
北科大新材料助力“中国第一刀”
2019-08-13 09:24:18
作者:本网整理 来源:材料科学与工程
分享至:


厨刀对于烹饪起重要作用。阳江十八子集团与北京科技大学李晶教授团队合作,攻坚克难,先后完成了刀剪用钢一次碳化物控制技术研究、刀剪用钢辊锻热处理工艺技术研究、刀剪用钢复合轧制工艺技术研究等,一方面大幅度改善了厨刀刃口用钢中的组织和碳化物,另一方面集聚了复合板基层硬度高、锋利性好和复层韧性好、耐蚀性优良的特点,实现了厨刀使用性能的大幅提升。

图1. 十八子作——金帆七件套
厨刀首要目标是完成食材的分割,即通过物质的分离获得适当的形状,同时要求加工过程中不产生明显缺陷。厨刀的切削对象主要为有机物,硬度较低,切割过程中刀刃的锲入不存在问题,而后续的分离是通过有机物纤维被拉长变形达到一定限度后的撕裂,纤维的拉长变形往往导致切割质量的恶化。例如,肉类切割时肌肉纤维的拉长变形,必然导致切口变形而无法获得更薄的肉片,甚至难以分割;胡须切割时纤维的变形将产生拔胡须的疼痛感觉;纸张切割时纤维的拉长变形将产生“毛边”现象,等等。因此,为了得到良好的切割质量,需要保证切割过程中对有机物纤维进行有效瞬时剪切分离而不产生明显塑性变形,也就是“吹毛断发”。这对厨刀的使用性能提出了较高的要求。
厨刀之根本——“好钢”
厨刀的锋利性能是衡量其使用性能的核心评价指标。锋利性能包括初始锋利度和锋利耐用度,二者均与厨刀刃口的几何形貌和刃口材料性能直接相关,其中刃口材料性能决定了厨刀锋利性能的上限。
为了提高厨刀用钢性能,以钢材碳化物和组织控制为主线,结合厨刀用钢生产工艺流程,进行了四个方面的工作:
(1)刀剪材料用不锈钢电渣重熔过程中一次碳化物控制技术。调控电渣重熔工艺参数,减少一次碳化物的析出量和尺寸,并改善其分布;动态控制电渣重熔过程中的熔速和冷却制度,基本实现浅平熔池熔炼,降低了电渣锭中一次碳化物体积分数,显著减小一次碳化物尺寸,且分布更加均匀,电渣锭凝固组织细化。
(2)基于高温扩散退火—终轧温度—轧制变形量的综合调控一次碳化物技术。通过热轧开坯,之后进行高温扩散退火,促进一次碳化物溶解。精轧过程中控制终轧温度和累积变形量,使热轧卷中一次碳化物体积分数进一步降低。
(3)基于第一性原理计算,热力学动力学模拟,以及淬火时效工艺的刀剪材料用钢中二次碳化物控制技术。确定了提高刀剪耐磨性和锋利度的碳化物类型;明确了M23C6二次碳化物的溶解温度和M7C3二次碳化物的析出温度及时间,获得合理的热处理工艺参数。通过热处理工艺优化,促进了钢中二次碳化物类型的转变,获得强韧性兼具,且比表面积大的纳米级M7C3碳化物,提高了刀剪的耐磨性和锋利度。
(4)碳化物和刀剪刃部组织控制一体的辊锻热处理技术。采用对刀刃部分施加梯度变形量,实现高品质刀剪刃部晶粒和碳化物的细化;通过延长回火时间,促进纳米级碳化物的析出与弥散分布,实现低温回火的二次硬化效应,获得强韧兼具和锋利性能优异的刀刃。
图2为创新成果应用后,厨刀用钢显微组织照片,碳化物明显细化且分布均匀(颗粒状为碳化物)。
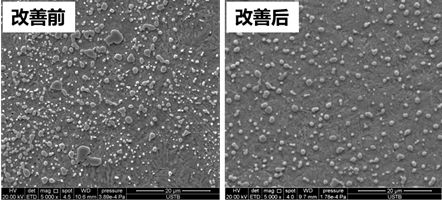
图2. 改善前后厨刀用钢显微组织照片(颗粒状的为碳化物)
图3为与国外高品质厨刀显微组织对比,钢中的碳化物细小、弥散,达到甚至超过国际先进水平。
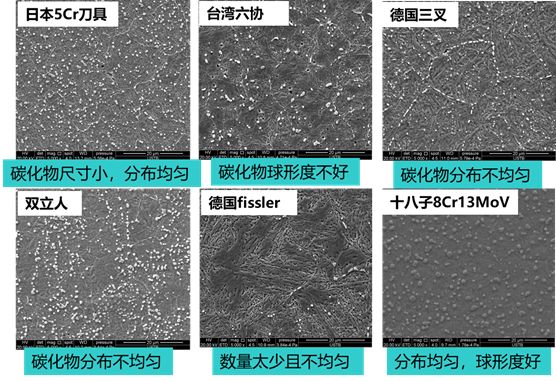
图3. 十八子厨刀与国外高品质厨刀显微组织对比
十八子集团应用北科大李晶教授团队创新技术生产的厨刀,其硬度为58HRC、锋利度为116mm、锋利耐用度736mm,锋利度达到国际先进水平,锋利耐用度明显高于国际先进水平。
厨刀之升华——“复合”
板材复合化是指通过复合轧制的方式将高碳不锈钢镶嵌在多层低碳不锈钢中间,通过开刃,使高碳不锈钢裸露出来成为刀刃。相比于传统单一材质的高碳不锈钢刀具,刀具刃部具有较高的硬度和锋利度,刀身其他部位又具有较好的韧性和耐腐蚀性。图4为复合板基层和复层显微组织照片。
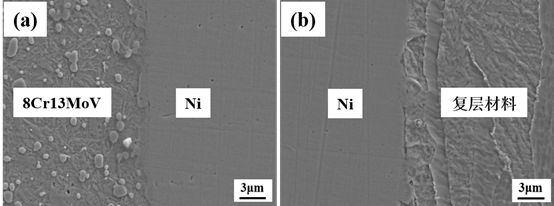
图4. 复合板显微组织照片
通过轧制复合工艺实现了“好钢用在刀刃上”的理念。复合板集聚了基层和复层的优点,不但有效利用了基层材料8Cr13MoV的高强度、高硬度等力学性能,同时又具有复层材料耐蚀性优良、韧性好等特殊性能,既可以降低制备成本,又可以达到使用要求。

图5.复合板生产的厨刀
现今十八子作厨刀畅销全国各地及日、美、加、韩、东南亚、港澳台等30多个国家和地区,在国内“阳江十八子”占据了大部分的高端刀具市场,被誉为“中国第一刀”。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763