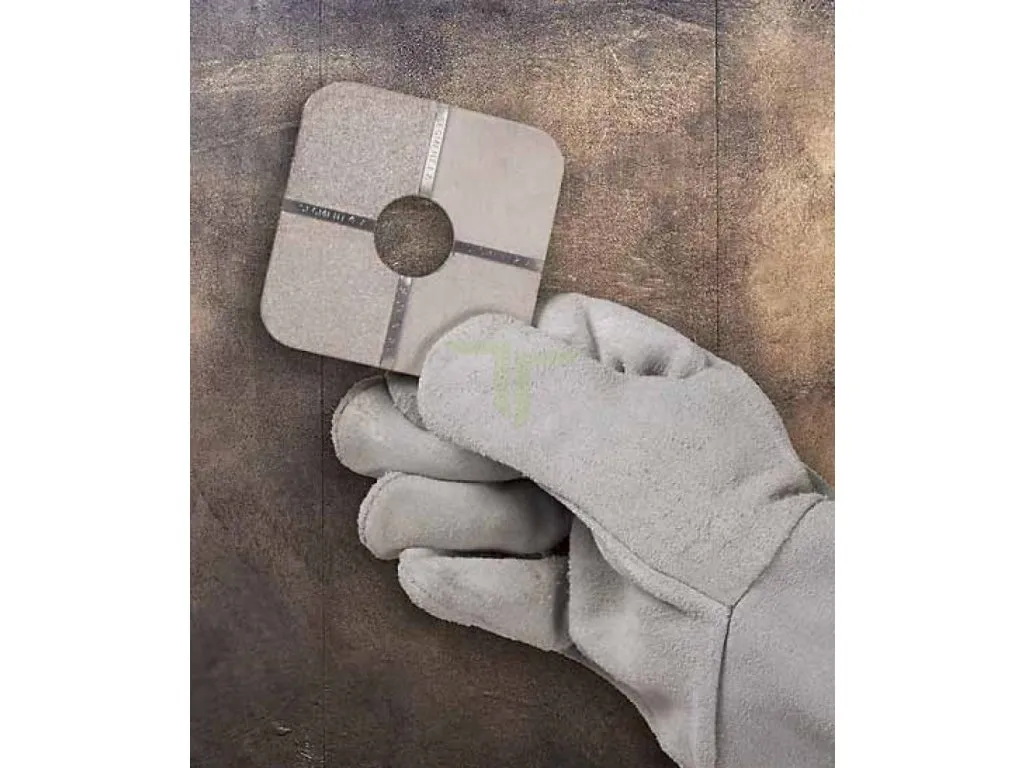
根据国际标准 ISO8503,该方法采用两块比较样块,一个适合钢砂(参照样板 G)进行喷砂清理后的效果,另一个符合采用金属钢丸(参照比较仪 S)进行喷砂清理的表面效果。上述对照样板即可确定三种粗糙度规格:细致、中级和粗级。
污染物

表面去油/脂的一个简单测试是"不连续水膜试验方法",将一滴水滴在处理过的表面。如果没有油/脂,水滴将会在表面迅速扩散,如果存在油/脂,将在表面形成水滴形状。这种方法不是一项标准。
检测水溶性盐份最常用的方法是,将存在于表面的盐份溶解,然后测量水样的电导电率。电导电率是表示溶液导电率强弱的一个指标。其单位为“西门子”(S)。
导电率可通过计算,转换为相应的表面含盐量。检测表面可溶性盐份总量的方法按下述两种标准:

采样方法按 ISO 8502-6,"抽取可溶性污染物分析",布雷斯勒(Bresle)取样法。
分析方法按 ISO 8502-9进行"现场电导率测溶性盐分法"。
▍施工前和施工过程中的检验
气候状况检验
必须遵循产品技术说明书
确保正确混合及稀释(特别重要)
测量湿膜厚度(WFT)
涂层道数在涂装规格书中明示
测量湿膜厚度(WFT)
涂层间的干燥时间(最短干燥时间及最长干燥时间)
施工规程
注意对所使用的设备和方法进行控制
湿膜厚度
湿膜厚度仪(ISO 2808)是一种用于测量平面(表面)湿膜厚度的实用工具。当测量第二层漆膜时,第一层漆膜变软,或者第一层为可溶解的涂层时,对第二道涂层厚度的测量结果可能会受到影响。
相对湿度
悬吊湿度计(ISO 8502-4) 由两支温度计组成,一支是测量干温,一支是测量湿温(传感器外采用湿棉絮包裹)。当手摇旋转时,棉絮中的水分蒸发,因而得出温度较低的温度计与测量空气温度的干温度计的读数比率,根据温度读数可计算出相对湿度。
露点温度
露点是空气中的水分凝结时的最高温度。如果气候条件适于涂装工作,那么确定露点就十分必要。可根据列表或露点计算器进行计算。当前有两种稍微不同的类型,它们是根据相似原理设计的,包含两个标记,可相互设置,从而可读出所需信息。当您已测量干温、湿温时,可从露点计算器读出露点和相对湿度。
钢体温度
接触式温度计是一种电子仪器,用于测量钢材表面温度。当所测得的钢材表面温度达到露点时,您可决定是否开始涂装施工。钢材表面温度应高于露点以上 3oC 方可进行涂装施工。
▍施工后的检验
涂装结束后的检测是另一个非常重要的阶段。涂装完工后的检验包括:
干膜厚度(DFT)

固化时间/干燥时间
粘附力
针孔检测
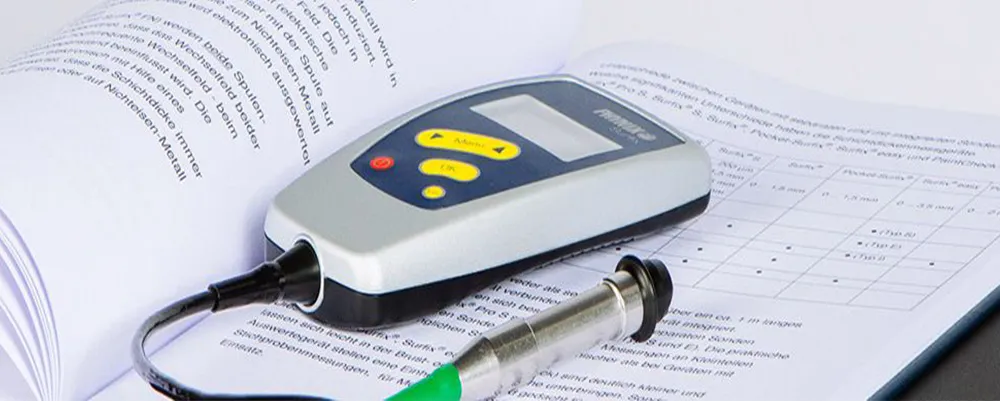
干膜厚度
最常用的设备是电磁干膜厚度仪。磁性干膜仪是一个较简单的工具,测量不太准确。应将工具校准到零点,并测出近似厚度。目前已有多种类型、多种功能的电磁干膜仪可供选择。
附着力

根据国际标准 ISO 4624 所进行的拉拔试验:将拉拔帽粘贴到涂层表面,然后用外力拉拔直至拉拔帽脱离涂层。之后测量所用的外力。多种拉拔测试可供选用。该测试属于破坏性试验,意味着试验会损坏小部分漆膜。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741