
六个步骤轻松了解飞机副翼失效原因
2016-06-17 09:46:17
作者:本网整理 来源:网络
分享至:


前情提要
在飞机定检过程中,发现飞机副翼前段部位出现了裂纹失效问题。由于该部位是飞机的重要零部件,会对飞机的安全造成影响,并且服役时间并未达到规定的使用寿命,所以我们对失效原因进行了探索,以期为预防同类部位出现类似腐蚀提供技术参考。
失效零部件小档案:

图1 飞机副翼形貌
材占位料:30CrMnSiA钢
腐蚀部位:副翼前端
主要作用:承受交变载荷作用
检测环节
Step 1化学成分检测
表1 化学成分分析
由表1可知,化学成分符合设计技术条件要求。
Step 2 断口宏观观察
沿裂纹扩展方向打开断口,断口整体形貌较平坦,颜色呈红褐色锈迹。观察裂纹源区形貌,在裂纹扩展的尾端可见明显的扩展线(图2a),源区断口平坦(图2b)。

(a) 裂纹扩展区宏观形貌

(b) 裂纹源区宏观形貌
图2 断口宏观形貌
Step 3 断口显微观察
(a) 断口疲劳条带状形貌
(b) 源区贝壳状形貌形貌
(c) 远离断口处人工打断断口形貌
将钢构件沿裂纹打断,经超声洗涤后放入扫描电镜下进行观察,断口全貌均被腐蚀产物所覆盖,原始形貌不可分辨,对断口腐蚀产物进行能谱分析可知,腐蚀产物含有氧化物。两断口均没有发现明显的冶金缺陷和热加工缺陷,也没有发现明显的人工加工痕迹。
Step 4 断口金相观察
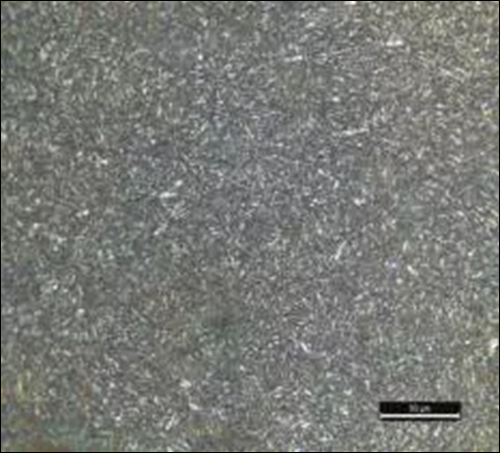
(a) 断口心部组织
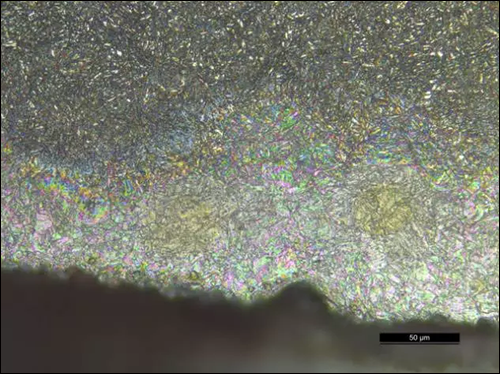
(b)断口表层组织
图4 金相观察
心部组织为回火索氏体结构,见图4(a),平均硬度值为35.35HRC。表层组织发生了脱碳现象,脱碳层深度约为0.08mm,见图4(b),平均硬度值为23.87HRC。
综合分析
Step 1 应力有限元分析
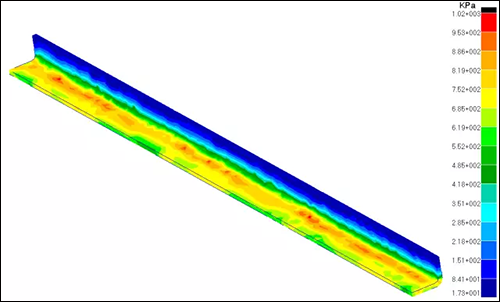
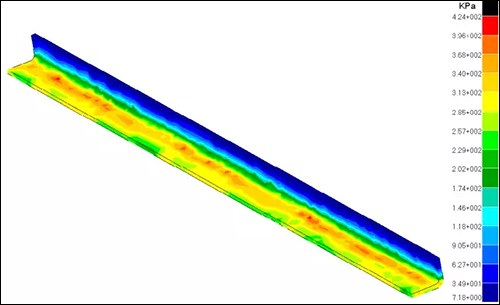
针对出现裂纹的r处可以运用Partran软件进行有限元应力分析。首先模拟其实际服役期间的边际条件,将钢构件的两端和A边进行固定,B边承受外界的交变载荷。其次将整个钢构件进行网格分割,最后根据实际所承受的循环载荷进行模拟可知,整个循环过程中,钢构件各处的受载均小于其屈服强度(σb≥1175MPa),应力波谷段的最大载荷值为1.02MPa,波峰载荷段最大载荷值为4.24MPa,进一步分析可知,应力主要集中在板弯处区域和B边。因此该裂纹并非是外加应力过高诱发的,裂纹处起源于载荷集中区域。
(a) 应力波峰载荷谱
(b) 应力波谷载荷谱
图5 应力有限元分析载荷谱
Step 2失效原因分析
由上述分析可知,钢构件的化学成分符合相关技术标准,这说明钢构件的断裂与材质无关。而有限元应力分析结果也显示整个服役期间钢构件的载荷并非是是裂纹的主要原因。而其断口形貌呈现明显的疲劳条带状且有腐蚀产物,其源区的贝壳状形貌则显示钢构件在失效前经历了缓慢的裂纹形成和扩展过程,这说明该部件裂纹的性质为疲劳腐蚀裂纹。在金相组织观察过程中可以发现钢表层组织出现了脱碳现象,这说明钢件的热处理不当是裂纹萌生的主要原因。
该钢构件在电阻炉内经历调质过程中,一方面组织中的碳在高温情况下不断扩散,扩散过程中与炉内的气氛中的CO2、H2O和O2等氧化气体优先发生氧化反应,造成表面渗碳体含量下降,铁素体的含量增加,直接影响了表面组织强度;另一方面,由于表面组织和心部组织的成分不同,两部分的线膨胀系数也有所差异,因而在淬火降温过程中,两者的体积收缩程度的不一致就会造成界面内应力集中,使其疲劳性能下降,同时变形量的不同也会造成表面产生许多细微裂纹。此外,由于碳含量的不断减少使得调质阶段马氏体相变反应无法充分进行,最终直接影响到了钢构件的屈服强度。
同时在显微相貌观察中并没有发现该钢构件进行了任何表面处理,因而该钢构件极易在与周边零部件相互作用下形成磨损凹坑,造成金相组织表面形貌粗糙。此外,该部件又位于结构边缘,夹杂灰尘的冷凝水就会附着在其表面凹坑处和调质过程形成的细微裂纹处,这就迫使脱碳反应中产生的铁素体直接与腐蚀液接触,从而发生电化学氧化反应生成铁锈等氧化物。其次腐蚀区域在内应力的作用下也会缓慢形成和扩展从而诱发早期疲劳腐蚀裂纹,形成贝壳状形貌。最后源区裂纹在长期交变应力的作用下就会继续扩展进入瞬断区造成钢构件的裂纹失效。
因此调质过程不当是裂纹产生的内在原因,而服役环境中附着的冷凝水及交变应力则是裂纹扩展的主要原因。所以对于调质过程,应当严格控制炉内气氛,保持还原性气体与氧化性气体的浓度比例,并适当充入一定的惰性气体进行保护,同时控制保温时间和调质温度,降低脱碳反应速率。同时在调质过程前对钢构件进行表面处理以隔绝炉内气氛和钢构件以避免脱碳现象。
结论与建议
1) 副翼前端钢构件的裂纹应为疲劳腐蚀裂纹,表层组织脱碳是主要原因;
2) 严格控制调制过程的条件,建议适当充入还原性气体或者惰性气体以避免脱碳现象的出现;
3) 建议钢构件进行必要的表面处理,以隔绝炉内氧化气体和游离碳,并在调制后增涂防护漆层以增强防护性能。
更多关于材料方面、材料腐蚀控制、材料科普等等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:王元
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475