
粉末静电喷涂工作原理及工艺流程工序
2016-03-21 10:58:57
作者:本网整理来源:


粉末涂料的静电喷涂称为喷塑其原理:是利用电晕放电现象使粉末涂料吸附在工件上的。
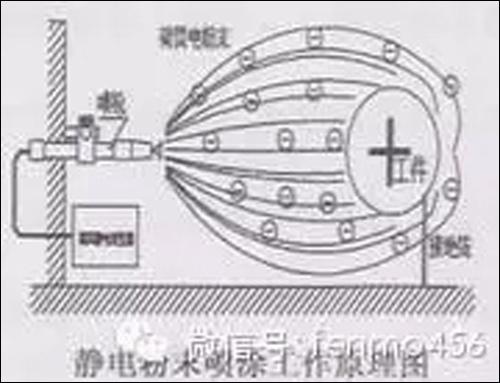
静电喷涂工作原理图
静电喷涂工作原理图静电喷涂工作原理图过程是这样的:粉末涂料由供粉系统借压缩空气气体送入喷枪,在喷枪前端加有高压静电发生器产生的高压,由于电晕放电,在其附近产生密集的电荷,粉末由枪嘴喷出时,形成带电涂料粒子,它受静电力的作用,被吸到与其极性相反的工件上去,随着喷上的粉末增多,电荷积聚也越多,当达到一定厚度时,由于产生静电排斥作用,便不继续吸附,从而使整个工件获得一定厚度的粉末涂层,然后经过热使粉末熔融、流平、固化,即在工件表面形成坚硬的涂膜。
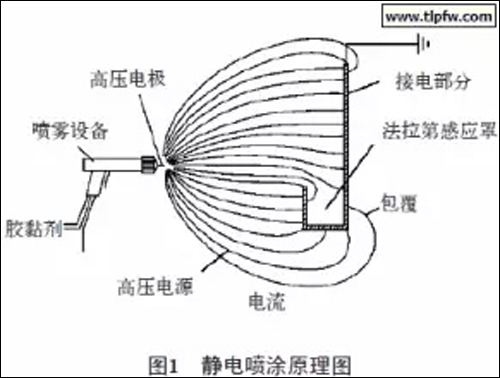
静电喷涂原理图
静电喷涂原理图静电喷涂原理图粉末静电喷涂工艺流程有哪些工序?
(1)表面预处理,主要是铬化(铝材),潾化(铁材等),喷砂等方法。
(2)保护(也称蔽覆),工件上若某些部位不要求有涂层,在预热前可采用保护胶等掩盖起来,以避免喷上涂料。
(3)预热,一般可不需预热。如果要求涂层较厚的(150-300膜厚的),可将工件预热至180~200℃,这样可以增加涂层厚度。
(4)喷涂,在高压静电场下,将喷粉枪接负极,工件接地(正极)构成回路,粉末借助压缩空气由喷枪喷出即带有负电荷,按异性相吸原理喷涂到工件上。
(5)固化,喷涂后的工件,送入180~200℃的烘房内加热,保留15-20分钟的恒温时间,以便使粉末完全固化。
(6)清理。涂层固化后,取下保护物,修平毛刺。
(7)检验。检查工件涂层,凡有漏喷、碰伤、针气泡等缺陷的,都应返工重喷。
(8)缺陷处理。对被检出的有漏喷、针孔、碰伤、气泡等缺陷的工件,进行返修或重喷。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:班英飞
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-801
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻
铝合金LDH自修复自抗菌膜层构建
点击数:466
碳钢及合金钢应用与区别
点击数:393