
难怪奥氏体不锈钢焊接经常出问题,原来是这些点没有注意到!
2021-10-21 15:11:25
作者:阿洁 来源:设备管理与防腐
分享至:


奥氏体不锈钢在焊接特点:焊接过程中的弹、塑性应力和应变量很大,却极少出现冷裂纹。焊接接头不存在淬火硬化区及晶粒粗大化,故焊缝抗拉强度较高。
奥氏体不锈钢焊接主要问题:焊接变形较大;因其晶界特性和对某些微量杂质(S、P)敏感,易产生热裂纹。

奥氏体不锈钢的5大焊接问题及处理措施
01 碳化铬的形成,降低焊接接头抗晶间腐蚀能力。
晶间腐蚀:根据贫铬理论,焊缝和热影响区在加热到450-850℃敏化温度区时在晶界上析出碳化铬,造成贫铬的晶界,不足以抵抗腐蚀的程度。
(1)针对焊缝晶间腐蚀和目材上敏化温度区腐蚀,可采用下列措施加以限制:
a.减少母材及焊缝的含碳量,母材中添加稳定化元素Ti、Nb等元素使之优先形成MC,以避免Cr23C6形成。
b.使焊缝形成奥氏体加少量铁素体的双相组织。焊缝中存在一定数量的铁素体时,可细化晶粒,增加晶粒面积,使晶界单位面积上的碳化铬析出量减少。
铬在铁素体中溶解度较大,Cr23C6优先在铁素体中形成,而不致使奥氏体晶界贫铬;散步在奥氏体之间的铁素体,可防止腐蚀沿晶界向内部扩散。
c.控制在敏化温度区间的停留时间。调整焊接热循环,尽可能缩短600~1000℃的停留时间,可选择能量密度高的焊接方法(如等离子氩弧焊),
选用较小的焊接线能量,焊缝背面通氩气或采用铜垫增加焊接接头的冷却速度,减少起弧、收弧次数以避免重复加热,多层焊时与腐蚀介质的接触面尽可能最后施焊等。
d.焊后进行固溶处理或稳定化退火(850~900℃)保温后空冷,以使碳化物充分析出,并使铬加速扩散 )。

(2)、焊接接头的刀状腐蚀,为此,可采取如下预防措施:
由于碳的扩散能力较强,在冷却过程中将偏聚在晶界形成过饱和状态,而Ti、Nb则因扩散能力低而留于晶体内。当焊接接头在敏化温度区间再次加热时,过饱和碳将在晶间以Cr23C6形式析出。
a.降低含碳量。对于含有稳定化元素的不锈钢,含碳量不应超过0.06%。
b.采用合理的焊接工艺。选择较小的焊接线能量,以减少过热区在高温停留时间,注意避免在焊接过程中产生“中温敏化”效果。
双面焊时,与腐蚀介质接触的焊缝应最后施焊(这是大直径厚壁焊管内焊在外焊之后进行的原因所在),如不能实施则应调整焊接规范及焊缝形状,尽量避免与腐蚀介质接触的过热区再次受到敏化加热。
c.焊后热处理。焊后进行固溶或稳定化处理。
02 应力腐蚀开裂
可采用下列措施防止应力腐蚀开裂的发生:
a.正确选择材料及合理调整焊缝成分。高纯铬-镍奥氏体不锈钢、高硅铬-镍奥氏体不锈钢、铁素体-奥氏体不锈钢、高铬铁素体不锈钢等具有较好的抗应力腐蚀性能,焊缝金属为奥氏体-铁素体双相钢组织时抗应力腐蚀性良好。
b.消除或减小残余应力。进行焊后消除应力热处理,采用抛光、喷丸和锤击等机械方法降低表面残余应力。
c.合理的结构设计。以避免产生较大的应力集中。

03 焊接热裂纹(焊缝结晶裂纹、热影响区液化裂纹)
热裂纹敏感性主要取决于材料的化学成分、组织与性能。Ni易与S、P等杂质形成低熔点化合物或共晶,硼、硅等的偏析,将促使产生热裂纹。
焊缝易形成方向性强的粗大柱状晶组织,有利于有害杂质和元素的偏析。从而促使形成连续的晶间液膜,提高了热裂纹的敏感性。若焊接不均匀加热,则易形成较大的拉应力,促进焊接热裂纹的产生。
防止措施:
a.严格控制有害杂质S、P的含量。
b.调整焊缝金属的组织。双相组织焊缝具有良好的抗裂性能,焊缝中的δ相可细化晶粒,消除单相奥氏体的方向性,减少有害杂质在晶界的偏析,且δ相能溶解较多的S、
P,并能降低界面能,组织晶间液膜的形成。
c.调整焊缝金属合金成分。在单相奥氏体钢中适当增加Mn、C、N的含量,加入少量的铈、镐、钽等微量元素(可细化焊缝组织、净化晶界),可减少热裂纹敏感性。
d.工艺措施。尽量减小熔池过热,以防止形成粗大的柱状晶,采用小线能量及小截面焊道。
例如25-20型奥氏体钢易出现液化裂纹。可通过严格限制母材的杂质含量及晶粒度,采用高能量密度的焊接方法、小线能量和提高接头的冷却速度等措施。

04 焊接接头的脆化
热强钢应保证焊接接头的塑性,防止高温脆化;低温用钢要求具有良好的低温韧性,防止焊接接头发生低温脆断。

05 焊接变形较大
因导热率低、膨胀系数大,故焊接变形较大,可采用夹具防止变形。奥氏体不锈钢的焊接方法和焊接材料的选择:
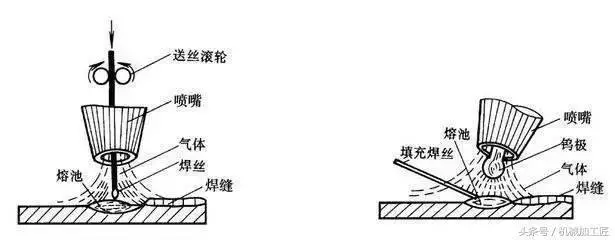
奥氏体不锈钢可用钨极氩弧焊(TIG)、熔化极氩弧焊(MIG)、等离子氩弧焊(PAW)及埋弧焊(SAW)等方法进行焊接。
奥氏体不锈钢因其熔点低、导热系数小、电阻系数大,故焊接电流较小。应采用窄焊缝、窄焊道,减少高温停留时间,防止碳化物析出,减少焊缝收缩应力,降低热裂纹敏感性。
焊材成分尤其是Cr、Ni合金元素要高于母材。采用含有少量(4~12%)铁素体的焊接材料,以保证焊缝良好的抗裂(冷裂、热裂、应力腐蚀开裂)性能。
焊缝中不允许或不可能存在铁素体相时,焊材应选用含Mo、Mn等合金元素的焊接材料。
焊材中的C、S、P、Si、Nb应尽可能低,Nb在纯奥氏体焊缝中会引起凝固裂纹,但焊缝中有少量铁素体可有效避免。
焊后需进行稳定化或消除应力处理的焊接结构,通常选用含Nb的焊接材料。埋弧焊用于焊接中板,Cr、Ni的烧损可通过焊剂和焊丝中合金元素的过渡得到补充;
由于熔深大,应注意防止焊缝中心区热裂纹的产生和热影响区耐腐蚀性的降低。应注意选择较细的焊丝和较小的焊接线能量,焊丝需低Si、S、P。
耐热不锈钢焊缝中铁素体含量应不大于5%。Cr、Ni含量大于20%的奥氏体不锈钢,需选用高Mn(6~8%)焊丝,焊剂选用碱性或中性焊剂,以防止向焊缝中增Si,以提高其抗裂性能。
奥氏体不锈钢专用焊剂增Si极少,可向焊缝过渡合金,补偿合金元素的烧损,以满足焊缝性能和化学成分的要求。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741