



引言
在海上石油和炼油行业中服役的碳钢,当处于含硫化氢(H₂S)的工艺流体环境(即酸性环境)中时,容易受到一种称为硫化物应力开裂(SSC)或氢致应力开裂(HSC)的裂纹机制影响。尽管这种开裂被称为应力开裂,但主要问题在于母材金属、焊缝金属及热影响区(HAZ)的硬度。
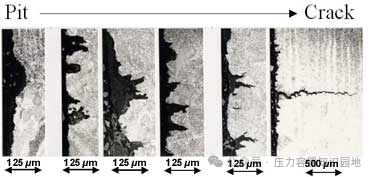
(图:腐蚀开裂)NACE(原国家腐蚀工程师协会)发布了两项规范,为降低服役期间开裂风险提供指导,这两项规范也是ISO标准。这两项主要规范的主要区别在于环境条件和服务条件。
第一项标准 NACE MR0175/ISO 15156《石油、石化和天然气工业—油气生产中含H₂S环境用材料》,适用于海上应用。第二项标准 NACE MR0103/ISO 17945《石油、石化和天然气工业—腐蚀性炼油环境中抗硫化物应力开裂的金属材料》,适用于陆上工艺装置。
MR0175和MR0103对酸性环境用碳钢母材性能的规定几乎完全相同;这些标准的主要关注点是最大硬度要求。所有经过冷加工的钢材必须进行消除应力热处理,以确保硬度低于22HRC(洛氏硬度,相当于248HV或237HB)。除P1类以外的碳钢也可以使用,但其硬度也必须低于22HRC(237HBW)。还必须考虑焊缝的硬度结果。
标准实践指南
MR0103引用了一份用于控制焊接活动的标准实践文件:NACE SP0472《防止碳钢焊接件在腐蚀性炼油环境中发生服役环境开裂的方法和控制措施》。SP0472和本文关注的是用于控制焊接件硬度以防止SSC和HSC的方法。SP0472还考虑了通过焊后热处理(PWHT)防止碱性应力腐蚀开裂(ASCC),但本文将不涉及此内容。
虽然MR0175和MR0103涵盖广泛的材料(碳钢、不锈钢和双相钢、镍合金和铝合金),但SP0472仅关注碳钢,即ASME IX中分类为P1、1组或2组的钢材。这些是指定抗拉强度小于485MPa(70,000 psi)的热轧碳钢。注意,BS EN 10028钢材现在已在ASME IX中指定了P编号。
应当记住,母材金属可能在钢板生产过程中进行焊接修复。这些母材修复也必须符合NACE关于焊缝金属和HAZ硬度的要求。此外,虽然SP0472关注的是焊接结果,但任何热切割工艺都会产生热影响区,如果不将其去除或焊补,可能导致HSC。在这些情况下,通常认为有必要去除约3mm的材料,以确保不存在硬度不可接受的区域。
SP0472涵盖的焊接工艺包括常见工艺:手工电弧焊(MMA)、熔化极活性气体保护焊(MAG)、药芯焊丝电弧焊(FCAW)、钨极惰性气体保护焊(TIG)和埋弧焊。
SP0472提供了一份指导"路线图",旨在通过控制焊接件硬度来防止两种开裂机制。这包含三个主要组成部分:第一,通过控制焊缝金属沉积来防止HSC或SSC开裂机制;第二,通过控制HAZ来防止HSC或SSC开裂机制;第三,通过对整个焊接件进行PWHT来防止ASCC开裂机制。
焊缝金属沉积的控制
对于防止开裂的焊缝金属沉积,考虑两种控制方法。要么生产焊缝沉积硬度必须限制在200HBW以下,并对生产焊缝进行硬度测试以证明这一点;要么必须使用指定为免除硬度测试的特定焊接工艺/焊材组合。
免除测试的组合包括:
MMA焊接,使用E60xx或E70xx焊条 TIG焊接,使用ER70S-2、-3、-4和-6焊丝 MAG焊接,使用ER70S-2、-3、-4和-6焊丝
MAG焊接必须以球状、喷射或脉冲过渡模式进行。ER70S-6焊丝只有在符合成分限制(C<0.1 wt%,Mn<1.6 wt%,Si<1.0 wt%)时才可免除,这必须通过焊材的成分分析来确认,由供应商或用户执行。这意味着需要额外的焊材认证和车间批次控制来证明合规性。
使用免除组合的一个重要方面是,当有大量母材金属稀释时,例如焊接根部焊道或单道角焊缝时,可能难以达到这一最大硬度值,此时需要非常严格控制焊接参数。在这些情况下,根据设计要求,可以考虑进行一些测试。
热影响区的控制
SP0472要求所有承压边界焊缝和内部附件焊缝的HAZ,以及压力容器设备中的修复焊缝和某些外部附件焊缝,其硬度必须符合最大248HV10的要求。
SP0472路线图提供了实现这一HAZ硬度的两种总体方法。两种方法都需要控制母材的化学成分,然后采用额外的控制方法。第一种额外控制是对焊接件进行PWHT。第二种可能的额外控制是应用SP0472建议的"热方法"之一,即冷却时间控制或回火焊道焊接,然后在工艺评定期间进行HAZ硬度调查,以验证热方法是否成功。
母材化学成分控制
母材化学成分控制关注的是金属的碳当量(CE),计算公式为:
为最小化产生不可接受的高硬度HAZ的风险,建议当钢的碳含量大于0.18wt%时,使用碳当量(CE)小于0.43(对于厚度大于1英寸的部件为0.45)的钢材。当碳含量小于0.18wt%时,最大CE应由用户指定。还对钒和铌含量设定了限制,必须考虑微合金化问题(见附录A讨论)。
对于许多BS EN钢材来说,这问题不大,因为这些钢材规定低碳含量或最大CE小于0.42。ASME钢材允许高得多的碳含量,且不要求指定CE公式所需的所有元素,因此按ASME规范订购承压材料时需要谨慎。
额外控制方法1 — 焊后热处理
PWHT回火将降低焊缝硬度和残余应力,这两个因素都会降低开裂风险。根据建造规范,无论如何都可能要求进行PWHT — ASME VIII《非燃烧压力容器》要求厚度超过约32mm时进行PWHT,ASME B31.3《工艺管道》要求厚度超过19mm时进行PWHT。应尽可能使用较高的PWHT温度,以获得最大回火效果。BS EN 13445第4部分(压力容器规范)允许PWHT温度低至550°C,BS PD 5500中也有使用类似低温的选项。如此低的温度可能无法提供所需的硬度降低,应考虑先前经验。
PWHT必须正确执行,因此PWHT程序必须考虑工艺、加热和冷却速率、保温时间、热区、测量位置及所有这些的公差。SP0472附录D提供了一些关于PWHT应用的指导。
额外控制方法2 — 热方法
如上所述,控制HAZ硬度的第一种可能热方法是控制焊接件在800°C至500°C(1470°F至930°F)之间的冷却时间。这可以防止产生硬显微组织。
必须指定生产焊接的最小冷却时间't₈/₅'或冷却速率。该冷却速率的计算在SP0472附录C中描述,考虑了接头形式、预热和工艺热输入。该方法通过在代表性母材上进行焊前生产焊接试验来验证,使用HAZ硬度可接受的最快冷却速率;因此可能需要进行几次试验。成功的试验可能使所有其他以慢于试验件冷却速率(根据附录C公式计算)进行生产焊接的焊缝获得资格。这可能需要对焊工进行专门培训,使其在行走速度、摆动等方面在非常严格的限制内沉积焊缝金属,并需要在生产焊接期间进行密切监督,可能需要进行温度监测。
第二种可能的热方法是回火焊道焊接,这是一种通过利用后续焊道的热输入来细化和回火底层焊道HAZ,从而降低HAZ硬度的方法。ASME IX的QW-290条款规定了回火焊道焊接的要求、重要变素和焊接工艺评定。
该技术在需要进行局部焊接修复时非常有用,但需要非常精确地放置焊道,焊工需要具备高超技能,以确保正确且一致的焊道重叠和行走速度,并且回火焊道层不会重叠到母材HAZ上。在焊工能够成功通过资格考试并在生产中应用该技术之前,可能需要进行长时间的培训期。
焊前硬度调查
焊接工艺评定是验证为控制硬度而采取的方法是否能产生符合硬度要求的焊缝的最常用方法。它按照ASME IX要求,使用实际生产材料或相同钢级但具有所用材料最大碳当量的钢材进行。在试验件焊接期间记录焊接变素,硬度测试是强制性的,试验焊缝HAZ硬度应小于248HV10,焊缝金属硬度平均小于200HBW。硬度测试调查按照NACE MR0103描述进行。除ASME IX要求外,SP0472还要求对接焊缝和角焊缝分别进行评定;虽然非强制,但建议分别评定单道和多道角焊缝。单道角焊缝的硬度很容易超过300HV,特别是在焊接厚钢板(如超过25mm厚)时。
试验件厚度(因此冷却速率)可能是个问题,因为ASME IX允许生产部件厚度为资格考试试验件的两倍。当较厚部件不进行PWHT时,需要考虑是使用规范允许的最薄试验件进行工艺资格考试,还是使用与最大生产厚度匹配的试验件。
生产中使用的焊接工艺规程(WPS)必须包含与资格考试试验件匹配的参数。生产焊缝与试验件的热输入差异不得超过-10%和+25%,预热和层间温度必须等于或高于试验件。生产焊接限于相同规范和钢级、碳当量匹配或更低的钢材。
质量控制必须基于最佳实践,由训练有素且合格的焊工在足够数量的合格焊接工长和检验员监督下进行。焊后检验和无损检测将按建造规范要求执行。SP0472未将生产焊缝的硬度测试作为强制要求,但由于可接受的低硬度对满意的服役性能至关重要,且对如此多的变量敏感,建议在完成后对焊缝和HAZ硬度进行一些检查。这需要使用便携式硬度测试设备,第74和75号工作知识文章讨论了一些可用的方法。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808415

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”