
先进高温合金制备工艺
2021-03-08 16:13:40
作者:材料十 来源:材料十
分享至:


一、绝对干货 | 先进高温合金制备工艺
在世界先进发动机研制中,高温合金材料用量已占到发动机总量的40%~60%。所以,高温合金材料也被誉为“先进发动机基石”。这段时间,小编将带大家深度了解先进高温合金的制备工艺,分析测试以及应用。
高温合金简介
高温合金,顾名思义就是能在较高温度(900℃以上)环境内使用,并在一定应力条件下长时间服役的合金。高温合金分为三类材料:760℃高温材料、1200℃高温材料和1500℃高温材料,抗拉强度800MPa。或者说是指在760--1500℃以上及一定应力条件下长期工作的高温金属材料,具有优异的高温强度,良好的抗氧化和抗热腐蚀性能,良好的疲劳性能、断裂韧性等综合性能,已成为军民用燃气涡轮发动机热端部件不可替代的关键材料[1]。

图1 高温合金制成的航空发动机单晶叶片
广义上的高温合金指的是能够在高温下抗氧化或腐蚀,并能在一定应力作用下长期工作的一类合金,包括铸造高温合金、金属间化合物等高温金属材料。狭义上的高温合金是以铁、镍、钴为基,能在大约600℃以上的高温下抗氧化或腐蚀,并能在一定应力作用下长期工作的一类合金。高温合金自诞生以来从原来的铁、镍、钴为基,不断发展和演变,以及引入新的加工工艺,从传统的铸造高温合金和变形高温合金,发展出粉末高温合金、氧化物弥散强化(ODS)合金、金属间化合物等新型高温合金,从而大大扩展了高温合金的内涵。
高温合金大致可以分为以下几类:
高温合金在材料工业中主要是为航空航天产业服务。伴随着航空航天产业的发展,我国已经建立起自己的高温合金体系,从而形成了一定的产业规模。高温合金由于其优良的耐高温、耐腐蚀、抗疲劳等性能,已经逐步应用到电力、汽车、冶金、玻璃制造、原子能等工业领域,从而大大扩展了对高温合金的需求。
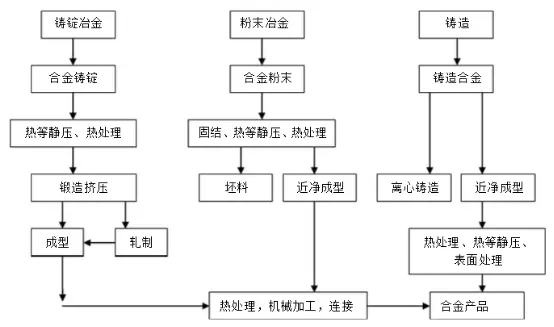
高温合金制备工艺
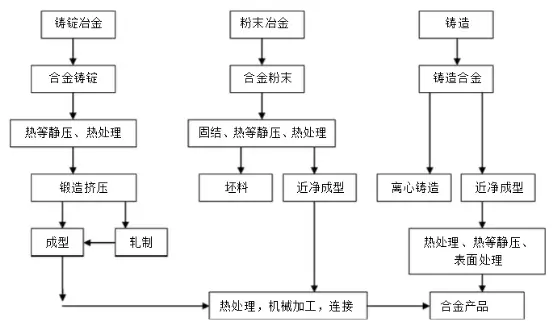
图2 高温合金的几种成型方法的工艺路线
高温合金所具有的耐高温、耐腐蚀等性能主要取决于它的化学组成和组织结构。
高温合金材料成分十分复杂,含有铬、铝等活泼元素,在氧化或热腐蚀环境中表现为化学不稳定,同时机加工制成的零件表面留下加工硬化和残余应力等缺陷,为材料的化学性能和力学性能带来十分不利的影响。由于合金化程度高,高温合金材料极易产生成分偏析,这种偏析对铸造高温合金和变形高温合金的组织与性能都有重大影响。高温合金的这些特点决定了它区别于普通金属材料的加工工艺[1, 2]。
高温合金的发展是合金理论与生产工艺技术不断改善和革新的过程,通过合金强化+工艺强化来结合不断提高合金的材料性能。合金强化包括合金固溶强化、第二相强化剂晶界强化等;工艺强化包括改善冶炼、凝固结晶、热加工、热处理及表面处理等环节改善合金组织结构等。
高温合金的生产工艺主要包含熔炼、铸造、热处理三个过程。生产工艺对高温合金材料力学性能的影响重大,一项新工艺的引入,往往使高温合金的性能获得一个飞跃,发展一批新型高温合金,进而推动一代航空发动机和航空飞机的发展。老型号的合金也可以改善工艺达到材料性能的提高。
高温合金材料制备技术与工艺仍处于不断的进步和创新中。比如,冶炼工艺采用了真空感应+电渣重熔+真空自豪熔炼三联工艺,真空自耗熔炼采用了先进熔炼控制方法等;通过定向凝固柱晶合金和单晶合金工艺技术提高材料的高温强度;采用粉末冶金方法减少合金元素的偏析和提高材料强度等。此外,氧化物弥散强化高温合金、金属间化合物高温材料也在不断发展和创新中。
粉末冶金氧化物弥散强化(ODS)高温合金制备工艺
粉末冶金高温合金是20世纪60年代发展起来的一种先进髙温合金制备工艺,由于用极细的金属粉末作为原材料,经过热固结成型及后续热加工处理得到的合金组织均匀,晶粒细小,无宏观偏析现象,而且合金的高温强度、蠕变性能及疲劳性能优异,因此很快成为航空发动机、核工业的耐热部件的首选材料[3]。
氧化物弥散强化(ODS)高温合金是一类粉末高温合金,其突出特点是在高温(1000一1350℃)下具有较高的强度。对于传统高温合金及粉末高温合金来说,Y‘析出相及碳(氮)化物强化是其主要的强化手段。但在高温下,Y’析出相及碳(氮)化物发生粗化和溶解于基体而失去强化作用。
氧化物弥散强化(ODS)高温合金,是将细小的氧化物颗粒(一般选用Y2O3)均匀地分散于高温合金基体中,通过阻碍位错的运动而产生强化效果的一类合金。
在已经发展的高温合金中,多采用沉淀强化来提高材料的强度,当材料的服役温度达到一个临界值时,沉淀相就不可避免的发生聚集、长大及溶解从而大大降低材料的高温强度。于是,人们通过粉末冶金的途径在合金基体中均勻加入在高温状态下具有高稳定性的细小氧化物来提髙材料的高温强度。但是,通过传统的冶炼及冶金技术不可能将这种般细小氧化物(d<50nm)均匀加入基体中,从而限制了这种氧化物弥散强化合金的发展。直到70年代初INCO公司率先发明了机械合金化(MA)新工艺,解决了ODS合金氧化物均勻分布的问题,使合金得到快速发展,其中某些合金己经达到工业化生产水平。
以下将以氧化物弥散强化高温合金为例,了解高温合金的制备工艺[4]。
粉末的制备
高温合金粉末的制备有三种制粉工艺:气体雾化法、旋转电极法、真空雾化法。而ODS高温合金粉末的制备方法与上述制粉方法有着本质的差异,其关键是将超细的氧化物质点均匀分散于合金粉末中。常用的是以下四种方法:
(l)机械合金化(MA)法
机械合金化是用高能研磨机或球磨机实现固态合金化的过程,由美国INCO公司于上世纪六十年代末研发,是异类物质实现微混合的最有效方法。现在,ODS高温合金大多数是采用MA技术将超细的氧化物颗粒均匀地分散到合金基体中。含有弥散氧化物颗粒的机械合金化粉末经固结处理后,便可得到密实的合金材料,机械合金化是制备ODS高温合金的关键技术之一。
(2)内氧化法
内氧化法是利用合金中含量少、并且对氧有很强亲和力的合金元素与氧反应,生成氧化物质点作为弥散相。
(3)化学共沉淀法
化学共沉淀法的原理是在所配制的溶液中加入合适的沉淀剂,并把pH控制值在适当范围内,以制备出超细颗粒的前驱体沉淀物,再经陈化、过滤、洗涤、干燥以及热分解得到纳米级的复合氧化物粉末。
(4)预合金雾化粉末
将预先配置好的合金在雾化过程惰性气体的保护下进行熔化,在雾化气体中加入氧气,使雾化液滴在冷凝过程中氧化增氧,控制气氛中氧的含量获得不同的氧含量的雾化气体,并通过雾化参数的控制获得要求的粉末粒度[5]。
热固结成型
松散的高温合金粉末只有通过固结工艺,才能得到完全致密化的材料。固结的主要方法有热等静压(HIP)、热挤压等。
(1)热等静压(Hot isostatic pressing,HIP)
热等静压是一种在真空条件下利用高温高压手段将粉末热固结成型的工艺。
热等静压工艺的关键在于温度、压力和时间的控制,首先热等静压的温度不能过高,这样可以避免弥散相的长大;其次,热等静压的压力选择应高于相对应温度合金材料的屈服应力,使粉末颗粒能够有效变形并发生冶金结合,消除材料空隙,提高合金致密度;保压时间的选择也很关键,时间太长已经致密化的合金在高温高压条件下组织发生变化,时间太短则不能有效致密化。
(2)热挤压(hotextrusion,HE)
ODS高温合金一般采用热挤压工艺固结,可以将粉末包套直接挤压成形,也可以将合金化粉末经热等静压密实后再进行二次挤压成形,如图所示。
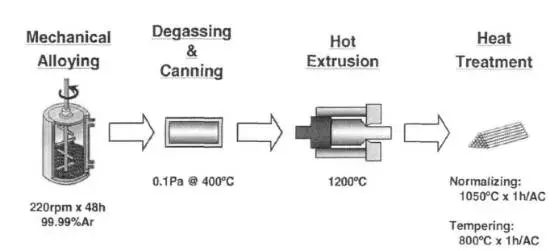
图3 热挤制备ODS合金工艺过程[6]
热挤压过程中,大剪切力可以有效消除原始颗粒边界,大幅度提高合金的致密度。大塑性变形过程中形成高密度位错,增加了合金的储能,有利于后续热处理过程中形成较粗大的晶粒,提高合金的高温性能。挤压比、挤压速率和温度都是影响ODS合金显微组织和力学性能的主要因素,通常,在较大的挤压比、较低的挤压温度和较高的挤压速率下热固结成型,合金内部可形成较高的位错密度分布及储能,利于合金元素的扩散及Y-Ti-0相的形成,同时,经过热处理能够形成沿挤压方向的柱状晶组织,可以有效提高合金的高温蠕变性能[7, 8]。
热挤压相对热等静压固结成型,能够产生更大的变形能力和密度更髙的致密体,合金的组织和性能有较大的区别。
热机械处理
通过热机械处理,可以进一步减少粉末冶金合金的孔隙率,提高致密度,同时可以是合金微观组织结构更均勻,也可以进一步使原始粉末颗粒边界形成冶金结合。
高温合金行业概况
全球范围内能够生产航空航天用高温合金的企业不超过50家,主要集中在美国、俄罗斯、英国、法国、德国、日本和中国。发达国家一般将涉及航空航天应用领域的高温合金产品作为战略军事物资,很少出口。
美国在高温合金研发以及应用方面一直处于世界领先地位,年产量约为5万吨,其中近50%用于民用工业。美国有很多独立的高温合金公司,能够生产航空发动机所用高温合金的公司有通用电气公司,普特拉—惠特尼公司,还有其他的生产特钢和高温合金的公司如汉因斯-斯泰特公司,佳能—穆斯克贡公司,因科国际公司等。这些公司都先后发展了公司自己的高温合金牌号。
欧盟国家中英、德、法是世界上主要的高温合金生产和研发代表。英国是世界上最早研究和开发高温合金的国家之一。英国的铸造合金技术世界领先,代表性的是国际镍公司的Nimocast合金,后来该国的飞机发动机制造商罗尔斯罗伊斯控股公司又研制了定向凝固和单晶合金SRR99、SRR2000和SRR2060等,其研制的高温合金主要用在航空发动机制造方面。
日本在镍基单晶高温合金、镍基超塑性高温合金和氧化物晶粒弥散强化高温合金方面取得较大的成功。近年来,致力于开发新型的耐高温合金,并成功开发出在1200℃高温下依然能保持足够强度的新合金。日本主要的高温合金生产企业是IHIcorporation,JFE、新日铁和神户制钢公司。
经过50多年发展,我国已经形成了比较先进,具有一定规模的生产基地。我们把国内从事高温合金的厂家分为四类:
1、特钢生产厂:东北特殊钢铁接团抚顺特殊钢公司(简称抚顺特钢),宝钢股份公司特殊钢事业部(简称宝钢特钢)和攀钢集团长城特殊钢公司(简称攀长钢);
2、研究单位:钢铁研究总院,北京航空材料研究院,中国科学院金属研究所,东北大学,北京科技大学等。
3、发动机公司精密铸件厂:中航工业旗下各航空发动机公司的精密铸造厂:黎明、西航、黎阳、南方、贵航等。
4、锻件热加工厂:西南铝业公司,第二重型机械集团万航模锻厂,中航重机股份有限公司宏远航空锻铸公司和安大航空锻造公司。
目前,国内规模较大的高温合金生产企业有抚顺特钢和钢研高纳。此外,宝钢特钢、攀长钢、中科院金属所、北京航材院也具备一定的产能。
在航空航天产业中,用量最大的变型高温合金,主要由抚顺特钢、宝钢特钢、攀长钢等公司完成。特钢企业生产的变型高温合金,适用于大批量、通用性、结构较为简单的产品。钢研高纳在上市后也扩大了变形高温合金产能,募投项目达产后也具备了相当的变型高温合金产能。
目前具备铸造高温合金精铸件的厂家分为两类,一类是钢研高纳、中科院金属所和北京航材院三家公司;另一类是黎明、西航、南方、成发等专业发动机厂自行生产精铸件。三家单位主要承接航天航空发动机厂对外委托的精铸件业务。目前三家单位在铸造高温合金的材料制备、生产技术上均有各自特点,其中钢研高纳产能大于其余两家。
参考文献:
[1] 徐强, 张幸红, 韩杰才, 赫晓东。先进高温材料的研究现状和展望。固体火箭技术,2002, 25(3): 5 1-55.
[2] 郭建亭。高温合金材料学,2008,北京:科学出版社。
[3] 张义文上官永恒粉末冶金高温合金的研究与发展粉末冶金工业,2004,14(6):30-43。
[4] 氧化物弥散强化铁基高温合金的制备及强化机理研究 刘锋 中南大学 博士学位论文 2011年。
[5] G. R. Odette, M. J. Alinger, B. D. Wirth. Recent developments in irradiation-resistant steel. Annual Review of Materials Research, 2008, 38: 471-503.
[6] M. K. Miller, D. T. Hoelzer, E. A. Kenik, et al. Stability of ferritic MA/ODS alloys at high temperatures. Intermetallics, 2005, 13(3-4): 387-392.
[7] J. S. Lee, A. Kimura, S. Ukai, et al. Effects of hydrogen on the mechanical properties of oxide dispersion strengthening steels. Journal of Nuclear Materials, 2004, 329-333(Part 2): 1122-1126.
[8] S. Ohtsuka, S. Ukai, H. Sakasegawa, et al. Nano-mesoscopic structural characterization of 9Cr-ODS martensitic steel for improving creep strength. Journal of Nuclear Materials, 2007, 367-370(Part 1): 160-165.
二、绝对干货 | 先进粉末高温合金制备工艺详解
粉末高温合金是制造高性能航空发动机涡轮盘等转动部件的关键材料。针对国外粉末高温合金的研究历史和现状,结合粉末高温合金的制备工艺流程,重点对比分析了国内外不同粉末制备工艺、粉末固结工艺、盘件成形工艺的特点。
由于高温合金具有合金化程度高的特点,铸锭偏析问题十分突出,热加工性能差,采用传统的铸锻工艺很难成型。而粉末高温合金利用粉末冶金方法制备高温合金,具有成分均匀,无宏观偏析,制件性能稳定,热加工变形性能较好等优点。因此,粉末高温合金在各个领域都具有广阔的发展前景[1]。
上世纪60年代初,随着快速凝固气雾化粉末制备技术的兴起,1965年发展了高纯预合金粉末制备技术[2]。美国P&WA(Pratt&WhitneyAircraft)公司首先将Astroloy合金制成预合金粉末,成功地锻造出力学性能相当或略高于铸锻高温合金Waspaloy的盘件,开创了粉末高温合金盘件用于航空发动机的先河。P&WA公司于1972年将IN100粉末高温合金制备的压气机盘和涡轮盘等11个部件用于F100发动机,装配在F15和F16飞机上,从此粉末高温合金进入了实际应用阶段。

图1 F15的动力系统——普拉特 惠特尼F100发动机
为满足新一代航空发动机的需求,相继出现了由美国国家航空航天局(NASA)、普惠、通用公司合作开发的Rene104高温合金、Honeywell公司开发出来的Alloy10高温合金以及由NASA幵发的LSHR高温合金等众多具有优良综合性能的粉末镍基高温合金。Rene104合金与美国其他粉末冶金高温合金的制备工艺类似,釆用氩气雾化工艺制备合金粉末,之后压实成形,通过热挤压获得完全再结晶组织的棒料,再通过超塑性等温锻造工艺获得零部件毛坯,经过热处理和机加工获得最终的零部件。
美国镍基粉末高温合金生产工艺的特点主要在于其特殊的合金粉末制备方法,即氩气雾化法,以及随后进行的“热挤压+等温锻造”工艺成型,该工艺制备的零部件组织均匀,无宏观偏析,热加工性能好。
俄罗斯几乎与美国在同一个时期开始该合金的研制工作,在这一领域进行了开拓性的研究工作,发展了具有自身特色的镍基粉末高温合金制备技术,并取得了重要成果。
苏联的全俄轻合金研究院在20世纪80年代成立了粉末高温合金研发实验室,开始研制镍基粉末高温合金。从此,苏联在粉末高温合金领域占据了一席之地。苏联制备粉末高温合金的主要工艺与美国大不相同:高温合金电极棒的制备一等离子旋转电极雾化制粉一粉末预处理一包套封焊及除气一热等静压成型一热处理一机加工一成品。
图2 RB199型3轴涡轮风扇发动机
英、法等国在镍基粉末高温合金研制领域也同样展开了研究工作[3]。英国威合金公司(WigginAlloys)在1975年装备了一条年产1000t粉末高温合金的生产线,同时配备了热等静压机及等温锻造机。英国罗罗公司(Rolls-Royce)和威合金公司合作,成功研制出AP-1镍基粉末高温合金,并应用在RB211发动机上,随后德国默透公司将该合金用于RB199发动机上。法国通过调整Astroloy合金的成分,进一步将低碳含量,研制出N18镍基粉末高温合金,并用于M88发动机上。随后,法国又陆续开发了N19、NR3、NR6等粉末高温合金。
表1粉末高温合金型号、生产工艺及应用[4]
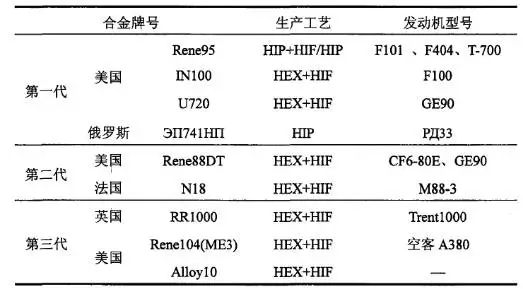
注:HIP—HotIsostaticPressing:热等静压工艺;
HIF—HotIsostaticForging:等温锻造工艺;
HEX—HotExtrusion:热挤压工艺;
目前我国已经形成了等离子旋转电极雾化制粉+热等静压成型+包套锻造+热处理“的镍基粉末高温合金制备工艺路线。
美国粉末高温合金组织均匀、性能稳定,其工艺的主要特点是釆用氩气雾化制粉+热挤压+等温锻造成型。而俄罗斯开创了粉末高温合金制备工艺的又一领域,其粉末高温合金的生产工艺是:合金熔炼及加工电极+等离子旋转电极制备合金粉末+粉末处理+包套制作及封焊+热等静压成型+热处理+机加工[4]。
我国粉末高温合金的制备工艺在借鉴俄罗斯的基础上,进行了适合我国国情的调整。生产粉末高温合金的一般工艺流程如下:
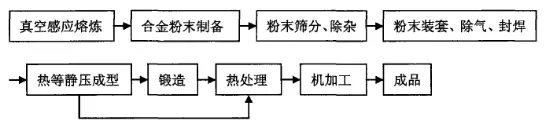
图片图3 粉末高温合金制备的工艺流程
1、粉末制备工艺
目前为止,高温合金制粉方法中最重要的就是雾化法。19世纪30年代,雾化法被首次应用在铁粉制备领域。经过几十年的发展,该方法仍然是制备合金粉末的重要方法。
目前在实际生产中主要采用氩气雾化法(AA)和等离子旋转电极雾化法(PREP),示意图如图4所示[6]。
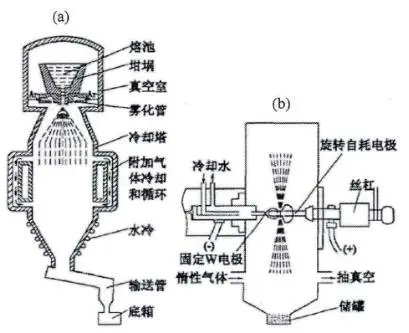
图4 雾化制粉方法示意图(a)氩气雾化法;(b)等离子旋转电极雾化法[6]
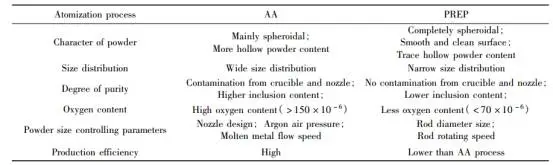
氩气雾化法是用氩气吹喷融化的高温合金流,而制得合金粉末。如图4(a)所示,氩气雾化系统含有一套很长的冷却塔,冷却塔的顶部安装了喷嘴,可以喷出高压的氩气,使熔化的金属被迅速分散成液滴。雾化过程中氩气的热扩散可能会导致气压差,使喷嘴处氩气停流,为了避免这种情况出现,多余的氩气将在冷却塔重新冷却、回流到熔化室。这使得将大体积铸锭雾化成粉得以实现。在实际雾化过程中,熔化室和冷却塔之间会保持约0.2atm的压差。凝固的金属颗粒在雾化系统底部的冷却区域进一步被冷却,并被输送到一系列的手套箱中进行粒度筛分。
等离子旋转电极雾化制粉法不仅可以雾化低熔点的金属和合金,还可以制取难熔金属粉末。如图4(b),将要雾化的金属或合金制备成直径50mm圆棒状旋转自耗电极,固定在送料器上,通过真空泵将粉末收集室先抽成真空,然后充入氩气,使粉末收集室内保持氩气微正压,通过固定的钨电极产生电弧使金属或合金熔化。当自耗电极快速旋转时,离心力使熔化的金属或合金液滴飞出,熔滴在尚未碰到收集室器壁以前,就凝固于惰性气体气氛之中。旋转电极转速在10000-20000r/min之间,生产的粉末粒度较大。由于等离子旋转电极雾化法不受熔化坩埚的污染,生产的粉末十分纯净,尤其适用于高温合金的制备。
在高温合金粉末工业生产中,美国和西方国家主要使用AA法,俄罗斯使用PREP法,我国使用PREP法和AA法。2种制粉方法特性比较[7]见表2。
表2 两种制粉方法特性比较
2、粉末固结(consolidation)工艺
由于高温合金粉末往往含有Cr,Ti,Al等难烧结元素,同时这些元素在烧结温度下容易氧化,这造成了高温合金粉末不能采用通常的直接烧结工艺来成形。对于粉末高温合金来说,往往要求在高温高压的环境下成形。目前常用的有真空热压成形(VacuumHotPressing)、热等静压成形(HotIsostaticPressing)、电火花烧结(SparkSintering)、挤压(Extrusion)、锻造(Forging)等成形方法。在上述粉末固结工艺中,粉末涡轮盘用得最多的是热等静压成形和热挤压。表3为高温合金粉末不同固结工艺的特点对比[8]。
表3 不同高温合金粉末固结工艺的特点
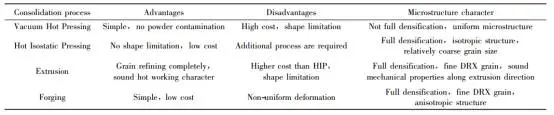
热挤压成形在欧美等国应用较多,由普惠公司首先使用,美国大部分镍基粉末高温合金都采用该方法成形。该方法是直接将合金粉末挤压成坯体,合金粉末在真空下装入包套在挤压过程中成型。髙温挤压成型的过程中,包套内的粉末颗粒变形量大、变形程度高,粉末颗粒承受剪切力和热压力,使粉末中的枝晶破碎。由此方法得到的合金晶粒细小,具有一定的超塑性。将材料在细晶超塑性状态下锻造成型,再通过热处理得到力学性能良好的高温合金。
英美等发达国家也有采用热等静压+等温锻造的工艺使粉末高温合金成型。该方法由通用公司首先采用,等温锻造是锻造的一种形式,将合金粉末在真空下装入包套并热等静压成型,随后将成型之后的包套放在模具中,以较慢变形速率进行热变形。其特点是晶粒细小,组织均匀,精度高,节省材料,降低机加工成本。同时,等温锻造也存在一些缺点,比如,模具材料及其加工成本高,生产效率较低,锻造条件要求较高,引起高成本等。
我国目前尚没有大型(35000)立式挤压机,不能采用热挤压+等温锻造的工艺。北京航空材料研究院和北京钢铁研究总院等单位均配备了大型热等静压机,但等温锻造设备及模具等关键问题尚不能完全解决。目前,我国在制备镍基粉末高温合金方面多釆用直接热等静压成型或热等静压+包套锻造工艺,同时也在发展等温锻造。
对于热等静压工艺,一般工艺流程是将处理后的高温合金粉末装入碳钢或不锈钢包套中,并抽成真空,在常温或一定温度下使粉末继续除气,然后封焊。将封好的包套置入热等静压炉中,升温至一定温度保温,以一定的氩气保持压力。
从而使粉末达到致密的状态,并具备所需要的力学性能。直接热等静压成型的工艺取得成功,降低成本左右。发动机上使用的零件,至今仍采用直接热等静压状态的零件。
在上述粉末固结工艺中,热等静压和热挤压是主要的密实工艺。这两种工艺都是在一定的温度和压力下的粉末热塑性变形和再结晶过程,但是热挤压工艺的粉末变形量和变形速率更大。
3、盘件成形工艺
盘件成形工艺[9]主要有直接热等静压成形和锻造成形,对于直接热等静压成形生产的粉末盘件,粉末固结和盘件成形是在同一HIP工序中完成的。俄罗斯粉末高温合金的主导成形工艺是直接热等静压(As-HIP)成形,在热等静压过程中材料收缩和应力状态的研究及包套的计算机模拟辅助设计等方面都居世界前列,经过四十余年的发展,HIP成形工艺日趋完善。与俄罗斯相比,美国粉末盘件的成形工艺种类更为丰富,包括As-HIP成形、热模锻、ITF(等温锻)等工艺。我国的粉末高温合金盘件采用直接热等静压成形和锻造成形2种工艺制备[10]。FGH97粉末盘件的制备工艺流程与俄罗斯EP741NP合金完全相同,采用直接热等静压工艺成形。
参考文献:
[1]曾燕屏,张麦仓,董建新等。镍基粉末高温合金中夹杂物导致裂纹萌生和扩展行为的研究[J].材料工程,2005,8(3):10-13.
[2]黄乾亮,李汉康。高温合金[M].北京:冶金工业出版社,2000:15-18,31-43.
[3]国为民,张凤戈,张义文。粉末高温合金制备工艺的研究和发展[J].粉末冶金工业,2002,12(6):17-25.
[4]张义文,刘建涛。粉末高温合金研究进展,2013,32(1),1-12.
[5]郭建亭。高温合金材料学(下册)高温合金材料与工程应用[M].北京:科学出版社,2008.
[6]吴凯,刘国权,胡本芙等。固溶热处理对新型镍基粉末高温合金组织与性能的影响[J].稀有金属材料与工程,2012,40(11):1966-1971.
[7]张义文,上官永恒。粉末高温合金的研究与发展[J].粉末冶金工业,2004,14(6):30-43.
[8]Gessinger G H,Bomford M J.Powder Metallurgy of Superalloys[J].International Metallurgical Reviews,1974,19(2):51-76.
[9]孙兼,邹金文,刘培英。盘件用粉末高温合金的研究与发展[J].航空工程与维修,2001,1:28.
[10]国为民,赵明汉,董建新等。FGH95镍基粉末高温合金的研究和展望[J].机械工程学报,2013,49(18):38-45.
[11]王博。粉末冶金高温合金的制备、组织、力学性能及热加工性能研究。中南大学材料科学与工程学院,2014,硕士学位论文。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741