
疲劳案例:风力发电机组变桨轴承开裂
2022-11-30 10:52:28
作者: 张新国 来源: 热处理生态圈
分享至:


变桨轴承的结构形式通常有单排四点接触球轴承和双排同径四点接触球轴承两类,驱动形式有无齿、内齿、外齿三类。本文获得的样品为某风电场提供的1.5MW风力发电机组的一开裂变桨轴承,其结构为内齿驱动的双排同径四点接触球轴承。
一、宏观分析
(1)外观检验
本文进行失效分析的对象包括轴承内圈(2块,其中一块含有裂纹)、轴承外圈(2块)、滚子(10个),分析变桨轴承样块的外观尺寸,可确定该轴承为内齿双排同径四点接触球轴承。测得外圈高度H=158mm,外圈安装孔直径Dn=33mm,内圈安装孔直径dn=33mm,钢球直径Dw=40mm。参照GB/T 29717—2013《滚动轴承风力发电机组偏航、变桨轴承》中表5,可判断该变桨轴承的型号应为FD-033.40.1900.03K。其材料为42CrMo,预备热处理方式为调质处理。FD-033.40.1900.03K型轴承的外形尺寸如表1所示。
表1 FD-033.40.1900.03K轴承外形尺寸 (mm)

(2)断口宏观检验
宏观可观察到轴承内圈螺栓孔附近有一条长约70mm的裂纹,从齿根向滚道方向扩展,未完全穿透整个轴承截面,如图1所示。用线切割取出裂纹(断口),经清洗后拍照,如图2所示。从断口宏观形貌可以观察到典型的贝纹线特征,表明变桨轴承为疲劳开裂。从贝纹线走向,可判断疲劳源位于变桨轴承内圈轮齿的齿根处。
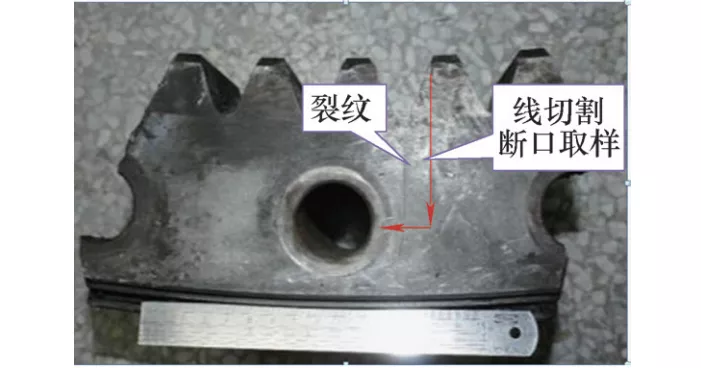
图1 变桨轴承内圈上的裂纹
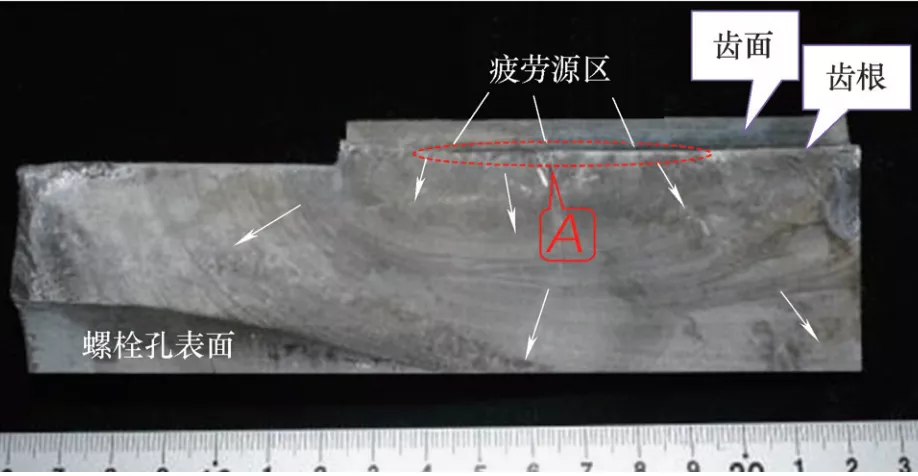
图2 变桨轴承内圈裂纹断口宏观形貌
(3)摩擦磨损表面宏观检验
用超景深数码显微镜分别观察轴承内圈轮齿、轴承套圈滚道以及轴承滚子的表面形貌,其中轮齿表面形貌如图3所示。图中的竖直条纹为机加工形成的表面磨痕,齿轮运行过程因接触疲劳产生了细小的点蚀坑。

图3 轮齿表面形貌
滚子表面形貌如图4所示,可观察到在滚子表面有较粗大的接触疲劳点蚀坑形成。
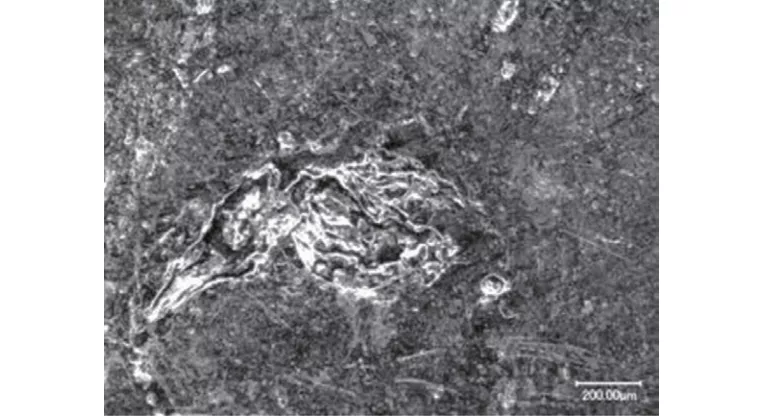
图4 滚子表面形貌
轴承内圈、外圈滚道表面形貌分别如图5、图6所示,在滚道表面可观察到大量的点蚀坑,同时表面还有微裂纹形成。
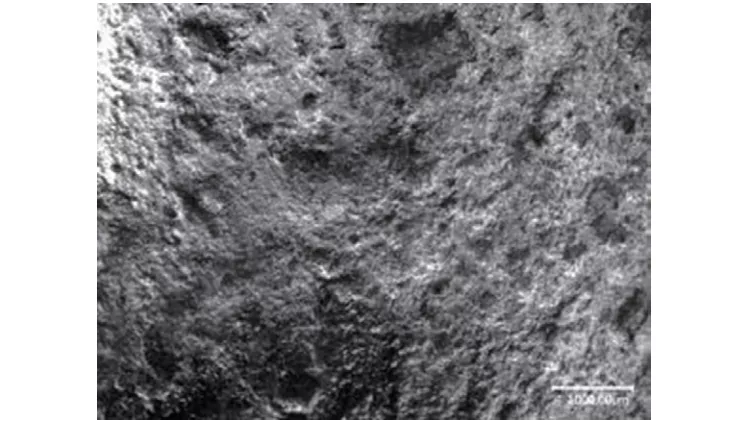
图5 轴承内圈滚道表面形貌
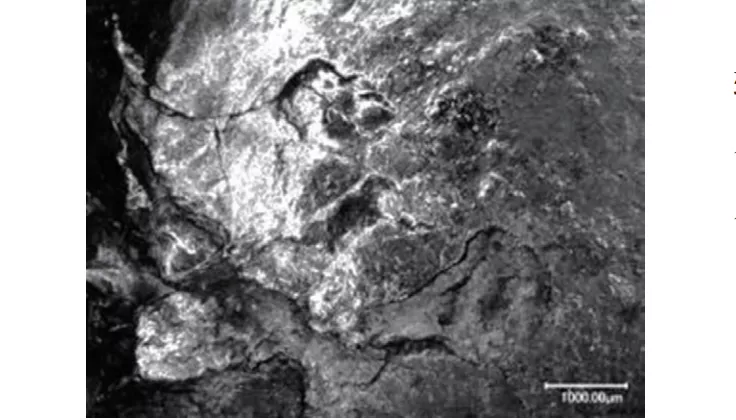
图6 轴承外圈滚道表面形貌
二、化学成分分析
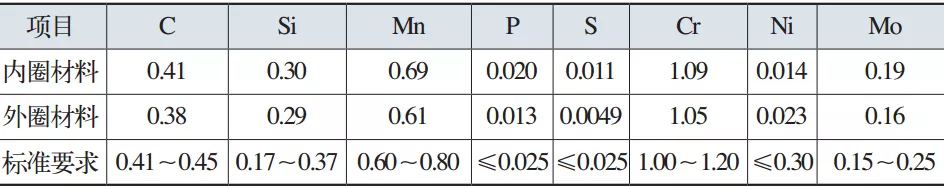
分别从轴承内外圈切取30mm×30mm×30mm试块,表面经砂轮打磨后用直读光谱仪测试轴承内外圈材料的化学成分,结果如表2所示。与GB/T29717—2013《滚动轴承风力发电机组偏航、变桨轴承》对照,轴承内外圈材料碳含量及主要合金元素含量均与42CrMo钢符合。
表2 变桨轴承材料成分(质量分数) (%)
三、金相分析
(1)轴承内圈淬硬层深度测试
从变桨轴承内圈裂纹附近垂直于滚道方向取样,制备金相试样,经4%硝酸酒精浸蚀,用数码相机拍照,如图7所示,可见整个滚道表面淬硬层深度分布不均匀。
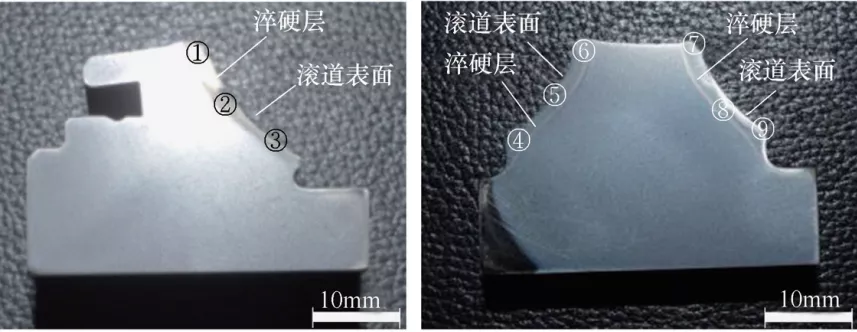
图7 轴承内圈截面金相样品全貌
用数码显微镜观察淬硬层的低倍金相组织,如图8所示。分别测量图7中各点的淬硬层深度,结果如表3所示。
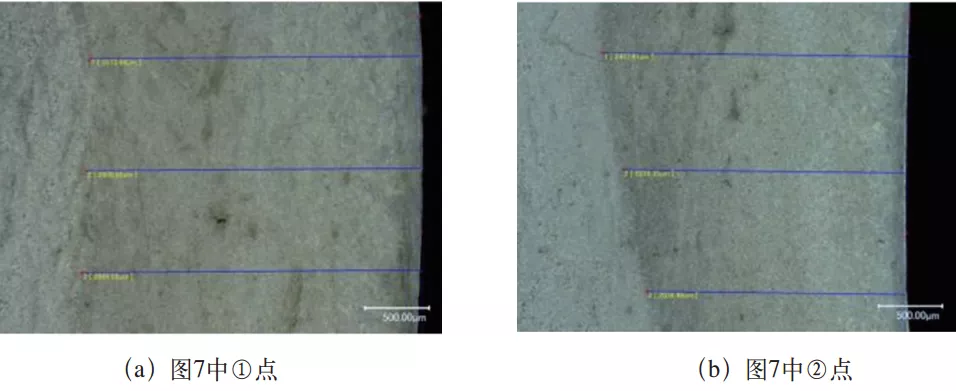
图8 轴承内圈宏观金相
表3 淬硬层深度测试结果 (μm)
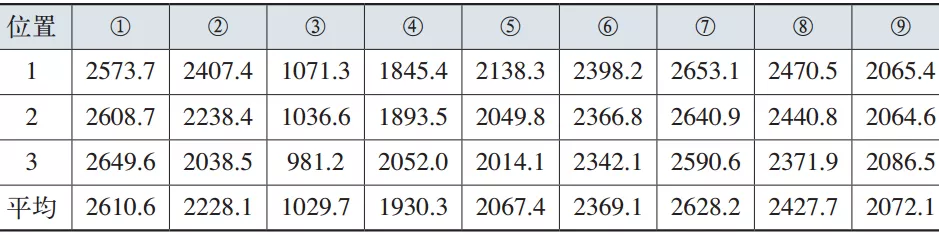
由表3可见,其轴承内圈滚道淬硬层深度在1.03~2.6mm分布。参照GB/T 29717—2013《滚动轴承风力发电机组变桨、偏航轴承》,对于钢球直径Dw=40mm的变桨轴承,淬硬层深度应≥3.5mm。本变桨轴承内圈滚道表面淬硬层深度未达到国标要求。
(2)轴承外圈淬硬层深度测试
用同样方法制备轴承外圈金相试样,如图9所示,可见其滚道表面淬硬层深度分布不均,且淬硬层深度显然未达到3mm。
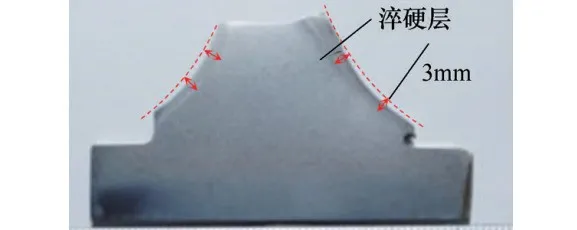
图9 轴承外圈截面金相样品全貌
用数码显微镜观察轴承外圈淬硬层的低倍金相组织,如图10所示。分别测量图10中各点的淬硬层深度,结果如表4所示。可见其滚道淬硬层深度在0.9~2.9mm分布,未达到GB/T 29717—2013所要求的≥3.5mm。
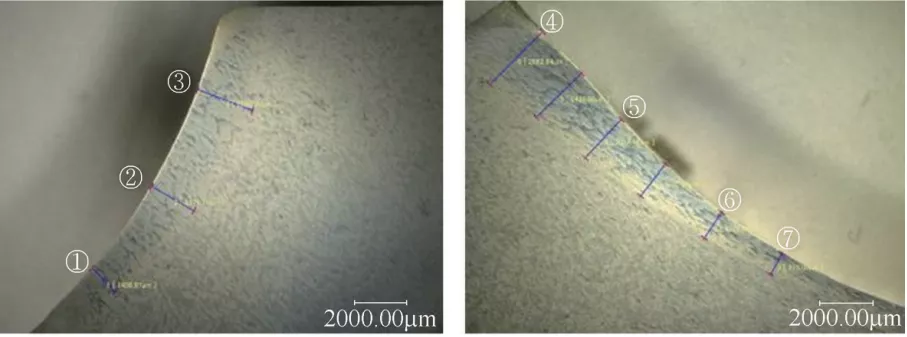
图10 轴承内圈宏观金相
表4 淬硬层深度测试结果

(3)夹杂物分析
轴承套圈金相试样抛光后未浸蚀的金相组织如图11所示,可见其夹杂物主要为球状(D类)细系,可评为1.0~1.5级。GB/T 29717—2013中对42CrMo轴承套圈材料要求D类非金属夹杂物不超过1.0级。可见失效轴承套圈材料中的非金属夹杂物略有超标。
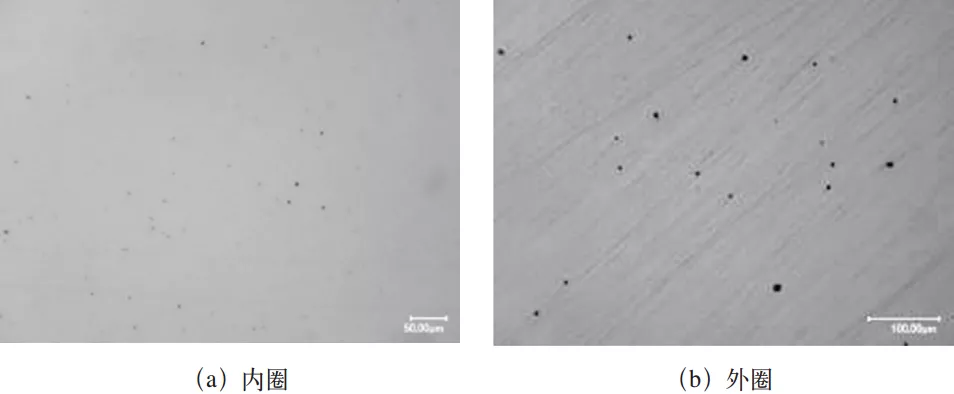
图11 变桨轴承套圈夹杂物分析(100×)
(4)轴承内圈金相组织分析
在轴承内圈金相试样中可见大量的显微裂纹,主要分布于淬硬层内,无特定的走向,如图12所示。在母材中未发现显微裂纹。
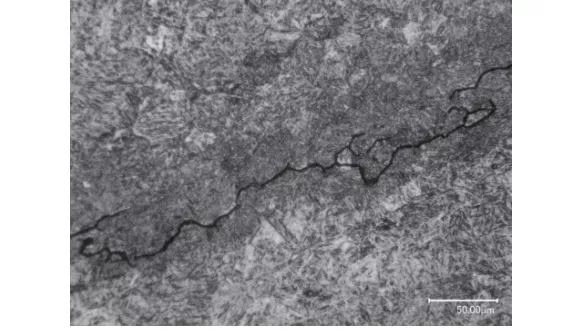
图12 变桨轴承内圈淬硬层中的显微裂纹
轴承内圈材料淬硬层金相组织如图13所示,其组织为回火马氏体,晶粒较为粗大。
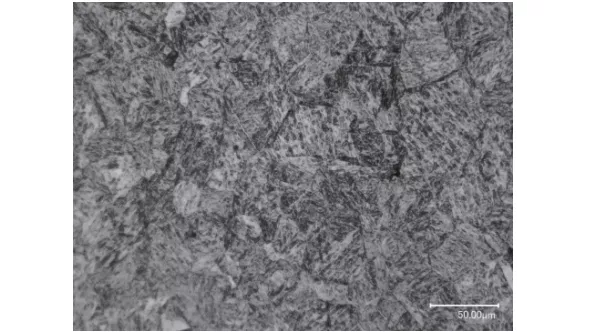
图13 变桨轴承内圈淬硬层金相组织(400×)
轴承内圈材料母材金相组织如图14所示,其组织为块状铁素体+回火索氏体。组织不均匀,并且铁素体有呈网状分布的趋势。
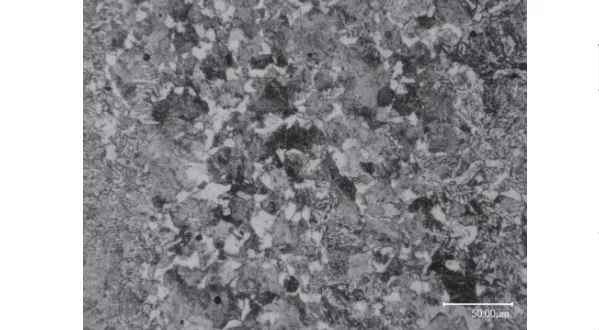
图14 变桨轴承内圈母材金相组织(400×)
(5)轴承外圈金相组织分析
轴承外圈材料淬硬层金相组织如图15所示,为回火马氏体组织,与轴承内圈相比,组织均匀细小。轴承外圈母材组织如图16所示,为回火索氏体+铁素体,组织均匀性差,与轴承内圈的组织特征基本相同。

图15 变桨轴承外圈表面淬硬层金相组织(400×)
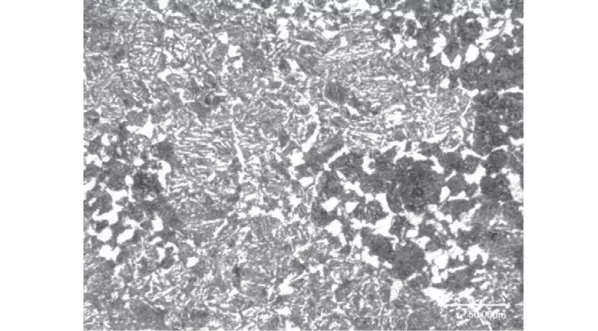
图16 变桨轴承外圈母材金相组织(400×)
四、力学性能测试
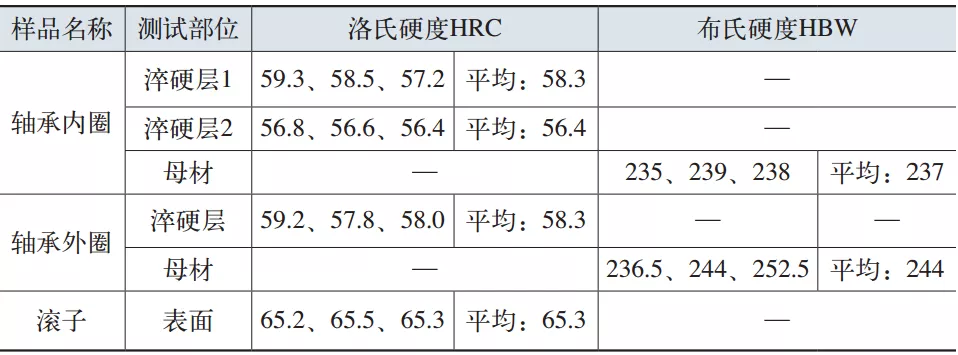
(1)硬度
用金相试样测试轴承内圈、外圈的硬度如表5所示。轴承滚子、轴承套圈滚道淬硬层的硬度达到GB/T 29717—2013要求。但轴承套圈母材硬层均未达到GB/T 29717—2013要求的260~300HBW。
表5 轴承套圈材料的硬度
(2)拉伸性能
从变桨轴承内圈沿圆周的切向取样,加工圆柱拉伸试样。取样位置及方向如图17所示。
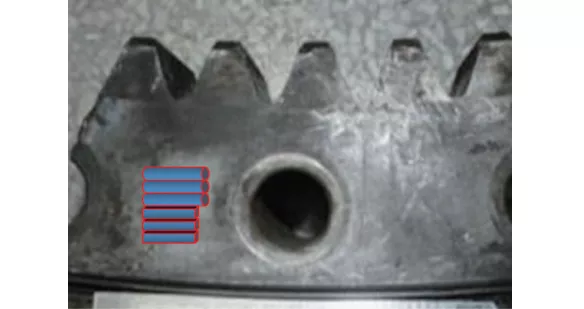
图17 取样位置和方向示意
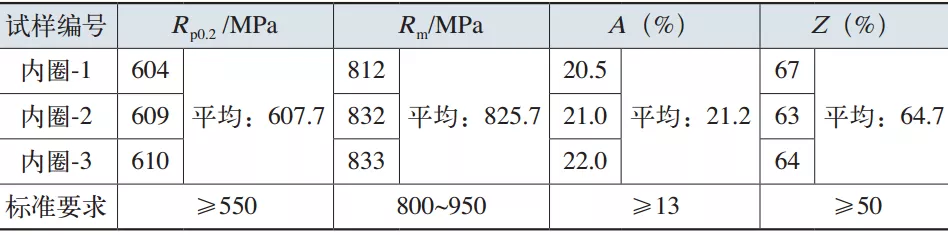
测得变桨轴承内圈材料的拉伸性能如表6所示,其各项指标均符合JB/T 6396—2006《大型合金钢锻件技术条件》。
表6 变桨轴承内圈材料的室温拉伸性能(20℃)
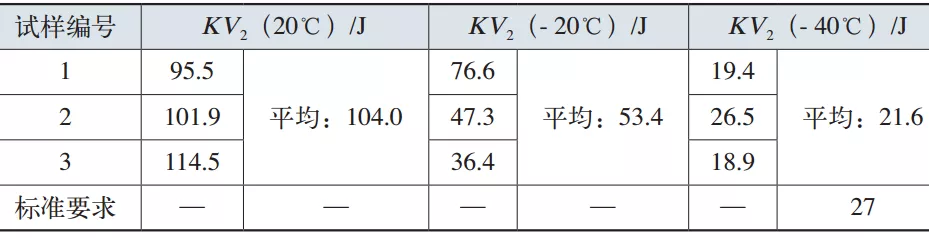
(3)冲击性能
从轴承内圈沿切向取样(参见图17),加工V型缺口夏比冲击试样。测得
轴承内圈材料的室温和低温冲击吸收能量,如表7所示。其-40℃下的冲击吸收能量未达到GB/T 29717—2013要求。
表7 变桨轴承内圈材料的冲击性能
五、断口扫描电镜分析
用扫描电镜(SEM)观察分析轴承内圈断口(裂纹)的显微形貌,图2中的疲劳源A区SEM形貌如图18所示。放大后可见该疲劳源区微观形貌呈典型的沿晶断裂特征,如图19所示。
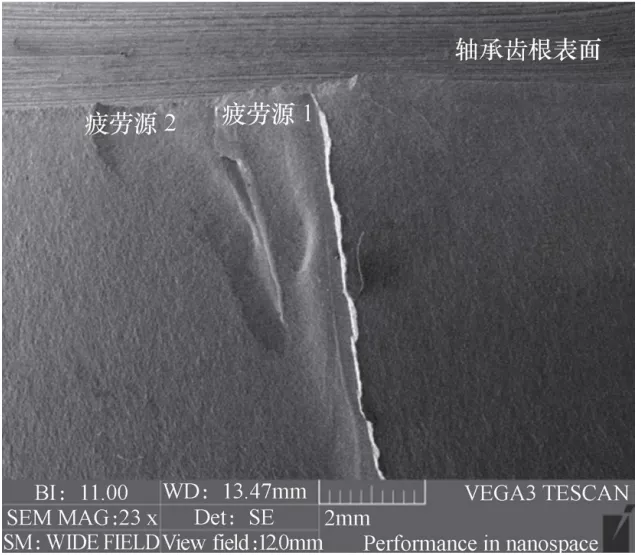
图18 疲劳源区SEM断口宏观形貌
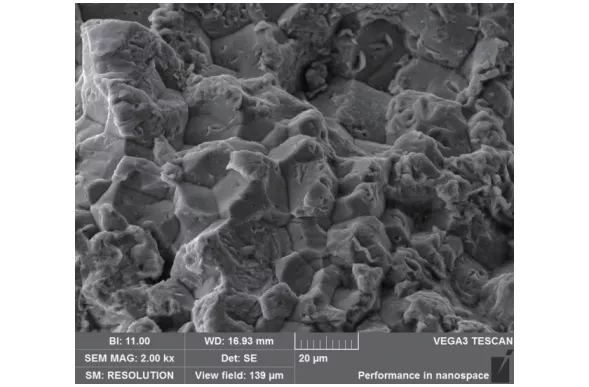
图19 图18中的疲劳源1区的SEM显微形貌
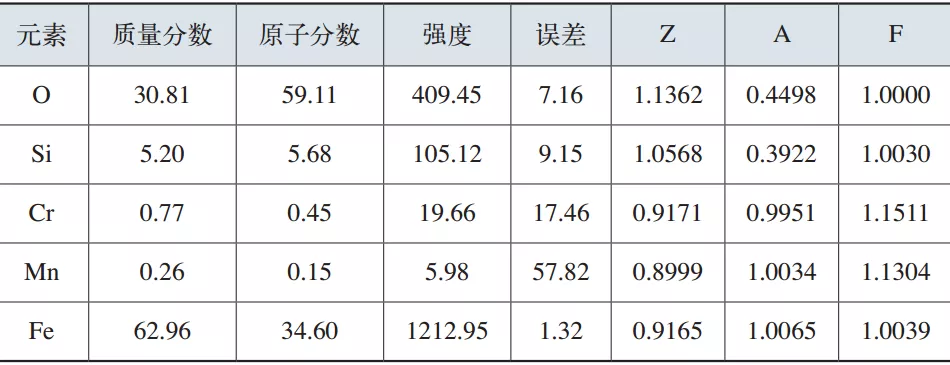
疲劳源从轮齿的齿根处形成,齿根表面有大面积的氧化或腐蚀产物存在,如图20所示。用能谱分析裂纹源附近齿根的表面成分,其能谱图如图21所示,元素定量结果如表8所示。
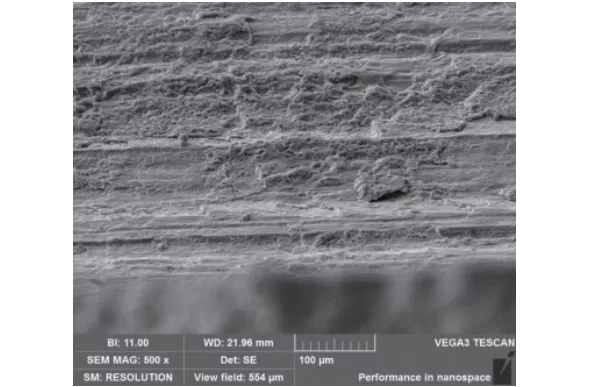
图20 疲劳源附近齿根表面SEM显微形貌
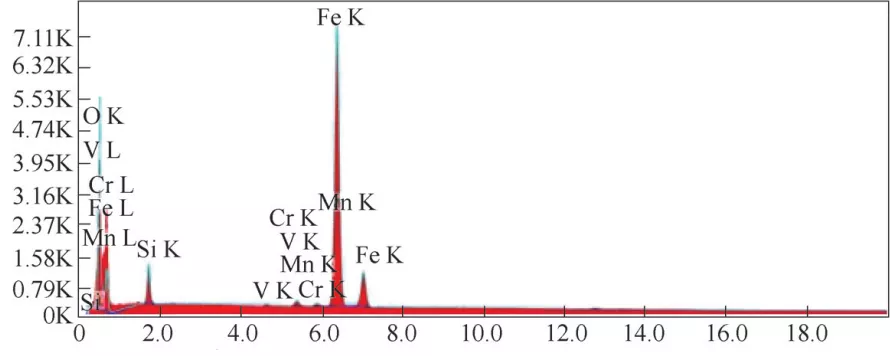
图21 疲劳源附近齿根表面能谱图
表8 疲劳源区次表面腐蚀产物能谱成分分析 (%)
疲劳扩展区SEM微观形貌如图22所示,呈准解理断裂特征。因裂纹尚未穿透轴承截面发生断裂,断口上无瞬断区。
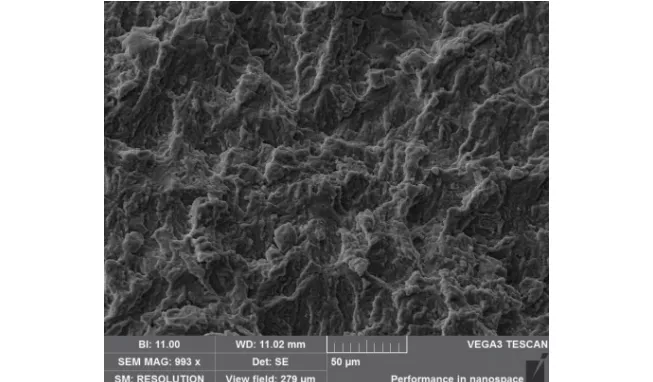
图22 疲劳扩展区的SEM显微形貌
六、分析结论
综合以上对产生裂纹的变桨轴承套圈材料的化学成分、金相组织、力学性能以及断口形貌的分析结果,得出以下结论:
(1)失效变桨轴承内圈为疲劳破坏,疲劳源位于轮齿的齿根应力集中处。
(2)测得变桨轴承内外圈滚道淬硬层深度0.9~2.9mm,未达到GB/T 29717—2013对于钢球直径Dw= 40mm的变桨轴承淬硬层深度应≥3.5mm要求;轴承内圈淬硬层中出现的显微裂纹与淬硬层深度不足和淬硬层组织粗大有关。
(3)轴承内外圈母材组织不均匀,铁素体存在网状分布趋势;套圈材料的硬度和低温冲击吸收能量均偏低,不满足GB/T 29717—2013要求,与材料锻造或热处理工艺有关。
(4)轴承套圈材料化学成分符合GB/T 29717—2013要求。
七、讨论
(1)轴承失效过程
由于轴承滚道淬硬层深度不够,在轴承运行过程中首先在滚道表面发生接触疲劳,导致在滚道表面产生大量的点蚀坑,引起轴承精度降低,振动加剧;随后在轴承内圈轮齿的齿根应力集中处产生疲劳裂纹源,由于轴承套圈材料硬度不足,低温韧性差,导致疲劳裂纹快速扩展而失效。
(2)建议
风力发电机组变桨轴承的失效,除了运行中受到不均匀交变载荷以及冲击外,制造过程中的锻造、热处理以及材质控制尤为重要,风电企业应重视大部件生产过程中的驻场监造环节,严格控制生产过程,杜绝生产工艺环节控制不当而对后期的安全生产埋下隐患。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8223

腐蚀与“海上丝绸之路”
点击数:6544