
航发焊接中的九阳神功
2017-10-12 10:07:55
作者:本网整理 来源: 航空制造网
分享至:


焊接人机料法环,操作技艺占为先。
手脑合一最重要,切忌浮躁心不专。
右手僵硬是大忌,内旋外旋施时变。
纵横并进三方向,牢记焊接三要点。
焊前组对按规范,焊条质优且要干。
引燃电弧有技巧,划擦撞击可任选。
电弧燃后心莫急,预热母材挺关键。
待到温度升上去,尔后实施短弧焊。
熔池熔孔要看清,不可一味上前赶。
温度高时要停弧, 温度低来连续焊。
电弧并进深和浅,跟随位置时时变。
焊缝位置有不同,焊条角度则不同。
更换焊条手要快, 接头匀一过渡缓。
要使根部不内凹,猛送焊条至根边。
封顶留孔要注意,电弧下压角度变。
听到噗噗击穿声,熔透良好心放宽。
焊接是门高技艺, 读书善思多磨练。
体味其中奥妙处,小小焊缝天地宽。
焊接界的九阳神功
焊接,与移花宫独门秘笈《移花接木》有异曲同工之妙,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。主要通过下列三招达成接合的目的:
第一招,熔化焊接。加热欲接合工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助;
第二招,钎焊连接。单独加热熔点较低的焊料,无需熔化工件本身,借焊料的毛细作用连接工件(如软钎焊、硬焊);
第三招,固相连接。在相当于或低于工件熔点的温度下辅以高压、叠合挤塑或振动等使两工件间相互渗透接合(如锻焊、固态焊接)。
航空发动机焊接工艺的修炼心法主要有以下几式:
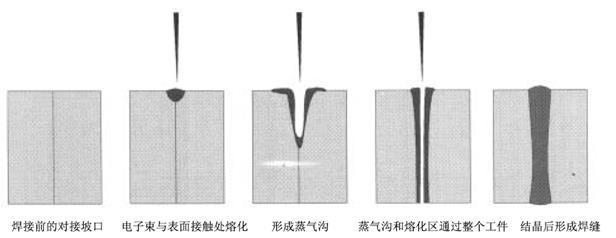
第一式:“一阳神指”电子束焊
在高能量密度下,电子束指向哪里,哪里就瞬间熔化并蒸发,强烈的金属蒸气流将部分液态金属吹离电子束作用区,使电子束在熔池底部的固态金属上再聚焦,使其再溶化、再蒸发,再露出新的熔池底部,这样层层剥离,从而形成细而深的被液态金属包围的空腔,即“小孔”效应。
凭借较大的加热功率密度、较大的焊缝深宽比及较快的焊接速度,电子束焊接广泛应用于商用航空发动机机匣类、风扇、压气机转子部件及其修复。其主要焊接过程为定位焊——正式焊接——修饰焊(利用散焦电子束熔化焊缝表面,使焊缝加宽,以获得光滑焊缝,焊缝横截面呈弧形;焊接电流较小)。凭借具有大穿透、小变形、无氧化、高强度以及焊接尺寸精度高等特点,电子束焊成为实现航空发动机盘轴类结构焊接和机匣类焊接的主要方法之一。
第二式:“点穴大法”钎焊
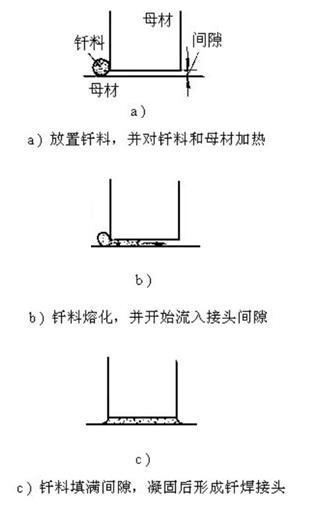
钎焊是使用比工件熔点低的金属材料作钎料,将工件和钎料加热到高于钎料熔点、低于工件熔点的温度,利用液态钎料润湿工件,填充接口间隙并与工件实现原子间的相互扩散,从而实现焊接的方法。这种焊接方法好比我们常用的502胶水,在稍高温度下,bia ji一下,就将两个被焊件“粘”在一起了。像极了古装剧里面神功盖世的大侠,弹指一挥间,就将坏蛋点穴定住,有木有!

钎焊加热温度较低,对母材组织和性能的影响较小。且焊件变形小,尤其是采用均匀加热(如炉中钎焊)的钎焊方法,焊件的变形可降低至最小程度,容易保证焊件的尺寸精度。但钎焊接头强度低,对工件表面粗糙度、装配质量、配合公差等要求严格,且焊件结构受设备空间限制(例如炉中钎焊、感应钎焊)。钎焊焊接技术常用语导管类结构及叶片类结构的焊接。
第三式:“化骨绵掌”氩弧焊
氩弧焊是在惰性气体的保护下,利用电极与工件间产生的电弧热熔化母材和填充焊丝(如果使用填充焊丝)实现连接。按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
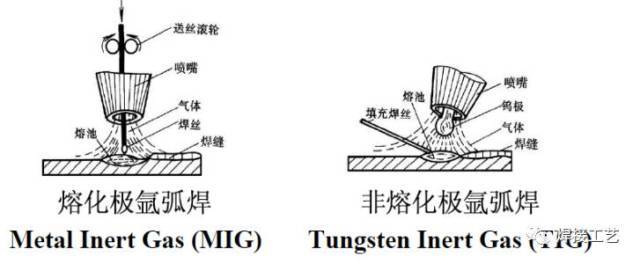
非熔化极氩弧焊是电弧在非熔化极(通常是钨极)和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的惰性气体(常常用氩气),形成一个保护气罩,使钨极端头,电弧和熔池及已处于高温的金属不与空气接触,能防止氧化和吸收有害气体。从而形成致密的焊接接头,其力学性能非常好。在焊接过程中根据实际需要,可以填丝也可不填丝。熔化极氩弧焊的焊丝通过丝轮送进,导电嘴导电,在母材与焊丝之间产生电弧,使焊丝和母材熔化,并用惰性气体氩气保护电弧和熔融金属来进行焊接的。在商用航空发动机中,氩弧焊是机匣焊接及导管焊接结构常用的方法之一。

第四式:“龟派气功”闪光焊
闪光焊是利用电流通过两个对接工件的接触表面时,其细小的接触点的电阻及其接触表面的电弧产生热量,将对接表面加热,在适当时间后,对接头施加压力,使两个对接表面的整个区域同时牢固结合起来。在大电流密度作用下,接触点的金属迅速被加热而爆炸、喷溅,并形成许多小电弧,形成“闪光”现象,像极了过年时大家玩的烟花了,很美吧!
闪光焊接适用的范围也非常广,原则上能锻造的金属材料都可以用闪光对焊焊接。国外在20世纪70年代开始采用闪光焊工艺生产薄壁环形件,目前该类产品已应用于国内航空发动机机匣、封严环、短舱、波纹管接头、 轮箍等薄壁环形件。

第五式:“滑板小王子”惯性摩擦焊

最炫酷的要数我们的滑板小王子惯性摩擦焊了,“摩擦摩擦,我在光滑的地面摩擦… …”惯性摩擦焊属于固相连接,通过在待焊材料之间摩擦,产生热量,在顶锻力的作用下材料发生塑性变形与流动,进而连接母材,属于固相连接,是致密的锻造组织摩擦过程,可自行消除焊接夹杂物和表面污染物,加热均匀、同步,变形量较小,主要参数为飞轮的转动惯量、飞轮的转速和轴向压力。其中飞轮的转动惯量和飞轮的转速决定了可用的总能量,轴向力的大小取决于被焊材质和接合面的面积。

惯性摩擦焊适用范围非常广,特别适合异种材料的焊接。熔焊性能差的沉淀强化高温合金、粉末高温合金、高强钛合金等具有良好的惯性摩擦焊焊接性,在航空发动机中主要用于风扇及压气机转子、涡轮轴和涡轮盘等,是除电子束焊外实现航空发动机盘轴类结构焊接的另一主要方法。
当然,焊接界除了以上几大招式,还有激光焊、电阻焊、扩散焊… …焊完还不算完,毕竟神兵利器还需要维护保养的嘛! 焊缝的两侧在焊接时,会受到焊接热作用而发生了组织和性能变化,这一区域被称作为热影响区。在这个局部的迅速加热和冷却过程中,焊接区由于受到四周工件本体的拘束而不能自由膨胀和收缩,冷却后在焊件中便产生焊接应力和变形。通常为了改善焊件的焊接质量,一般都要求做焊后热处理。
焊接的出现迎合了金属艺术发展对新工艺手段的需要,它可以产生丰富的艺术创作的表现语言。焊接通常是在高温下进行的,而金属在高温下,会产生许多美妙丰富的变化。金属母材会发生颜色变化和热变形(即焊接热影响区) ;焊丝熔化后会形成一些漂亮的肌理。
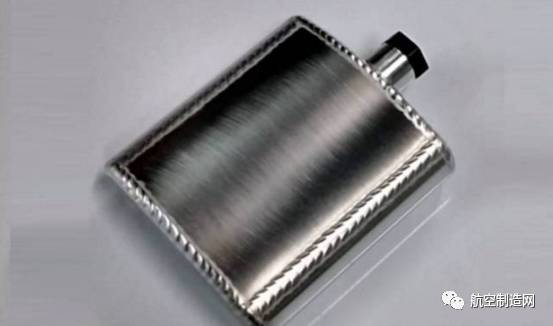
酒壶的焊接
而焊接缺陷在焊接艺术中更是经常被应用。焊接缺陷是指焊接过程中,在焊接接头产生的不符合设计或工艺要求的缺陷。其表现形式主要有焊接裂纹、气孔、咬边、未焊透、未熔合、夹渣、焊瘤、塌陷、凹坑、烧穿、夹杂等。这是个十分有趣的现象 :在今天的金属艺术创作中,焊接的艺术性通常体现在一些工业焊接的失败操作之中,或者说蕴藏于一些工业焊接极力避免的焊接缺陷之中。
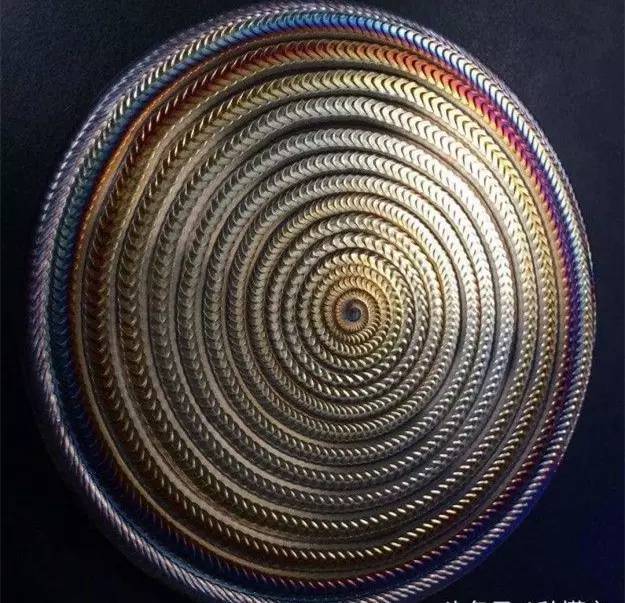
这轮子虽然让人头晕,但当做工业重金属手艺术品挂墙上也很有格调
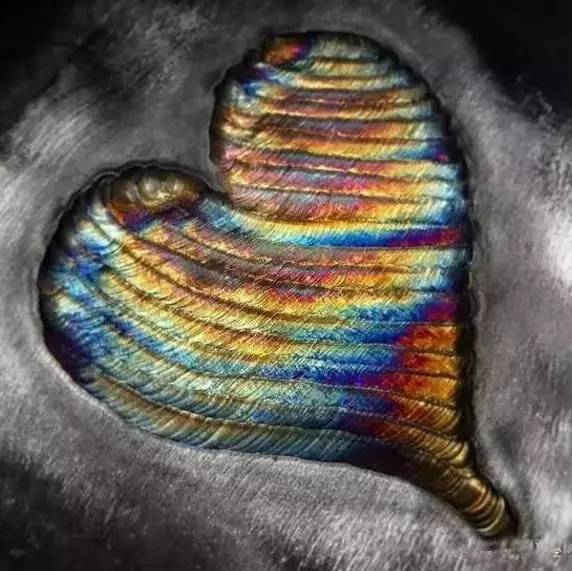
看了这个图才知道焊工也可以做艺术家的事情!

这个三通也太美了吧!
那么怎么判断焊接结果的好坏呢?我们平时生病了是不是要上医院做做检查啊,俗话说,寻医就诊望闻问切,同样的,要摸清焊接件的情况,我们也要给他做做体检。拿到一个焊接件,先看看外观颜色,焊缝颜色可以初步判断气体保护效果,如果焊缝表面有光泽,呈银白色或黄金色,保护效果最好;如果焊缝表面无光泽甚至发黑,那么气体保护效果就差一些,一般来讲焊缝凭颜色评由高至低为银白、金黄、五彩(类似金黄+蓝色)、蓝色、黑色、灰色(带光泽)、死灰(无光泽) 。
至于表面及近表面、内部质量的检查,严重一点的就要“开刀”解剖看看五脏内腑。轻一点的呢就拖去拍个X光或是做个超声、荧光等等,以下就是一些常见毛(缺)病(陷)的透射成像。
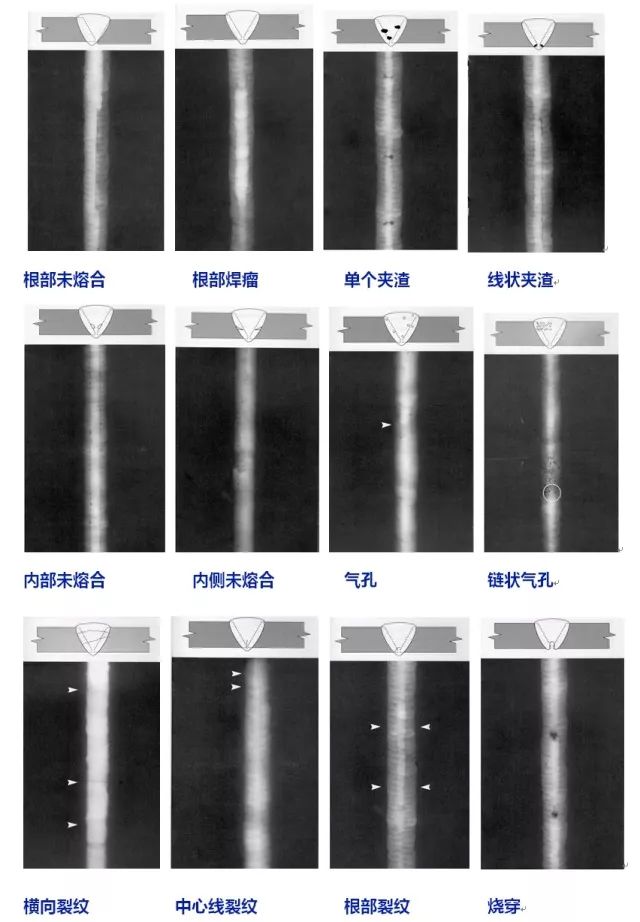
这些缺陷中,最讨厌的害人精就是裂纹了,不管是高温下产生的热裂纹/再热裂纹,还是焊后形成的马氏体组织在氢元素作用下配合以拉力形成的冷裂纹,都必须要小心对待。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:王元
投稿联系:编辑部
电话:010-62313558-806
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8125

腐蚀与“海上丝绸之路”
点击数:6461