
上海大学《MSEA》:增材制造钛合金的强磁场下热处理新策略!
2023-05-12 10:51:13
作者:材料科学与工程 来源:材料科学与工程
分享至:


激光粉末床熔融(L-PBF)被认为是最有前景的增材制造技术之一,主要利用高能激光束沿激光路径在保护气氛中使金属粉末在热的作用下快速熔化、快速凝固。因此,激光粉末床熔融(L-PBF)制造Ti-6Al-4V合金通常由初生柱状β晶粒和内部针状α′马氏体组成,这导致高强度、低塑性的特点。目前普遍采用后处理、合金成分设计、实时轧制、实时超声处理等手段,无接触调节金属增材制造过程方法也同样得到了广泛关注。
上海大学任忠鸣、王江教授团队长期从事电磁场下材料制备的基础与应用研究,创新性提出磁场下激光增材制造技术(铸造技术, 2022. 43(08): 585-599.)。利用实时外加静磁场调控激光定向能量沉积L-DED成形Ti6Al4V合金微观组织,实现了组织、织构和晶粒尺寸变化,最终在不损失塑性的前提下显著提高了L-DED增材制造Ti6Al4V钛合金的塑性,并减弱了力学性能各向异性。(Materials Research Letters, 2022. 10(8): 530-538.)。采用磁场下L-PBF工艺成形Al-12Si合金,实现了非平衡凝固组织的均匀化和细化,实现了强塑性综合性能的显著提升,其中极限抗拉强度提升至451.4±0.5 MPa,断后延伸率提升至10.4±0.8%,其性能与纳米颗粒增强铝合金相近(Journal Materials Science Technology, 2023. Accepted)。
近日,上海大学任忠鸣、王江教授团队提出了强磁场下热处理新策略,在改善增材制造钛合金力学性能领域取得新突破。相关成果在金属领域国际知名刊物《Materials Science and Engineering: A》上以“Additively manufactured Ti–6Al–4V alloy by high magnetic field heat treatment”为题发表。论文第一作者为赵睿鑫博士,通讯作者为王江教授、陈超越副教授、澳大利亚皇家墨尔本理工大学马前教授。
全文链接: https://www.sciencedirect.com/science/article/pii/S0921509323003507

该团队首次提出将强磁场后热处理(HMF-HT)应用于L-PBF成形Ti64 α-β两相区,磁场强度为3T,温度为分别设置为800℃和900℃,通过调整α相的显微结构进来提高其力学性能。结果表明,在L-PBF成形Ti-6Al-4V上施加强磁场下热处理(HMF-HT)可促进一系列显微结构的变化。
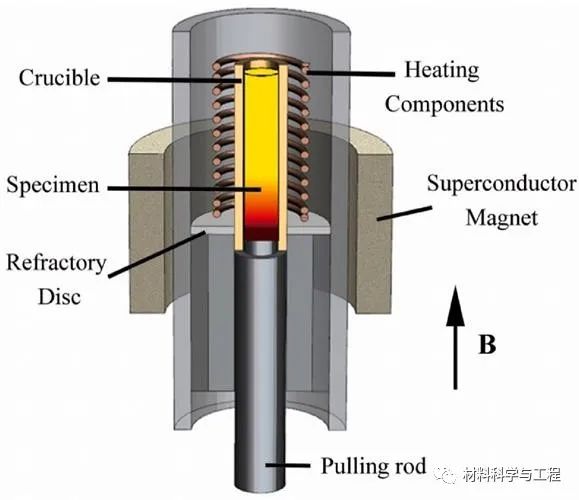
图1 基于布里奇曼炉设计的HMF-HT装置示意图(用超导磁体环进行了修改)
打印态Ti64中的主要相是α/α′相,未检测到β相,而在HT-800和HMF-HT-800样品中出现β峰,表明α′→α+β,同时,α/α′的峰值位置向更高的d值移动。而在HT-900和HMF-HT-900样品中,β峰变得更强,α相的峰值位置向更高的d值移动,同时,HMF-HT处理后,最强的α峰从{10–11}变为{11–20}。在HT-800和HMF-HT-800处理之后的样品中,β相是颗粒状和片层状的混合物。HMF-HT-800样品的粗化率略高于HT-800样品。而在HT-900和HMF-HT-900之后,β相表现出完全的层状结构。并且在HMF-HT-900之后获得的α-β片层显示出明显的粗化,并通过线截距法量化了Ti64试样中α-板条的粗化行为。同时,在α板条之间分布着棒状的β相颗粒,这进一步证实在900℃进行强磁场下热处理(HMF-HT)可以通过α′马氏体的分解显著改变L-PBF成形Ti64中的α-β片层结构,并且在HT期间沿BD(Z轴)施加轴向HMF可能在亚β转变中影响α变体的晶体取向。
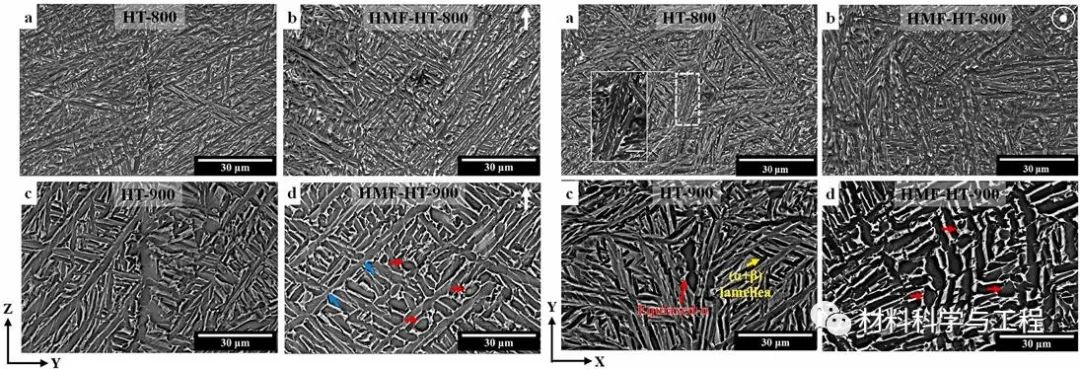
图2 L-PBF成形Ti64不同HT显微结构平行于(左)垂直于(右)构建方向SEM-BSE图:(a) HT-800 (b) HMF-HT-800 (c) HT-900(d) HMF-HT-900(灰色和明亮的区域分别是α和β相,而白色箭头表示施加的HMF的方向)
HMF-HT-900之后观察到α相显示出片状、棒状和球状的混合形态。同时,更多的亚晶界(定义为1.5°和15°之间的取向差角),在每个温度下HMF-HT后的α相中观察到更多的亚晶界,图3(左)中白色虚线所示,并分析了亚晶界和取向差角度,结果如图3(右)所示。显示了根据图3(右)中的取向信息计算的平均取向差(KAM)图,高KAM值的分布中白色虚线所示的亚晶界一致。
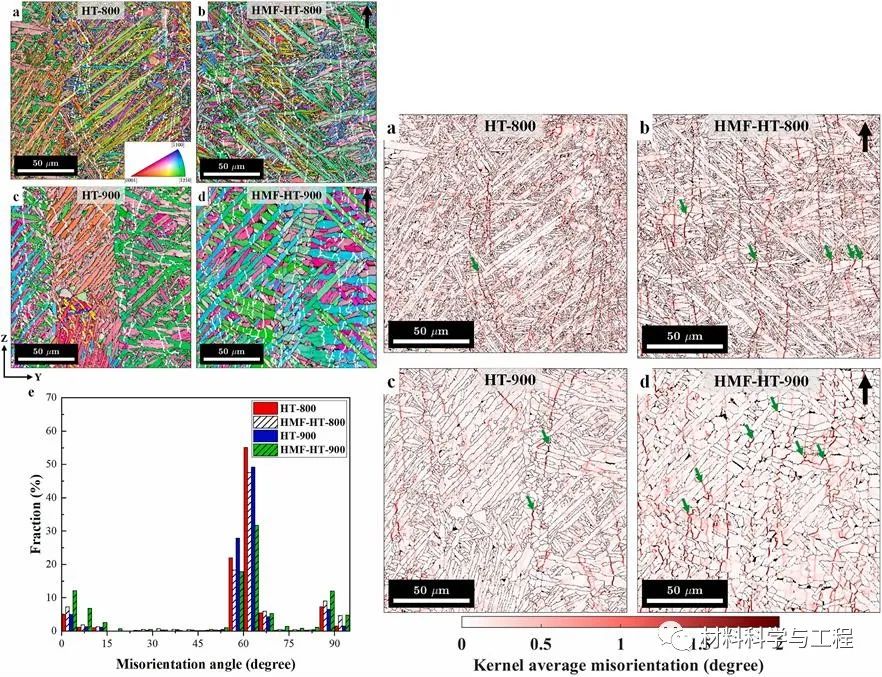
图3 L-PBF成形Ti64中α变体平行于构建方向(YZ面)的高倍EBSD表征图(左):(a)HT-800 (b)HMF-HT-800 (c) HT-900 (d) HMF-HT-90 (e)所有样品α相晶界取向角分布。L-PBF成Ti64退火样品KAM图(右):(a) HT-800(b) HMF-HT-800(c) HT-800(d) HMF-HT-900.黑色箭头表示施加HMF的方向,该方向与BD平行。
图4(左)显示了从每组样品中获得的工程应力-应变曲线。打印态Ti64的最高极限抗拉强度(σUTS)为1134.5±20.9 MPa,屈服强度(σ0.2)为1005.9±22.9 MPa,断后延伸率(εf)为9.8±0.6%。比800℃和900℃在不应用HMF(HT-800和HT-900)的情况下,εf值分别提高到12.2%和13.1%,同时σUTS降低。HMF-HT-800增加了εf,HMF-HT-900进一步提高了εf至15.4±1.3%,σUTS = 922.2±0.6 MPa。如图4(右)所示所有样品断口表面均表现出韧性断裂特征。主要区别在于800℃和900℃的HMF-HT后,与打印态没有施加HMF的微观结构相比,韧窝更大或更深。图5是HT-900和HMF-HT-900样品的TEM明场图像,5a和5b显示,在不施加HMF(HT900)的情况下,仅在球化的α相中观察到较高的位错密度(图5a),而在HMF-HT-900之后,粗α板条中的位错网数量明显更高(图5b)。这些结果表明,HMF-HT可能促进了位错增殖,从而加速了α-板条中亚晶界的形成。TEM-EDS线扫描用于分析在900℃下HT和HMF-HT后β相中的V含量,结果如图5c所示,证明了在900℃下HMF-HT后β相中的V含量比HT后β相中的V含量低得多。
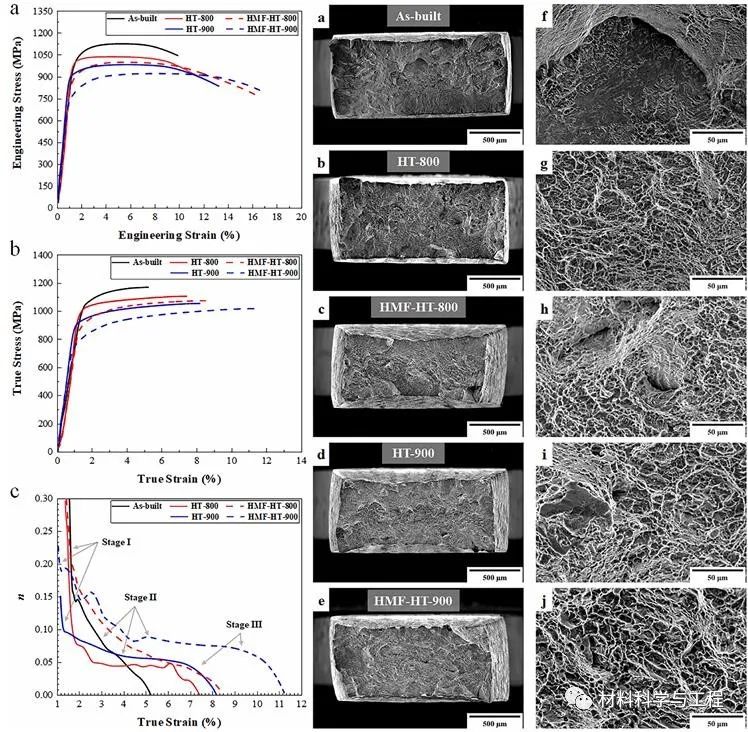
图4 800℃和900℃下打印态、HT、HMF-HT拉伸性能示意图(左):(a)工程应力-应变曲线,(b)真应力-应变曲线,(c)加工硬化指数-真应变曲线。Ti64拉伸试样断口(右):(a, f)打印态(b, g) HT-800(c, h) HMF-HT-800(d, i) HT-900;(e-j) HMF-HT-900
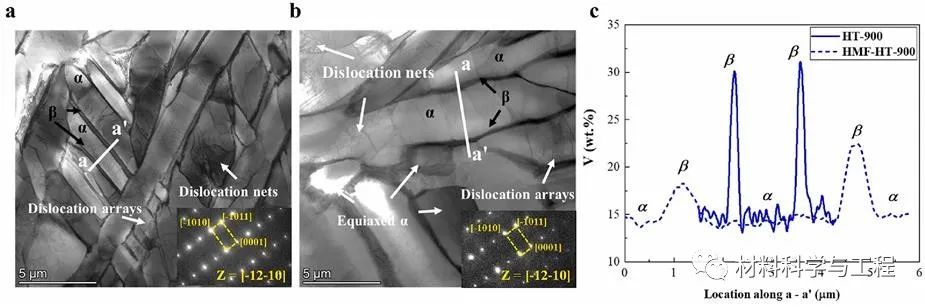
图5 TEM明场图像显示(a) HT-900和(b) HMF-HT-900微观结构中的位错网(插图显示相应的SAED衍射图)。(c)是(a)和(b)中沿a-a'进行EDS线扫描。
综上所述,本文研究了采用强磁场热处理(HMF-HT)对L-PBF成形Ti–6Al–4V的微观结构、织构和拉伸力学性能的影响,得出了以下结论:
(1)HMF(3T)与800℃或900℃退火的耦合效应导致L-PBF制备的Ti–6Al–4V强度-塑形组合更加平衡,极限抗拉强度为922–987MPa,屈服强度为750–862 MPa,断裂应变为14.1–15.4%。
(2)施加的HMF导致在α相中形成了更多的亚晶界,KAM图中的KAM值的分布与α相中亚晶界的分布一致。使用改进的Williamson-Hall方法和TEM表征的分析进一步证明了这一观点。同时,亚晶界的增加有助于片状α相的加速球化和粗化。
(3)与不施加HMF相比,在900℃退火态L-PBF成形Ti–6Al–4V中,施加HMF使得β相的体积分数从6.5 vol%增加到13.4 vol%。而由于β相中的平均V含量较低,这又导致β相的晶格参数增加(3.2143?)。
(4)HMF-HT后拉伸延展性的改善可归因于(i)产生的厚α板条和球状α相颗粒(ii)α变体的织构发生变化以更好地与<11-20>α方向对齐,其中<11-20>α方向是HCP α-变体中最容易激活的滑移模式(iii)BCC β-相的体积分数增加。
(5)强磁场后热处理(HMF-HT)可以作为一种有效的单步退火工艺来改善L-PBF成形Ti64的微观结构和力学性能。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8370

腐蚀与“海上丝绸之路”
点击数:6727