
催化裂解管线腐蚀分析与治理
2019-03-28 13:57:13
作者:本网整理 来源:设备管理与防腐
分享至:


本文讨论某炼厂催化裂解及酸性水装置设备管线出现严重腐蚀,在研究腐蚀机理后,采取防腐蚀措施,有效延缓腐蚀速度的案例。
1双提升管催化裂化装置腐蚀漏点概述
某炼厂双提升管催化裂化装置自2003年5月开工,到2009年6月发现气压机二级冷却器后的管线漏,之后漏点陆续出现遍布气压机一段出口至三段出口及一、二级脱液线,装置被迫停工。6月15日更换管线。2010年4月再次更换二级冷却器后管线。
气压机管线在一段出口至三段出口及一脱液线出现严重腐蚀。腐蚀点集中在焊口处、焊接热影响区,腐蚀漏点形状为点状及细小裂纹。

管线弯头部位的腐蚀漏点
2原因分析
2005年1月至2009年6月未出现漏点,而更换的新管线仅仅使用8个月就出现多处漏点,说明可能是富气成分发生变化。我们找出四年气压机操作参数对比,发现富气量减少与腐蚀存在一定关系。推断回炼汽油减少或富气量减少导致凝缩油硫化物浓度增加,从而导致设备、管线腐蚀速度加快。
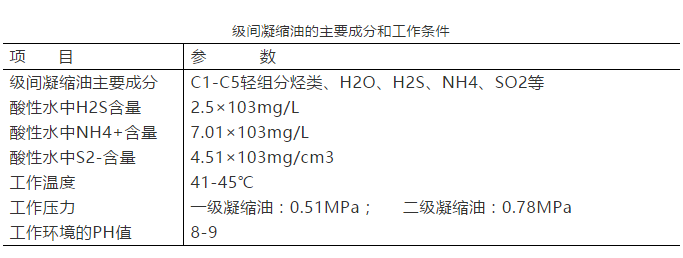
TMP装置富气压缩机级间凝缩油的主要成分和工作条件如表。
3腐蚀机理:
富气经气压机压缩后通过一级冷却器冷凝析出凝缩油、水、H2S,在湿的硫化氢环境中,H2S与钢发生电化学反应:
阳极反应Fe→Fe2﹢+2e
阴极反应2H﹢+2e→2H→H2
在正常条件下,钢的表面形成分子氢,如果腐蚀速度不快的话,钢会慢慢的腐蚀掉。当管线、罐体存在硫化物垢膜时,硫化物会成为负催化剂,抑制原子氢生成分子氢,结果原子氢渗透进入钢中,并在晶体结构中聚集,影响钢的机械特性。这种破坏叫做硫化物应力腐蚀破裂(以下称SSCC)。
硫化物应力腐蚀破裂受H2S浓度、温度、溶液PH值及添加剂等环境因素的影响。硫化氢浓度大于20mg/L时会发生硫化氢腐蚀开裂。 湿硫化氢在15~70℃范围内对碳钢和低合金钢应力腐蚀开裂影响最大。腐蚀介质PH值增加,钢在H2S中SSCC破裂稳定性增加,出现破裂的时间增加。富气中含有的硫化氢在湿环境下,发生电化学作用生成氢原子渗透到金属内部,溶解于晶格中,导致氢脆,在应力作用下形成开裂,硫化物应力腐蚀破裂,通常发生在焊道、热影响区等高硬度区。
4整改措施:
01控制环境因素
脱水是防止SSCC的一种有效方法,减少湿H2S腐蚀,降低腐蚀物浓度,气压机一、二级中间罐水包内的酸性水每周脱二次。
02提高气压机各级冷后温度
气压机出口管线温度升至85-90℃之后,气压机二级冷后温度为保证机组的正常运行,温度无法大幅度提高,管线腐蚀情况无明显改善。
03严格控制新配管线焊接质量
控制新配管线焊接质量消除焊接应力,降低焊缝硬度。对腐蚀严格的管线进行预制,采取氩弧焊打底,提高焊接质量,焊后采取热处理工艺。
04洗涤富气中的硫化物
为进一步降低压缩富气中的硫化物浓度,减少腐蚀物的生成,在气压机一级出口配1条DN20注氨水管线,注水量为300-400升/小时(5%氨水),降低富气中的H2S等硫化物浓度,并洗涤管线、罐体硫化物垢膜。
05加强后续处理酸性水装置设备防腐
后续酸性水装置设备防腐措施如下:
装置氨水储罐原防腐材料是环氧树脂,在设备检修时发现罐内防腐层全部脱落,罐体腐蚀严重,对罐喷沙除锈用环氧煤沥青漆进行防腐。
采用耐酸、碱、盐钛纳米聚合物涂料替代H88型涂料。前期罐所采用的防腐涂层为环氧性H88型涂料,防腐涂层在使用3年后出现多处鼓泡,变硬,失去防腐作用,罐壁母材在运行中陆续产生明显的腐蚀漏点,而且二座酸性水罐腐蚀漏点集中区域在第五、六圈板材上和焊道附近,正是汽相集中区域处,漏点现象表现出穿透性延长裂纹。
由于酸性水中硫化氢对碳钢管线焊口腐蚀严重,对安全生产造成威胁,已将原料水泵进出入口线、冷、热进料线,酸性气线,原料水进罐集合管更换为304材质,取得较好效果,汽提塔热载体重沸器管束更换为304材质。
5结论
气压机管线在采取上述措施前,四个月内出现22处漏点,采取上述措施后8个月出现3处漏点。由此可见上述措施尤其是注氨水能明显减缓腐蚀速度。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:韩鑫
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:fsfhzy666@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章
无相关信息

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763