“钛”强了!耐腐蚀的钛合金值得深度了解一下
2024-01-25 16:22:07
作者:腐蚀与防护 来源:腐蚀与防护
分享至:
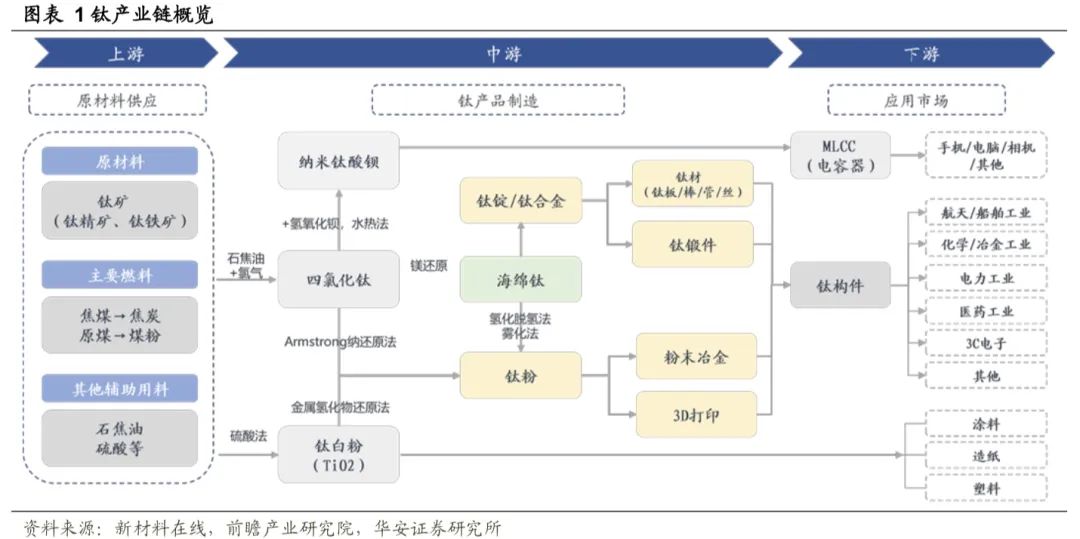
钛是重要的结构金属之一,地壳中储量丰富,其含量占地壳质量的0.61%,在所有元素中含量居第十位。钛性能优异,具有较高的比强度、低密度、优异的生物相容性和耐腐蚀性,被誉为“战略金属”、“第三金属”及“海洋金属”,是极具发展前景的结构材料,广泛应用于航空航天、海洋工程、汽车工艺、医疗设备等领域。
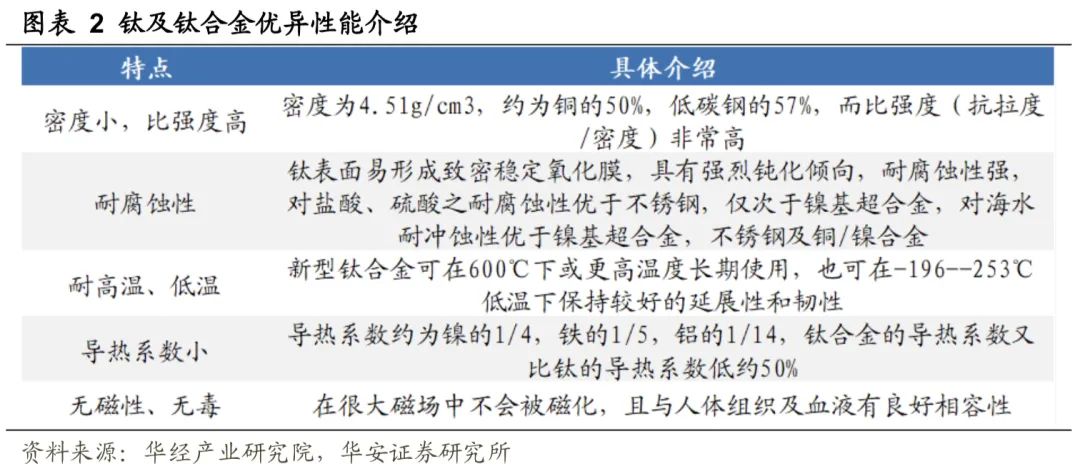
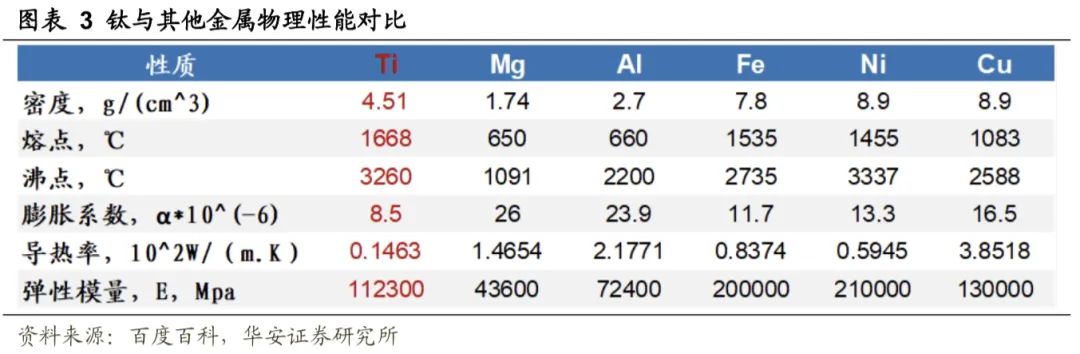
(1) 熔点高,比铁、镍都要高,作为耐热材料有很大的潜力,钛的热膨胀系数较小,高温条件下或热加工过程中产生较小的热应力;(2) 密度小,为4.51 g/cm3,约为钢的60%、铜的50%、铝的1.8倍。
(3) 易加工成形,且具有优异的耐腐蚀性能,屈强比较高,使得钛和钛合金冷变形成形时回弹性大,不易成形和矫直。
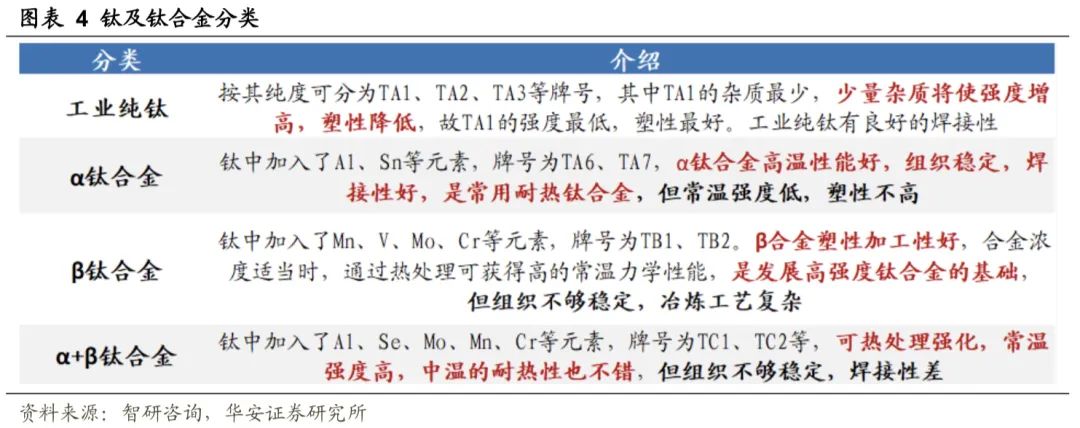
钛的材料强度和加工难易很大程度上取决于钛的纯度,纯度越高,加工越容易,但强度越低。在钛中加入其他元素制成钛合金可获得更佳的性能。根据纯度及添加元素不同,钛及钛合金又具体可分为工业纯钛,α钛合金、β钛合金及α+β钛合金。其中α+β是双相合金,组织稳定性好,有良好的韧性、塑性和高温变形性能,能较好地进行热压力加工,能进行淬火、时效使合金强化。α+β钛合金力学性能变化范围较宽,可适应各种用途,约占航空工业使用的钛合金70%以上。目前国内外应用最广泛的α+β钛合金是Ti-Al-V系的Ti-6Al-4V,即TC4合金。
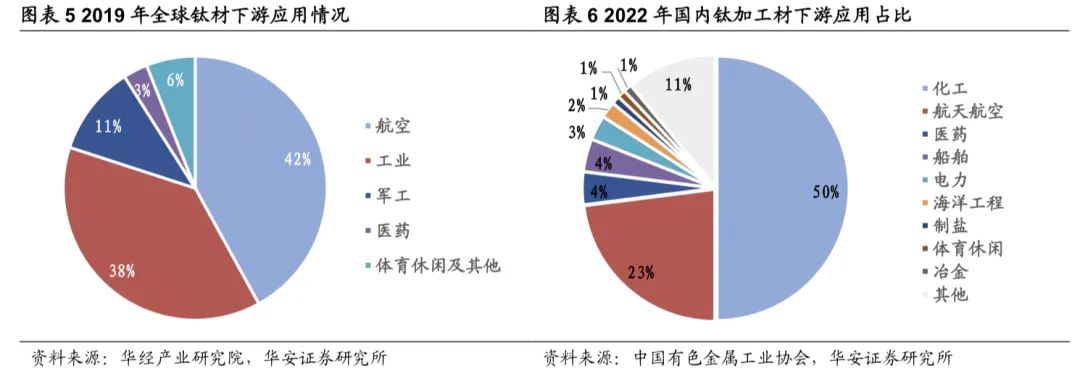
全球钛材主要应用于航空及工业领域,我国钛材在航空航天领域应用仍有较大提升空间。根据华经产业研究院的统计数据显示,2019年全球钛材下游应用集中于航空(42%)及工业(38%)领域。根据中国有色金属工业协会的数据,我国2022年钛加工材下游则主要应用于化工,占比50%,航空航天领域应用占比仅为23%,可见我国钛材在航空航天领域的应用仍有较大的提升空间。
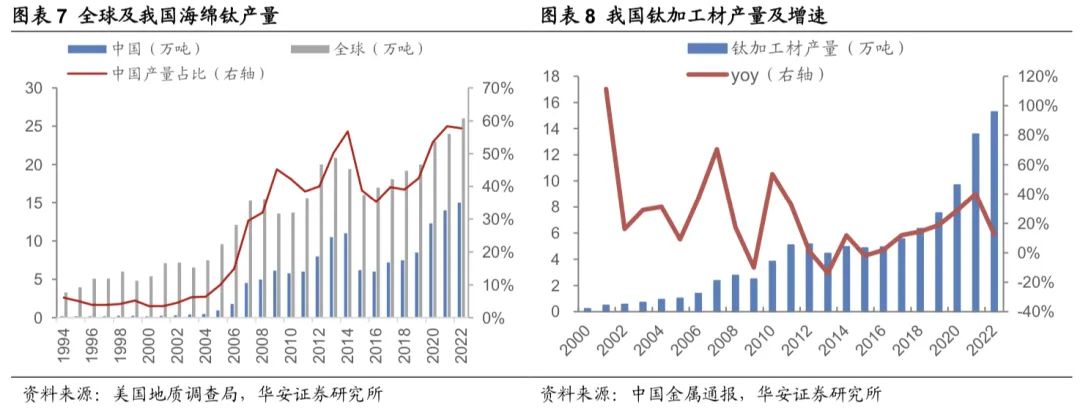
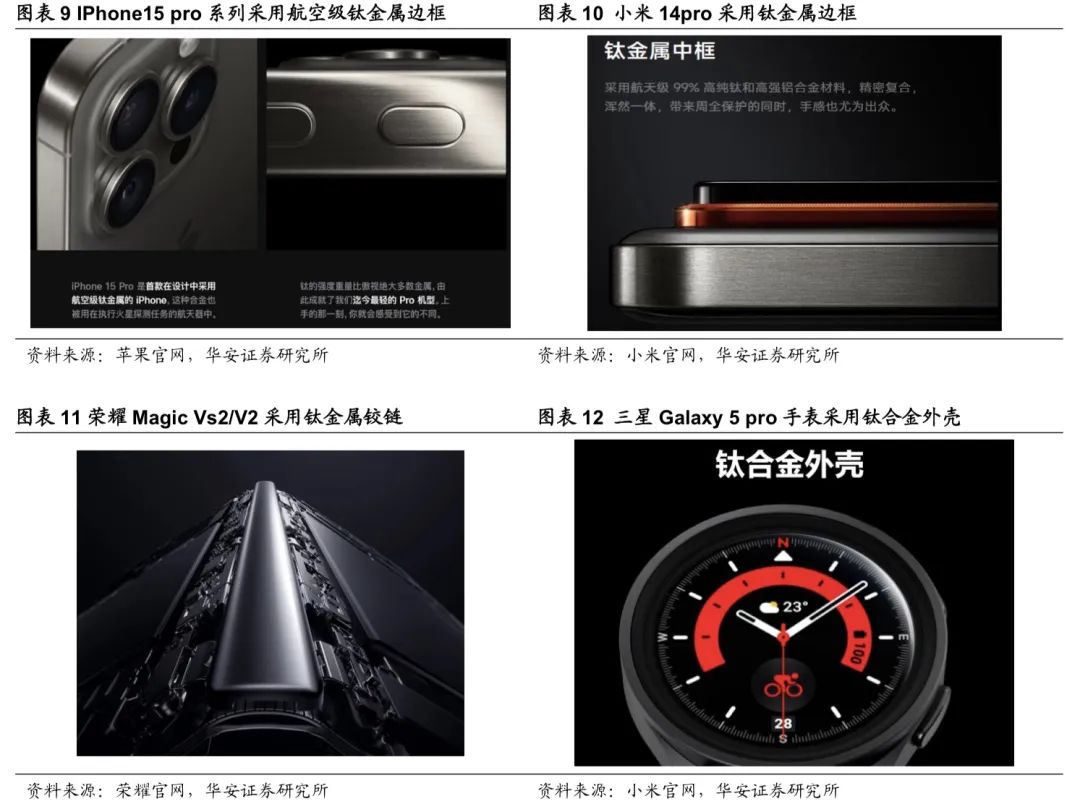
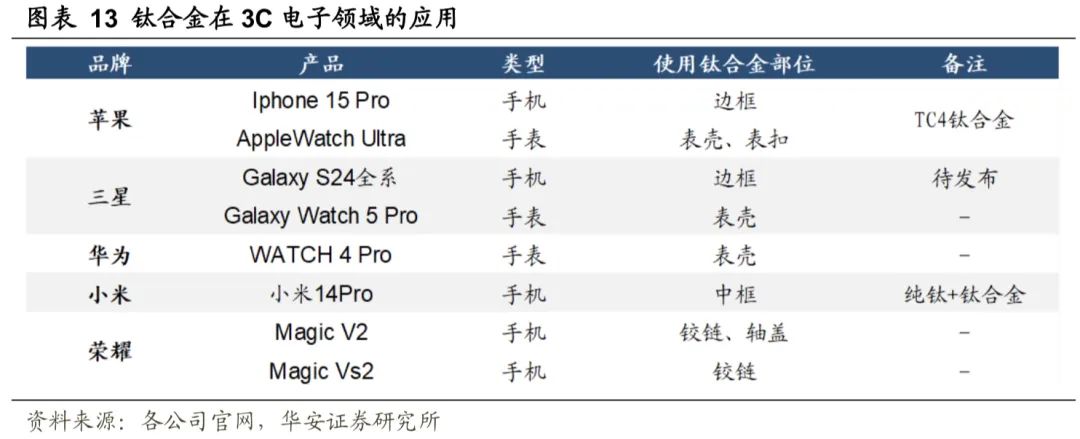
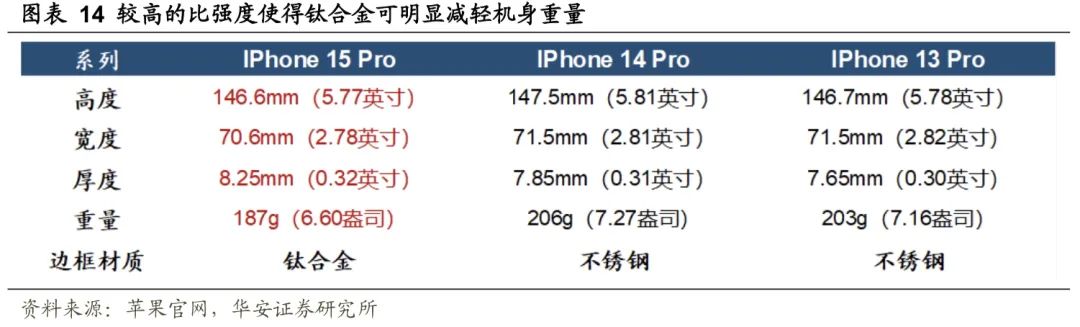
我国钛材及上游海绵钛产量持续增长。根据美国地质调查局,我国海绵钛(钛加工材上游重要原材料)产量稳步增长,占全球产量比例不断提升,2022年全球海绵钛产量26万吨,我国海绵钛产量15万吨,占比57.69%。根据中国金属通报,我国钛加工材产量由2000年的0.22万吨提升至2022年的15.27万吨,产量CAGR为21.2%。钛合金可满足3C电子减重、坚固、耐磨等多重需求。钛合金比强度高、密度小、耐腐蚀及生物兼容性高,用于3C电子可提升其坚固耐用性能同时具备轻量化属性。目前已有部分机型及穿戴设备在边框、背板、铰链等使用钛合金,如IPhone 15pro系列、AppleWatch Ultra、小米15pro钛系列、三星Watch 5pro、荣耀Magic V2折叠屏等。(1)坚固、耐用兼顾减重:以IPhone 15Pro系列为例,其所使用的TC4(Ti-6Al-4V)钛合金为α+β型钛合金,TC4钛合金也是目前使用量最大的钛合金,约占钛合金总产量的50%以上,具有良好的热强性、耐蚀性和低温韧性,广泛应用于火箭壳体和航天器等航空航天领域,故保证了产品的坚固耐用程度。同时由于添加了铝,进一步减小合金密度,使得产品重量变轻。通过对比IPhone 15Pro与IPhone 13/14Pro(使用不锈钢边框)系列,15Pro重量为187 g,13/14Pro重量分别为203和206 g。钛合金中框可在提升产品坚固程度的同时减轻机身重量。(2)良好生物相容性:部分金属元素容易与人体汗液中的盐离子反应,使得金属元素更加活泼(离子化),渗透入皮肤后引发金属过敏的成分,常见易引发金属过敏的元素有镍、钴、铬。钛合金与人体组织和血液相容性好,为亲生物金属,可在医学上以钛制成人造骨骼植入体内,用钛合金制作产品外壳可避免金属过敏。(3)美观,不留指纹:钛合金硬度高,热形变小,耐腐蚀,且为亲生物金属,故而保证手机或手表外壳不易变形、划伤、磕碰与褪色,不留指纹,增强产品美观度。
钛合金零件的制备工艺可分为CNC及3D打印等途径,过去传统的CNC切削磨削由于成品率低、刀具磨损严重等原因制作成本较高,也是影响钛合金渗透率提升的核心原因之一。随着技术迭代,CNC切削磨削成型率不断提升,工艺成熟同时保证精度,为当前钛合金主流加工方式。此外,3D打印技术以缩短交期、降低成本、成形复杂结构零件为目的,可一次性完成传统构件铸、锻、焊、机加工等多工序制造方案,在钛合金铸件生产过程中具有显著技术优势。但是3D打印仍需要用机械加工进行表面处理(研磨、抛光等)。
通过机床和刀具对钛合金进行切削、铣削、车削等操作,将其加工成所需形状和尺寸的工件。机械加工是TC4钛合金加工中最常见的方法,具有加工精度高、工件表面质量好等优点。但由于TC4钛合金的高硬度和难切削性,机械加工时需要选用合适的刀具材料和切削参数,以确保加工质量和效率。
✓ 优点:工艺成熟、精度高、随加工良率的提升未来成本将持续下降;✓ 缺点:刀片磨损成本高,材料利用率低,工艺及生产周期较长等;✓ 改进方向:以提升涂层技术、使用硬质合金刀片等技术改进良率。
3D打印技术又称增材制造技术(AM),属于一种快速成型技术。3D打印的最大优势在于可以从原料直接自由制造复杂零件的能力,无需涉及诸如挤压、锻造、铸造和二次加工等传统制造方法即可获得所需的形状,且原料的利用率近100%。
目前,国内外常用的钛合金3D打印方法主要有以下几种:根据热源的不同可分为以激光为热源的激光选区烧结成形技术(SLS)、激光选区熔化成形技术(SLM)和激光近净成形技术(LSF);以电子束为热源的电子束选区熔化成形技术(EBSM)和电子束熔丝沉积成形技术(EBF)。
根据对比,EBSM技术或是未来最具发展前景的钛合金3D打印技术,原因如下:
(1)EBSM具有与SLM技术相当的成形精度、表面质量以及良好的力学性能,而且也克服了SLM技术不能成形大尺寸零件的缺点;
(2)整个成形过程均在真空环境下进行,有效防止成形过程中C、N、O元素对材料的污染;
(3)采用功率更大的电子束代替激光束,不但加快成形效率,而且降低生产成本。
以手机中框为例,我们来测算一下钛合金未来的需求量。目前,钛合金已实现批量化应用于手机中框(如IPhone 15Pro),且目前中框钛合金用量在3C产品中最大(单台手机中框所需消耗钛合金坯料约80 g),故我们以手机中框为例测算2027年所需钛合金及其市场规模,主要假设有:(1)假设智能手机出货量保持小幅平稳增长,2025-2027年的年均增速为2%;其中高端手机渗透率、高端手机钛合金中框渗透率持续提升;(2)单台手机中框所需钛合金坯料为80g,且主要采用TC4合金,TC4合金均价保持20万元/吨。以此测算可得出,2027年手机中框钛合金需求量约1.4万吨,对应市场规模为28亿元。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。