
一文让你们了解超声波探伤检测,涨点基础知识
2019-11-20 09:53:17
作者:检验在线 来源:直观学机械
分享至:


超声波检测适用于金属、非金属和复合材料等多种试件的无损检测,缺陷定位准确,检测成本低,速度快,设备轻便。

一、原理与简介
超声波探伤是利用超声能透入金属材料的深处,并由一截面进入另一截面时,在界面边缘发生反射的特点来检查零件缺陷的一种方法,当超声波束自零件表面由探头通至金属内部,遇到缺陷与零件底面时就分别发生反射波,在荧光屏上形成脉冲波形,可以通过这些脉冲波形来判断缺陷位置和大小。
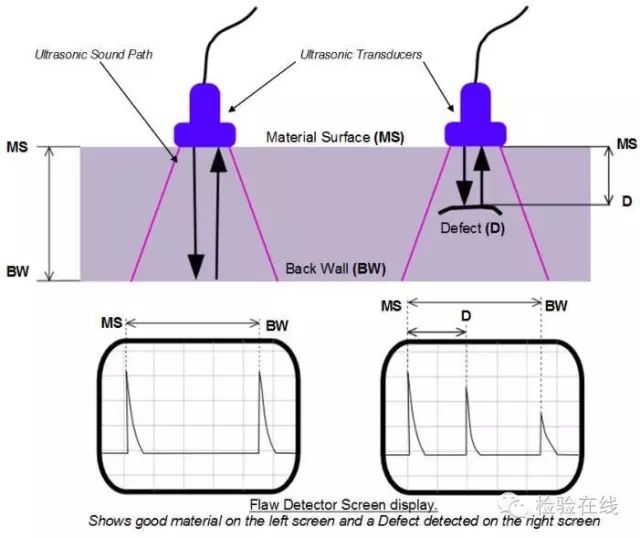
图:超声探伤原理示意图
超声波检测按照其原理可分为缺陷回波法、穿透法、共振法。按波形分可分为纵波、横波、表面波和板波等。纵波是用来探测金属铸锭、坯料、中厚板、大型锻件和形状比较简单的制件中所存在的缺陷;横波是探测管材中的周向和轴向裂缝、划伤、焊缝中的气孔、夹渣、裂缝、未焊透等缺陷;表面波可探测形状简单的铸件上的表面缺陷;板波可探测薄板中的缺陷。
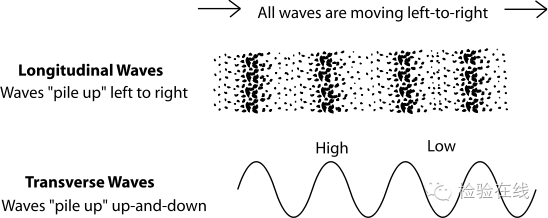
图:纵波&横波示意图
二、检测过程
超声检测方法可采用多种检测技术,每种检测技术在实施过程中,都有其需要考虑的特殊问题,其检测过程也各有特点。但各种超声检测技术又都存在着通用的技术问题。其检测过程也大致可分为以下几步:

1、试件的准备
为了提高检测结果的可靠性,应对受检件的材料牌号、性能,制造方法和工艺特点,影响其使用性能的缺陷种类及形成原因、缺陷的最大可能取向及大小、受检部位受力状态及检收标准进行了解。
2、检测条件的确定,包括超声波检测仪、探头、试块等的选择
入射方向的选择应使声束中心线与缺陷延伸平面,特别是与最大受力方向垂直的缺陷面尽可能地接近垂直,并力求得到缺陷最大信号,此外,为避免被探工件形状和结构可能产生反射或变型信号对缺陷的判别造成困难,入射方向还应选择在不会出现这些干扰信号的方向上。必要时应从正、反两面进行检查。

探头的选择也是尤为重要的。作为超声检测的重要工具之一,探头的种类很多,结构型式也各不相同。检测前应根据被检对象的形状、衰减情况和技术要求来选择探头。探头的选择包括选择探头型式、频率、晶片尺寸和斜探头的折射角(K值)等。一般根据工件的形状和可能出现缺陷的部位、方向等条件来选择探伤方法,一旦方法确定,应采用什么型式的探头也就确定了。

3、检测仪器的调整
在仪器开始使用时,对仪器的水平线性和垂直线性进行测定。时基线刻度可按比例调节为代表脉冲回波的水平距离、深度或声程。
4、扫查
扫查一般考虑两个原则,一是保证试件的整个检查区有足够的声束覆盖以避漏检;二是扫查过程中声束入射方向始终符合所规定的要求。一般标准都规定扫查速度不得大于150mm/s。且在扫查过程中应给探头以适当的和一致的压力,保持探头移动平稳,扫查过程中,探头的方向应严格按照扫查方式的规定(斜射探头尤应注意)。
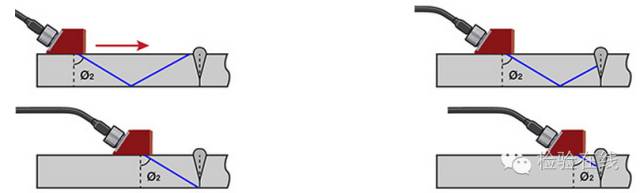
因为探头移动方向的改变对于单探头探伤,将因入射波的方向改变而使缺陷检出灵敏度变化;对于双探头法探伤,则可使反射或透射波不能为另一探头接收。所以为免漏检,每次扫查应有一定比例的声束覆盖率。
5、缺陷的评定
缺陷的具体评定方法,这里我们就省略了。有兴趣的朋友可以查阅对应的国家标准。
6、结果记录与报告的编写
三、优缺点
1、主要优点
穿透能力强,探测深度可达数米;灵敏度高,可发现与直径约十分之几毫米的空气隙反射能力相当的反射体;在确定内部反射体的位向、大小、形状及等方面较为准确;可立即提供缺陷检验结果;操作安全,设备轻便。

2、主要缺点
超声波探伤对缺陷的显示不直观,探伤技术难度大,容易受到主、客观因素的影响,对粗糙、形状不规则、小、薄或非均质材料难以检查;对所发现缺陷作十分准确的定性、定量表征仍有困难;不适合有空腔的结构。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763