
涨圈松孔镀铬工艺研究
2016-12-22 10:09:04
作者:徐晓麟 来源:腐蚀与防护
分享至:


松孔镀铬工艺简介
松孔镀铬是耐磨镀铬的一种特殊形式,该项技术是在已镀过铬的零件表面,通过电化学阳极腐蚀原理,在电解液中进行短时间的阳极处理,致使零件表面原有铬层形成网状沟纹或点状孔隙。涨圈松孔镀铬既可以保存足够的润滑油,又可以使摩擦条件得到改善,达到减少金属接触面间摩擦和提高涨圈耐磨性目的。
不锈钢封严涨圈松孔镀铬很有难度
航空产品封严涨圈,采用3Cr13不锈钢材料,涨圈开口为斜角45°开口,该涨圈弧形外径上镀厚铬并松孔,可以大大提高其耐磨性,不锈钢封严涨圈松孔镀铬示意图,见图1。
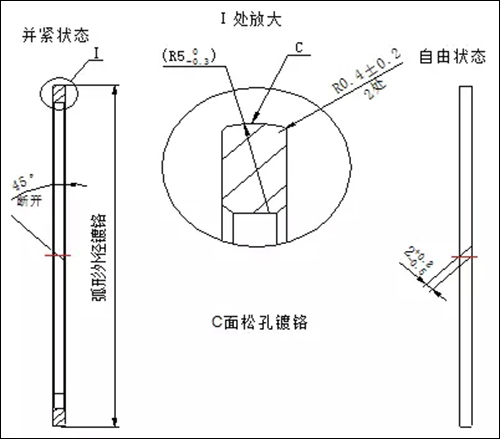
图1 涨圈松孔镀铬情况说明图
不锈钢材料因铬含量较高,给镀铬带来很大的难度,且铬层和零件基体表面结合力差,镀厚铬(0.25mm~0.35mm)更难以满足结合力要求。涨圈的弧形外径松孔镀厚铬技术国内仍处于空白,使得涨圈镀后磨削和使用对铬层结合力要求更高,只有工艺方法和工装装夹上创新实现新突破才能满足生产实际需求。
斜角开口涨圈弧形外径松孔镀铬技术工艺研究
1 不锈钢涨圈松孔镀铬前处理方式选择
不锈钢涨圈采用3Cr13不锈钢材料,含铬量高,导致镀铬后铬层与零件基体表面结合力差并且铬层容易起皮。镀铬后结合力好坏主要由镀前处理方式决定,本文分别采用腐蚀镀镍、氢氟酸活化和水吹砂3种前处理方式对3Cr13不锈钢试件进行镀铬实验,镀铬槽液参数如下:
CrO3 :200g/L~260g/L;
H2SO4:1~5g/L:
Cr3+:2~5g/L;
温度:50℃~70℃;
电流密度:4~5A/dm2;
时间:2h~3h;
注:零件带电下槽,阶梯给电。
实验从铬层结合力、结晶状况、操作方便性和过程稳定性等几个因素综合平衡,实验中对各个考核项目加权赋值,实验结果见表1。
表1 不锈钢涨圈镀铬前处理实验结果
由表1可知,采用氢氟酸活化前处理方式虽然操作方便,但是实验过程稳定性和铬层结合力均低于其它两种方式,综合衡量所有因素,最终决定采用水吹砂带电下槽的前处理方式,该方法在起始阶梯电流给电的前提下,不仅可以获得结合力牢固、细致均匀的镀层,而且操作方便,性能稳定,适合零件的大量生产。
2 不锈钢涨圈松孔镀铬工装设计
涨圈为弧形外径镀铬,若采用单件装夹,不仅保护困难,拆装复杂,而且占用槽体有效面积大,生产效率低,因此决定把多个涨圈串连压合进行镀铬,这样不仅保护方便,提高效率,而且压合的涨圈互为保护阴极,可有效控制涨圈弧面铬层生长速度,进而得到均匀、结合力良好的镀铬层。
根据涨圈闭合状态时的内径尺寸φ,设计一个外径为φ的坚固芯轴,涨圈可在自由状态下轻松套入。以涨圈镀前闭合状态的外径尺寸为内径设计一个可以适度开合的压紧套,其闭合的内径尺寸等于涨圈闭合状态的外径尺寸。旋紧紧固螺栓,套在芯轴上的多个涨圈开口会被压紧套压合。在多个涨圈被串连压紧、开口闭合套在芯轴上的情况下,在芯轴两端加上与涨圈闭合状态内、外径尺寸相近(内、外径都有余量)的高度不等的垫圈,通过压盖和螺纹锁紧装置将多个涨圈端面方向压紧,保证在压紧套拆除的情况下涨圈开口保持闭合。为了提高生产效率,要求整套工装安装涨圈的数量在20~100之间自由装夹。松孔工装与镀铬工装基本一致,只是压紧套的内径尺寸采用涨圈镀铬磨削后的闭合状态外径尺寸。工装草图如图2所示,
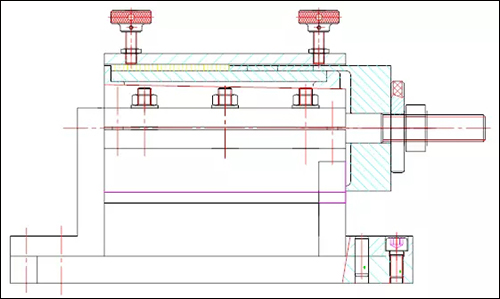
图2 不锈钢涨圈松孔镀铬工装设计图
铬层生长中因电流尖端效应特别敏感,致使镀铬分散能力差,所以涨圈镀铬时需将开口压紧或填塞,减少电流尖端效应的影响,保证电流二次分布均匀。涨圈有45°斜角开口,弧形外径填塞时不能完全均匀密实,所以采用将涨圈开口压紧闭合的方式进行镀铬,为了避免斜角开口镀铬过程中呲气,镀铬时需将涨圈开口沿螺旋线对齐镀铬。
3 涨圈弧形外径松孔镀铬工艺流程
综上所述,采用水吹砂镀铬前处理方式,按照上述工装方式装夹涨圈,在套有压紧闭合涨圈的芯轴一端安装特制的导电铜钩,用聚乙烯塑料带缠紧包覆多余的导电部位,对涨圈弧形外径进行镀铬,工艺流程如下:
镀前验收→有机溶剂除油→装夹压合→水吹砂→水洗清砂→镀铬→回收槽洗→流动冷水洗→卸夹→流动冷水洗→流动热水洗→吹干→除氢→检验→机加磨削→松孔前验收→有机溶剂除油→装夹压合→维也纳石灰除油→流动冷水洗→松孔→回收槽洗→流动冷水洗→流动热水洗→吹干→网纹检验→最终检验。

图3 松孔镀铬合格后的航空产品封严涨圈
为了保证涨圈松孔合格率,在镀铬过程中电流密度取常规的下限,以便获得细致均匀的镀层。
结果与讨论
常规的涨圈都是端面松孔镀铬,直接把涨圈单件放在显微镜下观察松孔网纹,但航空产品封严涨圈是弧形外径松孔镀铬,单件检查时无法获得稳定、清晰的观察效果,松孔后不卸夹,零件直接带夹具整体通过显微镜检测,通过调整芯轴两端的高低可以调整观察角度,再通过串动和旋转芯轴可以观测各个涨圈的不同松孔镀铬面状态。采用“工装夹具和涨圈整体观察法”,可以观察到清晰的网纹,提高了检测效率。
a)涨圈镀铬松孔前
b)涨圈镀铬松孔后
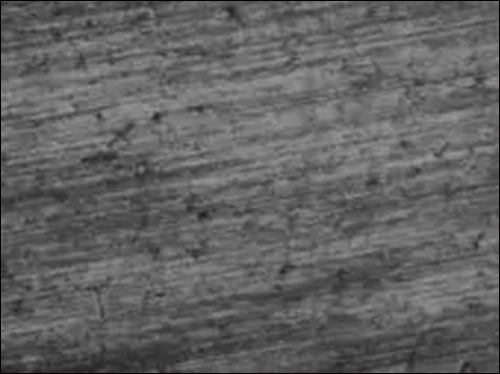
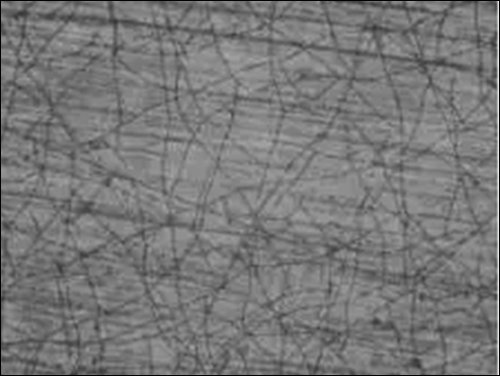
图4 不锈钢涨圈镀铬松孔前后的金相照片
由图4-b可以看出,涨圈镀铬经松孔后,铬层表面形成清晰的网状沟纹,沟纹可保存足够的润滑油,减少金属接触面间摩擦和提高涨圈耐磨性能。
结论
特种形状涨圈松孔镀铬研制过程中,本文在工艺方法和工装装夹上实现了突破性的创新,得出了以下结论:
(1)水吹砂前处理方法可以使基体表面微观粗化、活化镀面,可以得到结合力良好的铬层;
(2)多个涨圈串联压紧闭合的装夹方式适合涨圈弧形外径镀铬,斜角开口沿螺旋线对齐消除了多个涨圈串联互相呲气的影响,可以得到均匀的铬层;
(3)“工装夹具和涨圈整体观察法”克服了涨圈外径网纹无法检测的难题,并且提高了检测效率。
更多关于材料方面、材料腐蚀控制、材料科普等等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org 责任编辑:王元 《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8125

腐蚀与“海上丝绸之路”
点击数:6461