
一种应用于海底、耐蚀性超强的Hardide涂层!
2015-07-06 10:30:48
作者:本网整理来源:


某些环境,例如海底世界,对机械部件极不友好。在那里,盐水以及砂等粗糙颗粒的腐蚀效应,在一些工业场合难以为硫化物等化学物质创建一个独特的困难的主动场合。 加上在压力下工作的挑战,保持工程部件润滑及其寿命就成了广泛关注的话题了。特别是在石油和天然气工业中,投资非常高,一个设备上的单一部件失效会产生数百万美元的损失。很明显,这是一个只有通过目前所能提供的最好的现代技术来保护部件使其达到最高质量才能满足需求的行业。
纳米技术涂层提高在恶劣海洋环境中的使用寿命
一项相对新的技术大大提高了钢铁及其他材料表面承受严酷的海底环境的能力。不同于传统的替代品,Hardide纳米涂层更耐用、(最重要的是)无气孔。看起来它将成为主导的表面工程技术,因其优异性能和更低的环境影响使其获得更广泛的认可。
在海洋环境中使用金属,腐蚀始终是一个重要的问题。因为形成腐蚀电池,清洁光滑表面将很快凹凸不平,在恶劣的海洋环境下,小面积的腐蚀将迅速扩展,使得整个组件的能力受损。 软保护系统,如油脂和抗腐蚀涂料,会迅速降解,甚至完全消除,所以说硬保护涂层可能更加有用。镀铬已经获得成功应用,但也不是没有问题。
金属很容易被腐蚀,其光滑不透水的表面实际上布满微裂纹,为腐蚀提供便捷路线。由于电镀过程中使用了有毒的六价铬,镀铬已被欧盟淘汰,这意味着更环保的方式将逐渐成为主流。
Hardide涂层比铬的光泽要差,但实际上更致密更不透水。将其应用于海底设备上,能够承受磨损且抗腐蚀,即使是在海底的高压环境下,相比于老式涂层技术,该涂层具有更高的抗腐蚀。
这种新型涂层技术采用化学气相沉积(CVD),在表面结晶钨/碳化钨。测试结果表明,该涂层硬度是硬铬镀层的12倍、高速氧燃料(HVOF)涂层的4倍。
后一种技术是热喷涂过程,需要有准线,因而无法在内表面进行涂层,而Hardide可以构建统一的保护层,即使是在最复杂的部件上。
Hardide涂层通常只有50微米厚,但其耐磨程度相当于厚得多的其他涂层。这意味着精密部件可以保持更真实的规定尺寸和工程公差。
Hardide涂层的海底应用
Hardide涂层在关键海底设备上的两项最新应用证明了该技术的通用性和有效性。
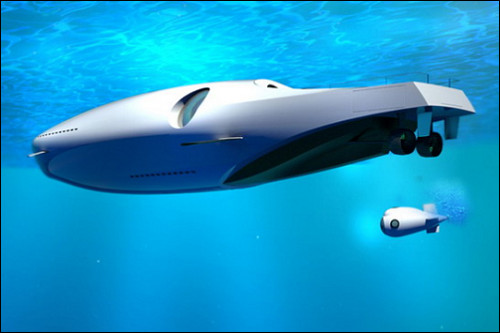
石油和天然气的探测进入越来越深且危险的海底,远程操作车辆(Remotely operated vehicles,ROVs)也就越来越不可或缺。现有海底基础设施上用于勘探任务的无人潜艇避免了人身危险。
一个常见问题是执行器和推进器的磨损和维修。这些组件必须暴露于腐蚀性的海水中,且其在服役过程中失效的代价非常昂贵。
ROV制造商向Hardide寻求观察级ROV推进器腐蚀问题的解决方案。分析了成分之后,推进器轴的两个配合零件被Hardide-T纳米涂层所更换。
提高是直接且不容置疑的,减少了摩擦,从而大大提高运行速度,推进器零件的寿命也随之增加。因此,目前Hardide处理的零件已被指定为该公司ROV的标准配置。
Hardide涂层可完成大多数其他涂层无法实现的:涂层均匀分布于内外表面以及复杂形状(如梯形螺纹)。这是最适合于保护ROVs螺杆、齿轮以及零件免于磨损和腐蚀的涂层。
撇开ROVs不提,一个小小的球阀也能体现Hardide涂层技术的作用。安装于海底设备上的球阀是安全持续工作的关键,失效导致生产中断将造成巨大的损失。
UH-550是通常安装于世界各地海底石油和天然气设备上的球阀,包含有许多关键部位,如水源和化学喷射口。
像这样的组件的设计寿命通常为40年,预计有25年几乎不需要维护。考虑到它们的功能,这是一个重大的挑战——特别是存在砂子和腐蚀性化学品的情况。
关键的部位是球本身,必须保持无泄漏,同时低摩擦。该球插入了PEEK塑料,不得不承受10,000 psi(70 MPa)的压力,且需要无孔的表面。
Hardide-T涂层具有特别优异的韧性(T表示韧性,该涂层专门设计使韧性达到最大,同时保持较高硬度),并用于处理测试用的球阀。
Hardide涂层零件提高了对硫化氢应力分裂和应力腐蚀的抵抗能力,已按照NACE TM0177进行测试,结果超过120,安装于BP公司安哥拉油田上。
这仅仅是该效果明显的表面涂层系统新应用众多挑战中的两个,因其性能优异而获得更加广泛的赞赏和用用似乎是顺理成章的事。
责任编辑:王元
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-82387968
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻
铝合金LDH自修复自抗菌膜层构建
点击数:466
碳钢及合金钢应用与区别
点击数:393