



在与金属有关的实验过程中,往往要用到金相试样制备技术。而其中最为关键的,是针对一定的材料选择合适的侵蚀剂及侵蚀方法。因为只有这样,才能制好我们需要的金相试样。
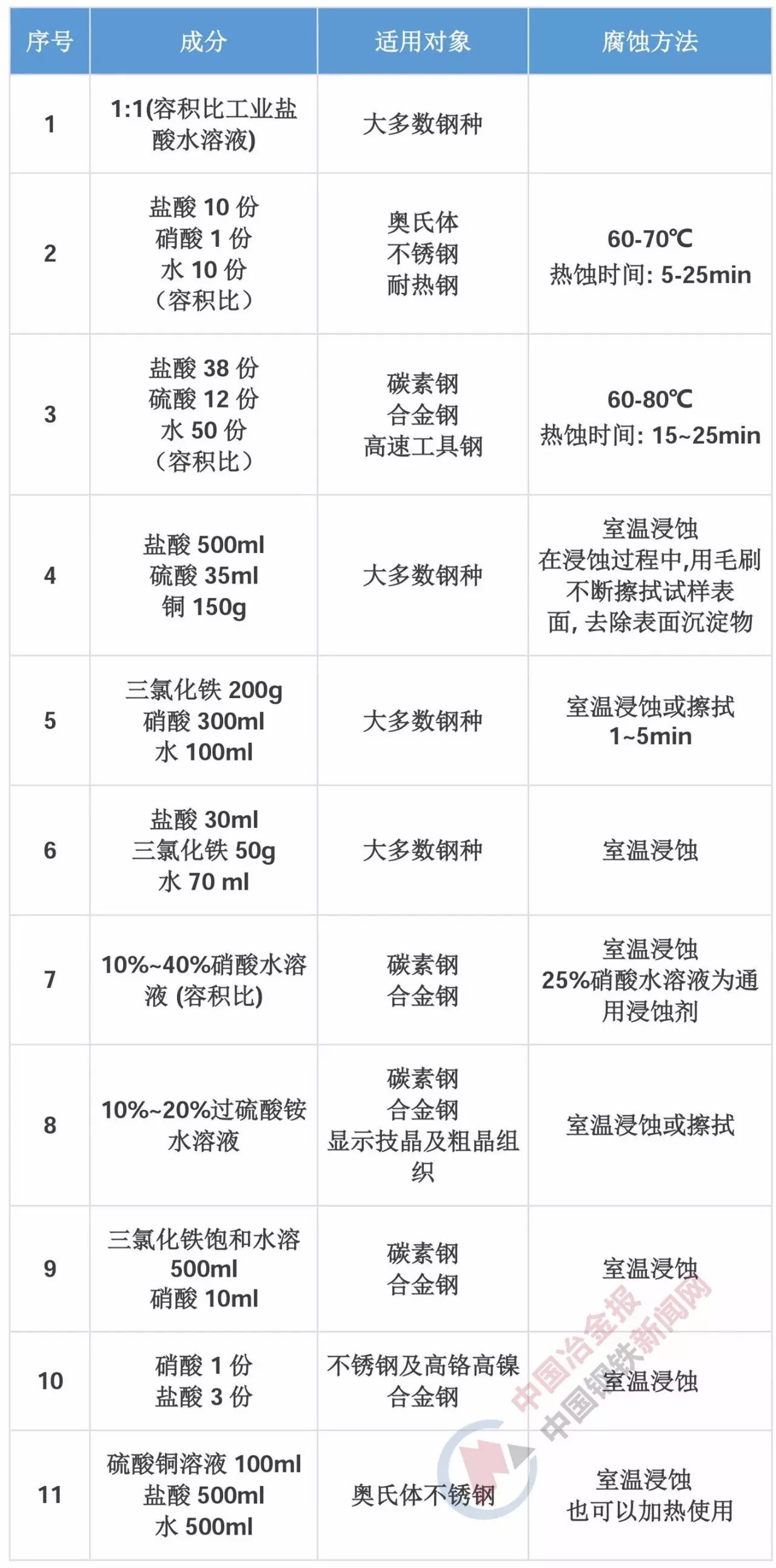
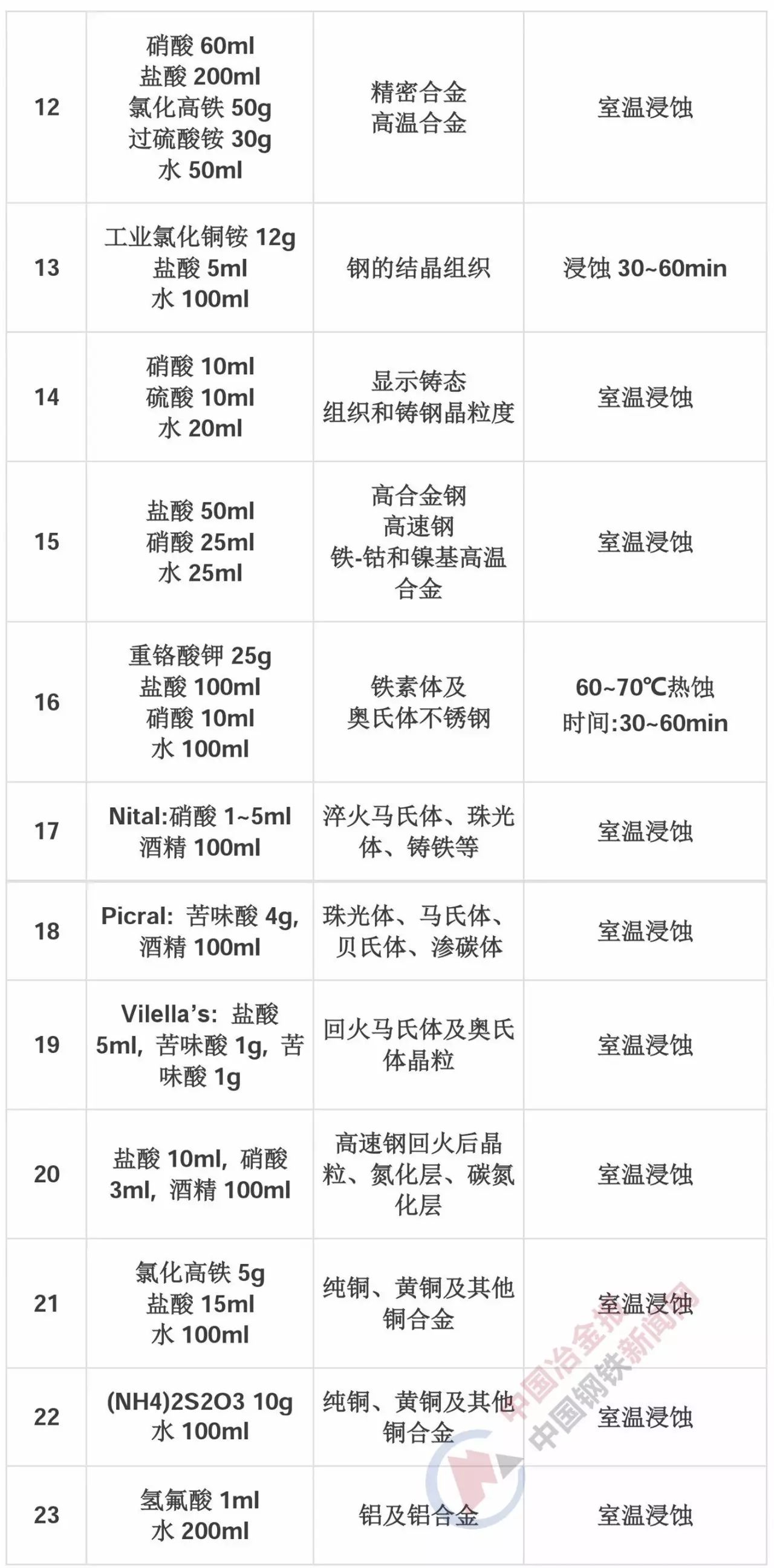
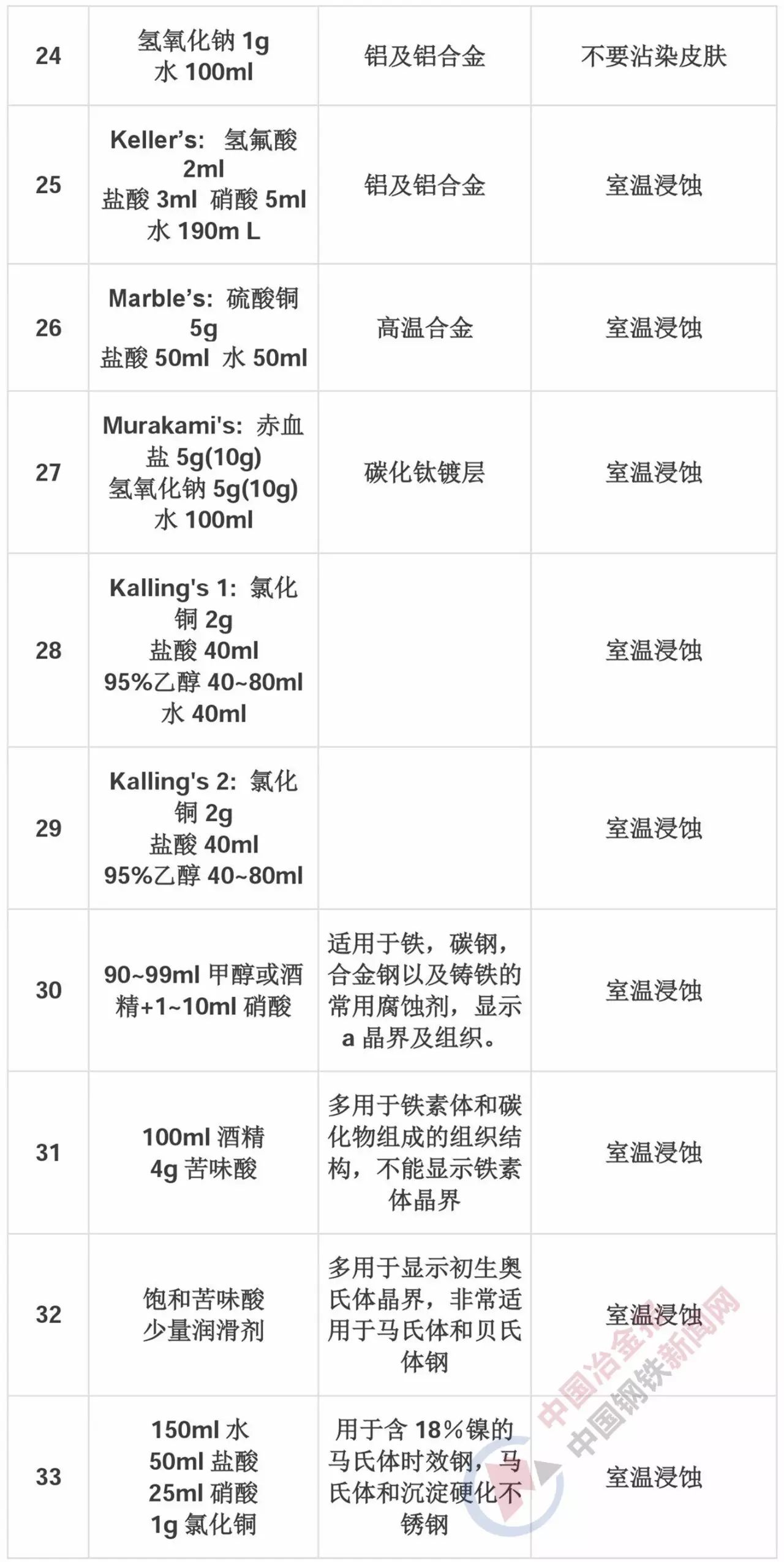
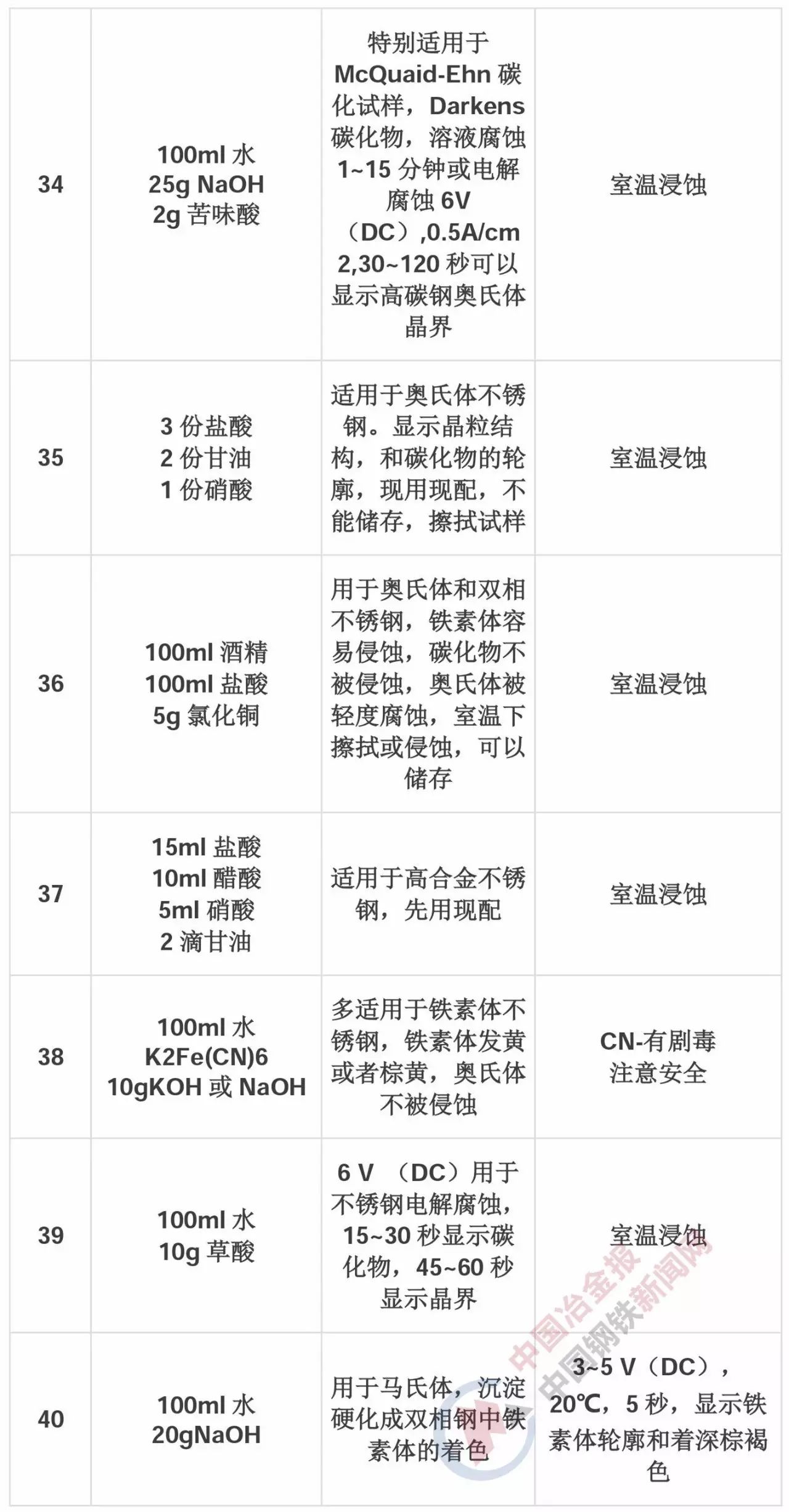
这里,我们就将常见的侵蚀剂及其适用对象与方法简单列在下表中。
试样的选取是金相分析的第一步。试样选取好坏,直接决定了实验结果的好坏,其重要性毋庸置疑。
一般而言,试样的选取分为试样的取样部位及检验面的选择、试样截取过程、试样的尺寸选择,而对于形状特殊或尺寸细小不易握持的试样,还要进行镶嵌或机械夹持。
下面详述金相试样选取的四个过程。
试样的取样部位及检验面选择
取样部位及检验面的选取需根据分析材料的特点、加工工艺以及热处理过程而确定。而生产中常规检验所用试样的取样部位、形状、尺寸都有明确的规定。
1、研究失效分析材料,应该根据其失效的原因,分别在材料失效部位和完好部位取样,以便于对比分析。
2、研究样品为铸件,必须从表面到心部,从上部到下部观察其组织差异,以了解偏析情况,以及缩孔疏松及冷却速度对组织的影响。
3、轧制型材或锻件取样应考虑表层有无脱碳、折迭等缺陷,以及非金属夹杂物的鉴定。所以要在横向和纵向上截取试样,横向试样主要研究表层缺陷及非金属夹杂物的分布,对于很长的型材应在两端分别取样,以便比较夹杂物的偏析情况,纵向试样主要研究夹杂物的形状;鉴别夹杂物的类型,观察晶粒粒长的程度,估计逆性形变过程中冷变形的程度。
4、热处理后的零件由于其金相组织均匀,可以截取任一截面的试样,但表面化学热处理和镀层部件取样应垂直于表面,以便观察其组织和测试其厚度。
金相试样取样部位确定以后,应进一步确定那一个试样面作为磨面。一般在研究结果或检验报告上所列金相图片,必须说明试样截取的部位与金相磨面的方向,有些情况下还应该绘图示意标出。
试样截取方式
取样时,根据被检验材料的软硬程度采取不同的方法:
1、对于硬度较低的材料,可以用锯、车、刨等加工方法;
2、对于硬度较高的材料,可以用砂轮切片机切割或电火花切割等方法。
3、对于硬而脆的材料,可以用锤击方法。
4、在大工件上取样,可用氧气切割等方法。
5、在用砂轮切割或电火花切割时,应采取冷却措施,以免试样因受热而引起组织变化。
试样尺寸
金相试样的大小以便于握持、易于磨制为准。通常显微试样为直径15mm、高15~20mm的圆柱体或边长为15~25mm的立方体。 试样镶嵌对于形状特殊或尺寸细小不易握持的试样,如带、丝、片、管,制备试样,要进行镶嵌或机械夹持。镶嵌分冷镶嵌和热镶嵌二种。
1. 试样制备:
1.1 试样截取的方向,部位和数量,应根据金属类别、制造方法,技术条件或双方协议的规定进行。
1.2 试样尺寸以面积小于200mm, 厚度15~20mm为宜,一般选用16X20mm试用。
1.3 试样可用手锯、锯床或切割机床等切取,不论用何种方法取样均应注意试样的温度条件,必要时用水冷却,以避免正式试样因过热而改变其组织。
2.试样的研磨
2.1 准备好的试样,先在粗砂轮上磨平,候磨痕均匀一致后,即移至细砂轮上续磨,磨时须用水冷却试样,使金属的组织不因受热而发生变化。
2.2 经砂轮磨好、洗净、吹干后的试样,随即依次在由粗到细的各号砂纸上磨制,可采用在预磨机上进行磨制,从粗砂纸到细砂纸、再换一次砂纸,试样须转90°角与旧磨良成垂直方向。
2.3 经预磨后的试样,先在抛光机上进行粗抛光(抛光织物为细绒布、抛光液为W2.5金刚石抛光膏),然后进行精抛光(抛光织物为锦丝绒,抛光液为W1.5金刚石抛光膏)抛光到试样上的磨痕完全除去而表面像镜面时为止,即粗糙度为Ra0.04以下。
3.试样的浸蚀
3.1 精抛后的试样,便可浸入盛于玻璃皿之浸蚀剂中进行浸蚀。浸蚀时,试样可不时地轻微移动,但抛光面不得与皿底接触。
3.2 浸蚀剂一般采用4%硝酸酒精溶液。
3.3 浸蚀时间视金属的性质、检验目的及显微检验的放大倍数而定,以能在显微镜下清晰显出金属组织为宜。
3.4 试样浸蚀完毕后,须迅速用水洗净,表面两用,酒精洗净,然后用吹风机吹干。
4.金相显微组织检验
4.1 金相显微镜操作按仪器说明书规定进行。
4.2 金相检验包括浸蚀前的检验和浸蚀后的检验,浸蚀前主要检验钢件的夹杂物和铸件的石墨形态、浸蚀后的检验为试样的显微组织。按有关金相标准进行检验。
5.使用金相显微镜注意事项
5.1 取用镜头时,应避免手指接触透镜的表面,镜头平时应放在干燥器中妥善有效。
5.2 物镜与试样表面接近时,调节时勿使物镜头与试样接触。
5.3 显微镜不使用时需用防尘罩盖起。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:王元
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”