
一招搞定金属材料表面完整性!再也不用担心零件疲劳失效了
2016-11-14 15:57:12
作者:本网整理 来源:航空制造网
分享至:


金属材料的疲劳、应力腐蚀、高温氧化等力学、物理和化学性能,很大程度上取决于材料的表面完整性。所谓表面完整性是指表面粗糙度、表层残余应力、表层显微组织、表层致密度和表面形貌等状态的完好程度。大量的航空零件失效分析表明,属于疲劳失效的零件约占80%,而材料的表面完整性是影响材料疲劳性能的重要因素之一。
喷丸强化技术是一种材料表面机械冷加工方法,借助高速运动弹丸流或高能冲击波撞击材料的表面,使材料表层发生弹塑性变形,呈现较好的表面完整性,从而提高材料的抗疲劳强度、微动疲劳抗力及损伤容限性能的一种表面强化方法。
在航空工业中,航空零件的表面完整性直接影响其使用性能和服役能力,特别是零件的疲劳使用性能。喷丸强化技术通过改变材料表面完整性显著提高各类航空零部件的疲劳性能,且具有成本低、适应性强和操作方便等优点,在航空领域应用广泛。
表层残余应力
喷丸强化在材料表层引入残余应力场,其中靠近受喷材料表面一侧呈现为残余压应力,板材单面喷丸强化后的表层残余应力分布特征曲线如图1 所示。普遍认为残余压应力是提高工程材料抗疲劳性能和抗应力腐蚀性能的重要强化机制,而且残余压应力值大小、压应力层深度对工件疲劳强度或寿命影响显著。因此,如何实现残余应力分布特征的调控是该领域重要研究内容之一。
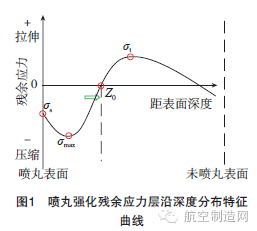
残余应力分布特征曲线包括5个主要特征参数:表面残余应力值、残余压应力深度、最大残余压应力及其位置、最大残余拉应力。弹丸撞击材料表面时,通常与材料表面产生近似的赫兹接触,形成的最大弹性应力出现在材料次表面,所以通常喷丸强化最大残余压应力位于次表面。在某些情况下,残余应力分布特征发生变化,例如喷丸强化采用低密度的玻璃弹丸介质时,由于入射动能小,其喷丸强化钛合金和铝合金的最大残余压应力值出现在表面。当喷丸强化工艺为湿式喷丸强化时,硬质合金或钛合金也会出现表面残余压应力值最大的现象,因为湿式喷丸强度一般相对较低(为干喷丸强度的1/3~1/4),且陶瓷丸介质密度相对较小,但随着喷丸强度或覆盖率提高,最大残余压应力逐渐向次表面转移。激光喷丸强化工艺,最大残余压应力值通常出现在表面,因为激光喷丸时金属表面的吸收层吸收激光能量后气化产生高温高压的等离子体,等离子体发生爆炸产生冲击波作用于材料表面,没有形成赫兹接触;高压空化水射流喷丸,其形成的最大残余压应力也出现在受喷材料表面。
残余应力的大小和分布特征受到喷丸强化工艺类型、工艺参数及材料自身属性等诸多因素影响。残余应力数值主要取决于受喷材料自身的屈服强度、晶体结构和加工硬化率。受喷材料屈服强度越高,残余压应力值越大。例如,屈服强度450MPa 铝合金,最大残余压应力值在400MPa 左右;屈服强度900MPa 的钛合金,最大残余压应力值在800MPa 左右;屈服强度1631MPa 的高强钢,最大残余压应力值在1500MPa 左右。通常残余压应力值小于受喷材料的原始屈服强度,但有研究报道了残余应力值超过受喷材料屈服强度的现象,研究者认为受喷材料表层在大量弹丸冲击作用下发生大应变塑性变形,形成明显的加工硬化或晶粒细化,导致受喷材料表层局部屈服强度升高,从而使产生的残余应力值超过受喷材料原始屈服强度。受喷材料的强度越高,材料的塑性变形抗力大,入射阶段系统动能衰减速度加快,喷丸强化变形层浅,残余压应力场深度变浅。具有显微组织结构特征的受喷材料的残余压应力值分布具有方向性,如轧制板材在轧制方向与垂直方向的残余压应力值不同。
喷丸强化工艺参数,如喷丸强度、喷丸时间、弹丸介质和弹丸流量的选取对残余应力值大小与分布的影响明显。较高喷丸强度下,弹丸入射阶段具有更大动能,接触区受喷材料应力集中程度更大、变形层更深,所以最大残余压应力值提高、残余压应力层变深,但喷丸强度过大可能获得相反的效果,主要由于应力松弛和表面剥层等因素的影响。喷丸时间作用主要局限于饱和时间内,最大残余应力值和应力层深度随喷丸时间延长而增加,达到饱和后数值基本稳定不变。弹丸流量直接影响到弹丸动能和100%覆盖率时间,在一定喷丸气压下,弹丸流量大则喷丸饱和时间短,喷丸强度下降,进而影响残余压应力的大小及分布。弹丸直径越大,喷丸强化越容易产生更深的残余压应力层。同济大学高玉魁等研究了喷丸强度、喷丸时间、入射角度、弹丸种类等干喷丸强化参数对A-100 钢残余应力场分布的影响规律。
喷丸强化工艺类型也显著影响最大残余压应力值和残余压应力层深度。以TC4 钛合金为例,通常传统机械喷丸最大残余压应力值约800MPa,压应力层深度约0.25mm ;湿式喷丸最大残余压应力值和干式接近,但压应力层深度较浅约为0.15mm ;激光喷丸最大残余压应力值约400MPa,压应力层深度通常1mm 左右;高压空化水射流喷丸强化残余压应力值达到1000MPa,残余压应力层深度约0.1mm。超声喷丸包括弹丸式和撞针式,弹丸式形成的残余压应力分布特征和传统机械喷丸接近,撞针式可能形成更大的残余压应力值和残余压应力层深度。
显微组织结构
喷丸强化变形层是提高工程材料抗疲劳性能的另一个主要强化机制。在喷丸强化过程中,材料表层组织发生塑性变形,其显微组织结构中的晶粒尺寸、物相结构、位错密度和晶面取向等发生变化,构成变形组织强化层。变形强化层的组织呈梯度分布,由表面到内部基体,以双相钛合金TC17 为例,典型的组织分布为表面层的纳米晶层、亚表面的细晶层、内部变形晶层和无应变的晶粒基体。
金属材料组织的细化程度与喷丸强化过程中材料表面的应变和应变速率有关,喷丸强化层发生不均匀塑性变形,受喷材料表面应变和应变速率最大,沿着深度方向应变和应变速率逐渐降低,所以强化层组织呈梯度分布特征。变形强化层的组织细化作用对疲劳加载过程中材料晶体的应变起到阻碍作用,从而能够提高材料的抗疲劳性能。此外,喷丸强化层中微纳米组织中含有高体积分数的晶界,以及大量的位错、空位、亚晶界等非平衡结构及能量贮存,有利于降低原子扩散激活能、提高原子扩散系数、促进原子化学反应。因此,喷丸强化技术也用于材料表面改性,也有益于改善金属材料的扩散连接、渗氮(碳)等工艺性能。
喷丸强化层的组织细化机理通常认为是由于弹丸循环撞击作用下接触应力超过屈服强度,受喷材料表层产生位错、孪晶、层错和剪切带等缺陷,缺陷交互作用后演变成微纳米尺度胞状组织、亚晶和晶粒。干式喷丸、超声喷丸、激光喷丸和湿式喷丸等技术强化的受喷材料,都能够在材料表面变形强化层形成纳米晶层。喷丸强化层厚度和变形组织细化程度,受到材料自身属性、喷丸工艺类型及其工艺参数影响。
对于传统喷丸强化工艺,通过提高弹丸硬度、弹丸直径、弹丸速度、覆盖率以及喷丸强度来提高金属材料的细化程度。对于超声喷丸强化工艺,通过提高弹丸直径、振动频率、喷丸时间来提高表面的细化程度和变形层深度。对于激光喷丸强化工艺,激光喷丸的脉冲能量、激光喷丸次数、覆盖率等均影响表面组织的细化程度。
不同喷丸强化方法的组织细化程度和影响层深度不一致。以钛合金为例,通常传统喷丸强化影响层深度约在200~500μm,纳米层深度约在20~30μm。激光喷丸强化影响层深度可达1mm 左右,纳米层深度约10μm左右。超声喷丸强化通过调整适当的强化参数也可以使影响层深度达1mm,纳米层则深达30μm。因此,超声喷丸强化目前在材料表面实现变形组织细化的效果较为显著,广泛应用在Fe、Cu、Ti、Al、Mg 等合金以及非晶合金等表面纳米化的研究中。
表面粗糙度
喷丸强化过程中高速弹丸撞击受喷材料表面引起塑性变形,并在其表面形成凹坑,大量弹丸的撞击和相互叠加作用使受喷材料表面形貌发生变化。通常喷丸强化使受喷材料的表面粗糙度变大,而且不当工艺参数甚至造成表面开裂、脱层、褶皱、破碎弹丸嵌入等表面损伤,损害金属零件的抗疲劳性能。因此,喷丸强化处理受喷材料的表面粗糙度是一项重要控制指标。喷丸强化表面粗糙度影响因素、变化规律和后续处理工艺在工业领域受到广泛关注。喷丸强化对材料表面粗糙度的影响,与材料属性及表面状态、喷丸工艺类型及参数、弹丸介质等多种因素相关。
喷丸强化工艺参数对材料表面粗糙度有显著影响。喷丸强度越高,表面粗糙度越大。随着喷丸时间增加,表面粗糙度值上升到峰值后逐渐下降,如图3 所示。研究人员认为,初始阶段表面局部变形显著,材料表面变形不均匀,导致粗糙度增加;随着喷丸时间增加,表面应变量增加,加工硬化严重,表面变形均匀化,导致粗糙度降低并趋向稳定。弹丸高速撞击受喷材料后,材料表面受挤压发生严重塑性变形,形成材料的凸起和凹陷,即形成了许多“峰”和“谷”。随着喷丸时间的延长,弹丸对材料的覆盖率增加,表面的凹坑数量增加,合金的表面粗糙度则继续增加进而达到峰值。继续延长喷丸时间,材料表面形成的“峰”和“谷”交替转换,材料表面粗糙度则开始下降。当弹丸在材料表面产生的“峰”和“谷”达到平衡后,材料表面更趋于平整,表面粗糙度也达到稳定值。长时间喷丸虽然可以降低粗糙度,但容易诱发材料表面发生剥层或褶皱缺陷,不利于材料抗疲劳性能的提高。
另外,在喷丸强化过程中喷射角度越大(喷嘴入射方向垂直于受喷材料表面时入射角为0°),弹丸速度的法向分量越小,弹坑越浅,弹丸的切向速度越大,弹丸对表面的研磨作用就越大,表面粗糙度值就越小。弹丸介质的选取也是调控表面粗糙度的重要因素,如弹丸直径、圆整度、弹丸硬度等。通常直径小、圆整度好的弹丸,容易获得均匀光滑的表面,光滑表面有利于维持残余应力稳定性,增加抗疲劳性能,如微粒喷丸强化技术、复合喷丸强化技术等。
从喷丸工艺类型角度,相对于传统干式喷丸,激光喷丸、湿式喷丸、高压水射流喷丸和超声喷丸(弹丸式)的表面粗糙度较小。例如,7050 铝合金在常规S110 弹丸喷丸强化下表面粗糙度Ra 值超过4μm,而激光喷丸强化表面粗糙值降为1μm。在相同喷丸强度下,如图4 所示(Ra 为平均粗糙度,Rmax 为最大粗糙度深度,Rz为平均峰谷深度),超声喷丸强化的粗糙度值为传统干式喷丸的1/3 甚至更低。超声喷丸设备使用的丸粒与传统方式不同,喷射介质除传统形状的丸粒外还有两端为不同曲率半径的喷针,丸粒材质一般选用硬度较高的钨碳钢或轴承钢等,对丸粒的圆度和表面光洁度要求也更高,在喷丸室内丸粒的速度方向随机,而且速度较低,这些因素都使超声喷丸处理后的工件表面粗糙度值下降。空军工程大学研究表明,表面光滑不锈钢(Ra 值为0.419μm)经激光喷丸强化处理后Ra 值为0.584μm,激光喷丸强化后受喷材料表面粗糙度值增加较小。湿式喷丸由于加入了液体润滑,有效地降低了弹丸与受喷材料表面的干摩擦,表面粗糙度较传统干式喷丸强化也明显改善,大连理工大学陈国清等利用“干式喷丸+ 湿式喷丸”的复合喷丸工艺,既实现了在钛合金表层形成较深的残余压应力层,又有效控制了材料表面粗糙度。
表层硬度
硬度是显微组织加工硬化程度的一种表征,与喷丸变形层组织存在对应关系。喷丸变形层的硬度呈梯度分布,表面硬度值最高,沿深度方向硬度值逐渐降低,最终趋向基体硬度。喷丸应变硬化效果主要取决于微观组织细化程度,同时与位错密度、固体相变程度相关。
喷丸强度是调控硬度层分布特征的直接有效手段,如图5 所示,喷丸强度越高,表面硬度值和硬度层深度越大。在循环硬化- 软化作用下,硬度存在极限值,见图6。镁合金通过喷丸强化处理,表面硬度从60HV提高到135HV。对于300M 钢喷丸,喷丸强化后表层残留奥氏体发生相变,转变为马氏体组织,硬度大幅度提高。在一定喷丸强度下,随喷丸时间增加表面硬度值和硬度层深度逐渐变大,在循环软化- 硬化作用下,硬度值最终趋于稳定,其大小取决于弹丸入射阶段的动能。但喷丸强化时间过长又可能诱发剥层、裂纹、破碎弹丸嵌入、零件翘曲等现象。大尺寸弹丸有利于增加硬度层深度,如图7 所示,郑海忠等研究报道了当弹丸尺寸从1mm 变为4mm 时,变形层深度从600μm 增至1600μm。
展望
随着表面喷丸强化技术的快速发展, 喷丸强化表面完整性对材料及零件性能影响的重要性也越来越受到重视,针对喷丸强化表面完整性的研究也逐渐深入, 为实际工程的应用提供了参考和依据。国内目前针对喷丸强化表面完整性的基础研究还有待深入,对表面完整性的评估与检测体系尚不完善,因此,针对喷丸强化表面完整性的研究还有以下几个方面有待加强:
(1) 深入开展喷丸强化加工表面完整性的应用基础研究,揭示喷丸强化表面完整性特征的形成及产生的机理,建立喷丸强化表面完整性的理论模型及其评判体系;
(2)在航空航天等领域的抗疲劳零部件制造技术中,拓展喷丸强化加工表面完整性技术的应用,依据实际服役性能的需求,综合调控表面完整性各因素,实现所需性能的最优化;
(3)基于表面完整性控制,开发新型表面喷丸强化技术,获得更大的表面完整性调控区间与更优的效果,适应新材料、新结构和更复杂零部件的表面强化需求。
更多关于材料方面、材料腐蚀控制、材料科普等等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:庞雪洁
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8125

腐蚀与“海上丝绸之路”
点击数:6461