
常用金属材料及热处理
2022-01-06 10:41:53
作者:慧萱 来源:自动化设备维修与管理
分享至:


在设备维修或改造过程时,需要委托加工厂对配件进行加工。那么,作为设备技术员而非专业设计人员,在选择配件材料以及热处理方式时,经常无法确定使用哪种材料,并且需要哪种热处理方式。下面对一些常用的金属及热处理方式进行简单的介绍:
一、金属材料分类
1、黑色金属
(1)钢
a、碳素钢
b、合金钢:合金结构钢、合金工具钢、特殊性能钢(不锈钢、耐热钢、磁钢)
(2)铸铁
白口铸铁、灰口铸铁、球墨铸铁、可锻铸铁
2、有色金属(铝、铜、锡、铅、锌等及其合金)
二、材料的力学性能
1.强度:金属材料在静负载作用下,抵抗变形或破坏的能力。(抗拉强度、抗压强度和抗弯强度)
2.塑性:材料在载荷作用下产生塑性变形而不致破坏的能力
3.硬度:材料抵抗局部变形,特别是塑性变形、压痕或划痕的能力(洛氏硬度、布氏硬度)
4.韧性:金属材料抵抗冲击载荷作用而不破坏的能力
三、常用金属材料及其特性
1、45——优质碳素结构钢,是最常用中碳调质钢。
主要特征: 最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理。应用举例: 主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。焊接件注意焊前预热,焊后消除应力退火。
2、Q235A(A3钢)——最常用的碳素结构钢。
主要特征: 具有高的塑性、韧性和焊接性能、冷冲压性能,以及一定的强度、好的冷弯性能。应用举例: 广泛用于一般要求的零件和焊接结构。如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构、桥梁等。
3、40Cr——使用最广泛的钢种之一,属合金结构钢。
主要特征: 经调质处理后,具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,水冷时复杂形状的零件易产生裂纹,冷弯塑性中等,回火或调质后切削加工性好,但焊接性不好,易产生裂纹,焊前应预热到100~150℃,一般在调质状态下使用,还可以进行碳氮共渗和高频表面淬火处理。应用举例:调质处理后用于制造中 速、中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等,调质并高频表面淬火后用于制造表面高硬度、耐磨的零件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆、螺钉螺母、进气阀等,经淬火及中温回火后用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴、套环等,经淬火及低温回火后用于制造重载、低冲击、耐磨的零件,如蜗杆、主轴、轴、套环等,碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮等。
4、HT150——灰铸铁应用举例:齿轮箱体,机床床身,箱体,液压缸,泵体,阀体,飞轮,气缸盖,带轮,轴承盖等
5、35——各种标准件、紧固件的常用材料
主要特征: 强度适当,塑性较好,冷塑性高,焊接性尚可。冷态下可局部镦粗和拉丝。淬透性低,正火或调质后使用应用举例: 适于制造小截面零件,可承受较大载荷的零件:如曲轴、杠杆、连杆、钩环等,各种标准件、紧固件
6、65Mn——常用的弹簧钢应用举例:小尺寸各种扁、圆弹簧、座垫弹簧、弹簧发条,也可制做弹簧环、气门簧、离合器簧片、刹车弹簧、冷卷螺旋弹簧,卡簧等。
7、0Cr18Ni9——最常用的不锈钢(美国钢号304,日本钢号SUS304)特性和应用: 作为不锈耐热钢使用最广泛,如食品用设备,一般化工设备,原于能工业用设备
四、热处理
1. 普通热处理
(1)退火:把钢加热到一定温度(800~940℃),经过较长时间的保温,然后缓慢冷却(一般为炉冷)的一种热处理工艺。
目的:使钢中的碳化物球化,降低硬度,改善切削加工性能。
(2)正火:是退火的一种特殊形式,不同之处是正火加热温度高,冷却速度快(采用空气冷却)
目的:使钢中的碳化物球化,降低硬度,改善切削加工性能。但处理后的强度、硬度较高。
(3)淬火:钢加热到硬顶的温度,保温一定时间后,在水、盐水或油等介质中冷却的一种处理工艺
目的:提高钢的硬度和耐磨性
(4)回火:淬火后的钢件重新加热到一定温度,经过一段保温时间后,在空气或油中冷却。
目的:保证钢的的高硬度和耐磨性。
生产中把淬火后接着进行高温回火称调质处理
2.表面热处理
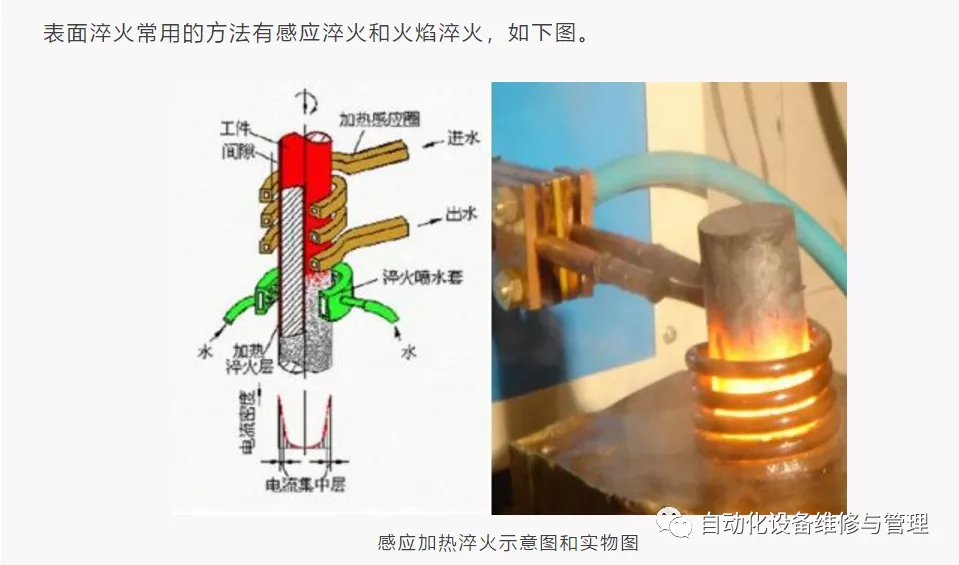
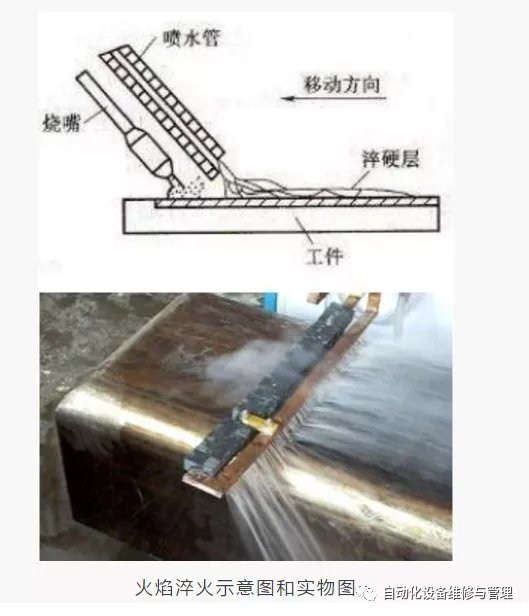
(1)表面淬火
火焰淬火
感应加热淬火(高频淬火)
(2)化学热处理
a、渗碳:将低碳钢或低碳合金钢放入渗碳介质中,通过加热和保温,使活性碳原子渗入工件
目的:提高表面硬度
b、渗氮:将活性氮原子渗入工件表面并与钢中的某些元素形成氮化物(主要加工精密零件)。
目的:提高表面的硬度、耐磨性、热硬性和疲劳强度
c、液体碳氮共渗:钢表面同时渗入碳原子和氮原子的过程
目的:提高耐磨性和硬度机修钳工培训
d、发黑:金属表面生成一层致密而与基体牢固结合的薄膜。(膜式黑色、红棕色或蓝黑色)
目的:金属起防锈作用;增加表面的美观光泽;减小工件中的内应力。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7384

腐蚀与“海上丝绸之路”
点击数:5932