
钢的基本计算公式(超全)
2022-12-07 11:38:54
作者:热处理生态圈 来源:热处理生态圈
分享至:


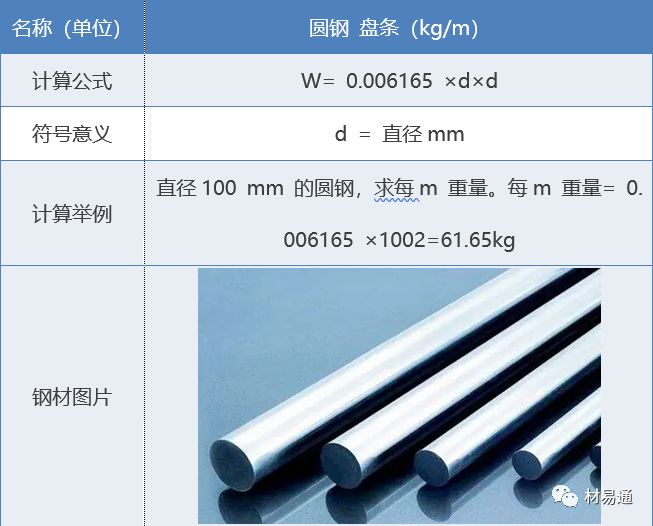
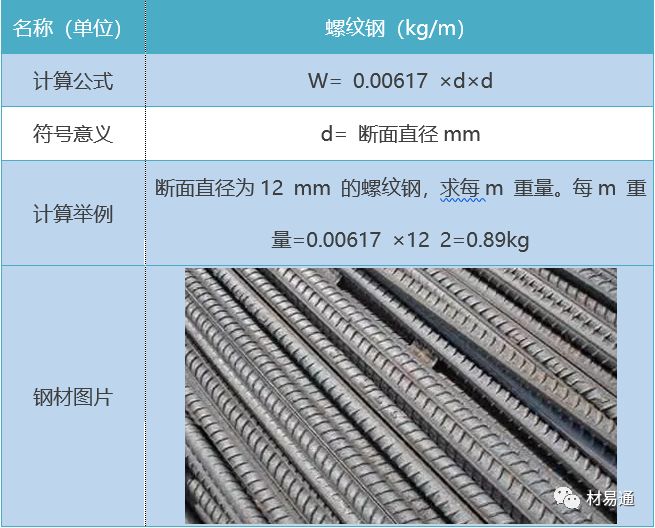
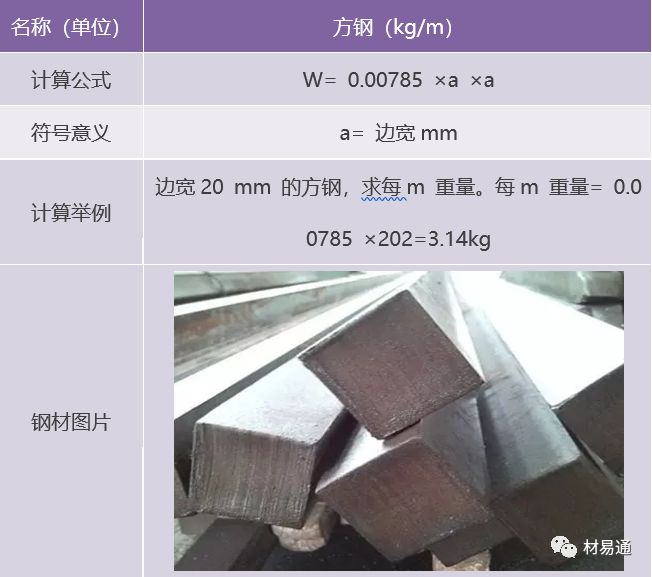
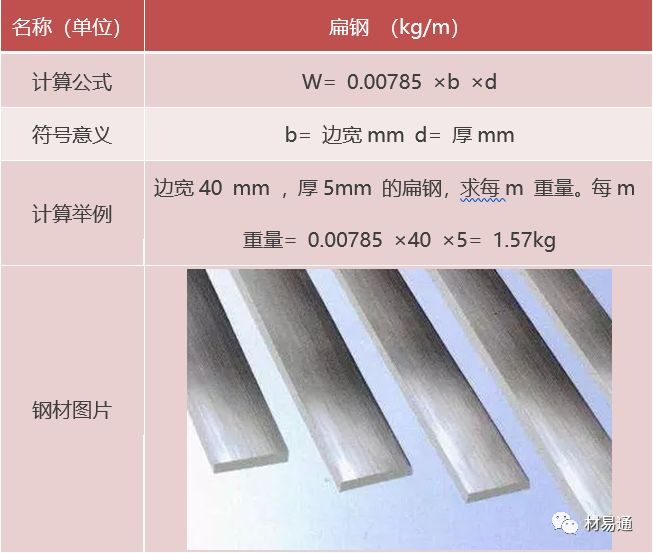
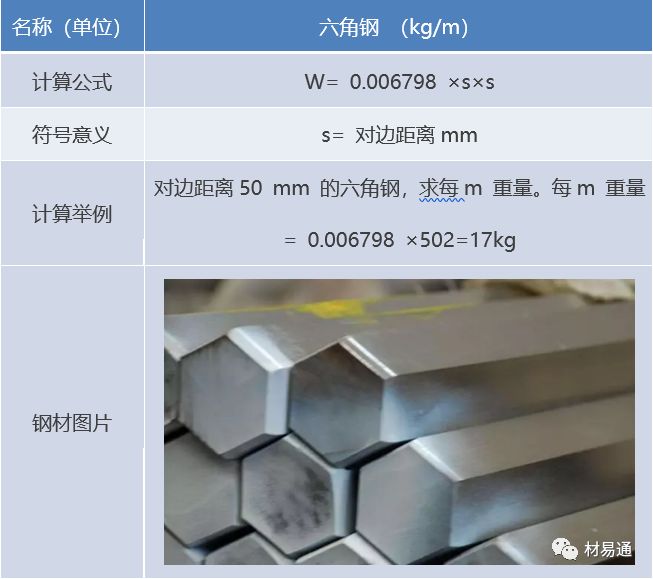
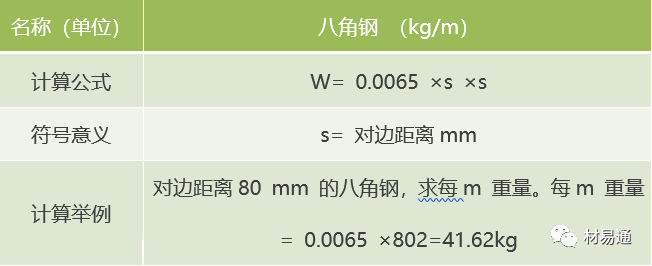
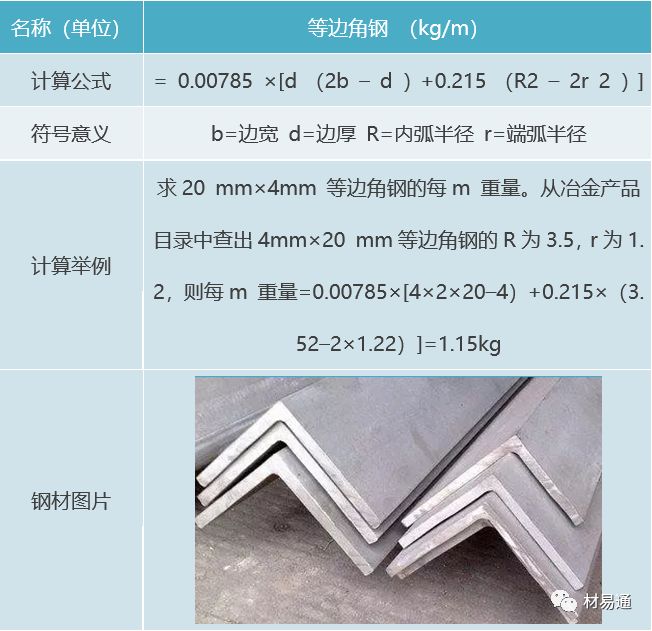
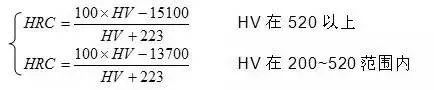
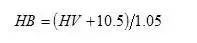
焊管/无缝钢管=(外径-壁厚)×壁厚×0.02466 方管=边长×4×0.00785=周长/3.14 矩形管=(长+宽)×2×壁厚×0.00785 扁钢=宽度*壁厚*0.00785 镀锌扁钢=宽度×壁厚×0.00785×1.06 板材=长度×宽度×厚度×0.00785 花纹板=[厚度×0.0785+0.3]×长度*宽度 六角钢=对边×对边距离×0.0065 八角钢=对边×对边距离×0.0065 不锈钢板=长度×宽度×厚度×7.93 圆钢重量(公斤)=0.00617×直径×直径×长度 方钢重量(公斤)=0.00785×边宽×边宽×长度 六角钢重量(公斤)=0.0068×对边宽×对边宽×长度 八角钢重量(公斤)=0.0065×对边宽×对边宽×长度 螺纹钢重量(公斤)=0.00617×计算直径×计算直径×长度 角钢重量(公斤)=0.00785×(边宽+边宽-边厚)×边厚×长度 扁钢重量(公斤)=0.00785×厚度×边宽×长度 钢管重量(公斤)=0.02466×壁厚×(外径-壁厚)×长度 公式 s20.866×H/m/k即对边×对边×0.866×高或厚度 钢管的重量=0.25×π×(外径平方-内径平方)×L×钢铁比重 其中:π = 3.14,L=钢管长度,钢铁比重取7.8 所以,钢管的重量=0.25×3.14×(外径平方-内径平方)×L×7.8 * 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg) 钢的密度为:7.85g/cm3(注意:单位换算) 钢材理论重量计算的计量单位为公斤( kg )。 其基本公式为: W(重量,kg )=F(断面积 mm2)×L(长度,m)×ρ(密度,g/cm3)×1/1000 常 用 数 据 1 米(m)= 3.281 英尺 1 英寸= 25.4 毫米 1 磅= 0.4536 公斤 1 盎司= 28.3 克 1 公斤力= 9.81 牛顿 1 磅力=4.45 牛顿 1 兆帕=145.161 磅 / 英寸 钢的比重(密度):7.8g/cm 不锈钢比重(密度):7.78g/cm 锌比重(密度):7.05g/cm 铝的比重(密度):2.7g/cm 经实际数据验证,该公式的最大相对换算误差为0.75%,具有较高的参考价值。 ① 此公式用我国公布的黑色金属硬度标准数据进行换算,其HRC误差基本上在±0.4HRC 范围内,其最大误差也仅±0.9HRC,计算的HV误差最大为±15HV。 ② 根据不同压头所受应力σHRC=σHV,通过对洛氏硬度与维氏硬度压痕深度关系曲线的分析得出公式 本公式与国家标准实验换算值对照,换算式计算结果与标准实验值之误差为±0.1HRC。 对布氏压痕和洛氏压痕深度关系进行分析,根据压头的应力σHRC=σHB得出换算公式 计算结果与国家标准实验值对照,换算式计算结果与标准实验值之误差为±0.1HRC。 布氏硬度与维氏硬度的关系,同样根据σHB=σHV得出公式 此公式换算结果与国家标准换算值对照,换算误差为±2HV。 因为努氏硬度与洛氏硬度的对应曲线类似于抛物线,故由曲线得出近似的换算公式为 此公式比较精确,可以作为使用参考。 浇注能力:连铸机每分钟浇注的钢液量 Q=nFVr Q 连铸机的浇注能力(吨/分钟) n 流数 F 连铸坯的断面积(m2) V 拉坯速度(m/min) r 连铸坯的比重 钢液成坯率 C1=(浇注坯量/钢液浇筑量)×100% 一般为96~98% 连铸坯的合格率 C2=(合格铸坯量/浇注坯量)×100% 一般为96~99% 连铸坯的日有效作业率 C3=(连铸机每日实际浇注时间/24)×100% 连铸机的日产量 Q日=24×60×Q×C1×C2×C3 Q 浇注能力(吨/分钟) 钢水收得率 C4=(合格的铸坯量/钢液浇注量)×100% 连铸机的流数 n=G/(F×V×r×T) n 连铸机的流数 G 盛钢桶容量(t) F 铸坯的断面积(m2) V 坯拉速度(m/min) r 连铸坯的比重(t/m3)(碳素镇静钢7.6,沸腾钢7.4) T 盛钢桶内钢液允许的浇注时间(min) 盛钢桶内钢液最大允许的浇注时间 T最大=[(lgG-0.2)/0.3]×f T最大 盛钢桶内钢液最大允许的浇注时间(分钟) G 盛钢桶容量(吨) f 质量系数,取决于盛钢桶所允许的温度损失,要求格的钢种取10,要求低钢种取12 拉坯速度 V=K×L/F V 拉坯速度(m/min) L 铸坯断面周长(mm) F 铸坯的断面积(mm2) K 速度系数(m×mm/ ) 方坯45~75,板坯45~60,圆坯35~45 中间包的最小容量 G中小=1.3FVrTn G中小 中间包最小容量(t) F 铸坯的断面积(m2) V 拉坯速度(m/min) r 钢液比重(t/m3) 一般取7.0 T 更换盛钢桶所需时间(t) n 流数 结晶器倒锥度 εs=(S下-S上)/S下×100% εs 结晶器倒锥度(%) S下 结晶器下口面积(mm2) S上 结晶器上口面积(mm2) 对于矩形坯和板坯连铸机,铸坯的宽度和厚度方向上的收缩率不一样 结晶器倒锥度计算 ε=(L下-L上)/L下×100% 结晶器边长计算的倒锥度(%) L下 结晶器下口宽边或窄边的长度(mm) L上 结晶器上口宽边或窄边的长度(mm) 结晶器的冷却强度 Q=0.0036Fv Q 结晶器冷却水量(m3/h) F 结晶器水缝总面积(mm2) 其中F=B×D B 结晶器的水缝周长(mm) D 结晶器水缝断面宽度,取4~5mm v 冷却水在水缝内的流速,方坯取6~12m/s,板坯取3.5~5m/s 二次冷却段的耗水量 Q=W×G Q 二冷区耗水量(m3/h) W 二次冷却强度(升/千克钢)(也叫比水量:所消耗的冷却水量与通过二冷区的铸坯质量的比值。)低碳钢比水量1.0~1.2升/千克钢;中高碳钢,低合金钢比水量0.7~1.0升/千克钢;不锈钢,裂纹敏感钢比水量0.4~0.6升/千克钢;高速钢比水量0.1~0.3升/千克钢 G 连铸机理论小时产量(t/h) 浇注平台温度(盛钢桶开始浇注时,桶内钢液测量的温度) T平=T中+△T1+△T2+βt T平 浇注平台温度(℃) T中 中间包内钢液的理论浇注温度(℃) △T1 中包内钢液初期温度降低值(℃)(与中包预热状态有关,一般10~15℃) △T2 钢液从盛钢桶到中间包的温度降低值(℃) β 盛钢桶内自然降温速率(℃/min) 盛钢桶50吨为1.3~1.5℃/min,盛钢桶100吨为0.5~0.6℃/min,盛钢桶200吨为0.3~0.4℃/min,盛钢桶300吨为0.2~0.3℃/min t 盛钢桶内钢液最大允许浇注时间(min) 连铸浇注温度(中间包内钢液温度) T中=T熔+a T中 中间包的钢液理论浇注温度(℃) T熔 钢液的熔点(℃) T熔=1538℃-[88C%+8Si%+5Mn%+30P%+25S%+5Ca%+4Ni%+2Mo%+2V%+1.5Cr%] a 钢液的过热度(℃) 中包过热度取值范围10~30℃,铸坯断面大的取值高一些





ε
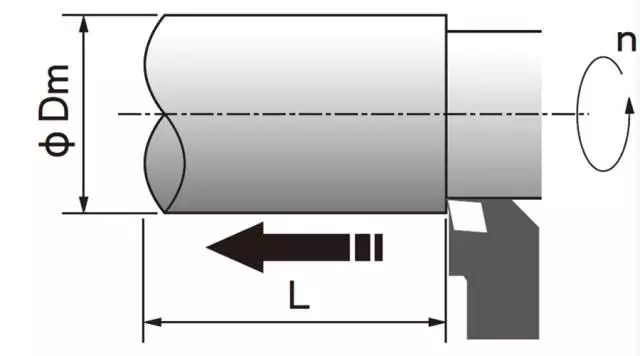
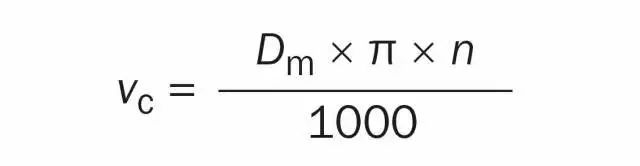
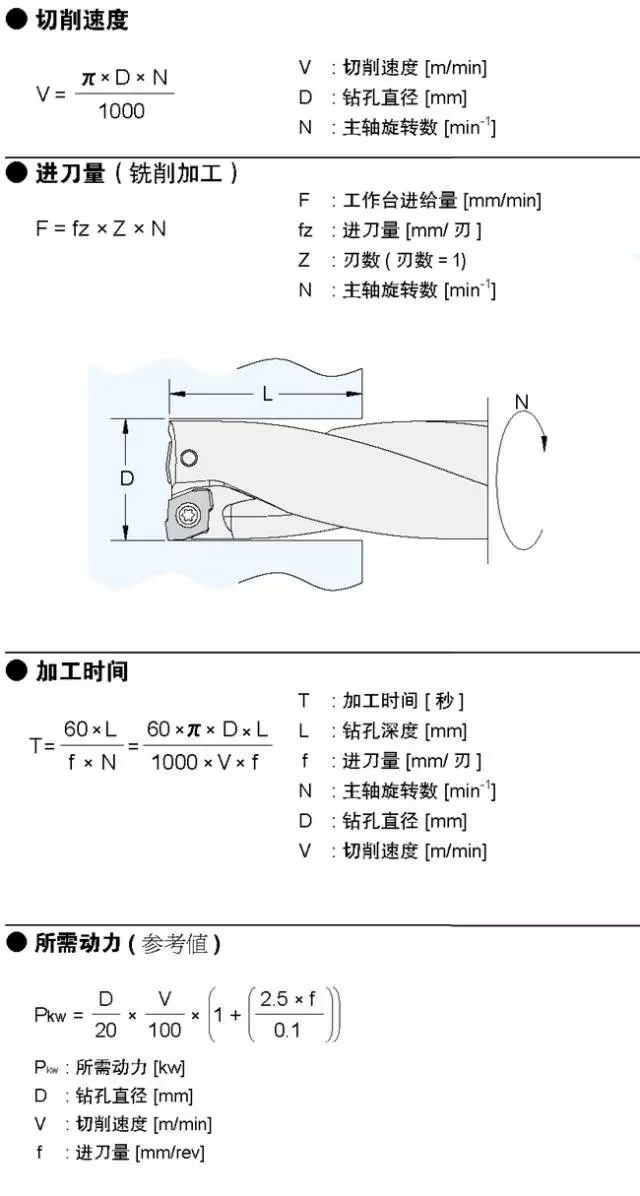
1.1正火加热时间 t=KD t 加热时间 D 工件有效厚度(mm) K 加热时间系数(s/mm) K值的经验数据 加热设备 加热温度(℃) 碳素钢K/(S/mm) 合金钢K(S/mm) 箱式炉 800~950 50~60 60~70 盐浴炉 800~950 12~25 20~30 1.2正火加热温度 根据钢的相变临界点选择正火加热温度 低碳钢 T=Ac3+(100~150℃) 中碳钢 T=Ac3+(50~100℃) 高碳钢 T=Ac3+(30~50℃) 亚共析刚 T=Ac3+(30~80℃) 共析钢及过共析钢 T=Acm+(30~50℃) 1.3淬火加热时间 t=a×K×D(不经预热) t=(a+b)×K×D(经一次预热) t=(a+b+c)×K×D(经二次预热) t 加热时间(min) a 到达淬火温度的加热系数(min/mm) b 到达预热温度的加热系数(min/mm) c 到达二次预热温度的加热系数(min/mm) K 装炉修正系数 D 工件的有效厚度(mm) 在一般的加热条件下,采用箱式炉进行加热时,碳素钢及合金钢a多采用1~1.5min/mm;b为1.5~2min/mm(高速钢及合金钢一次预热a=0.5~0.3;b=2.5~3.6;二次预热a=0.5~0.3;b=1.5~2.5;c=0.8~1.1),若在箱式炉中进行快速加热时,当炉温较淬火加热温度高出100~150℃时,系数a约为1.5~20s/mm,系数b不用另加。若用盐浴加热,则所需时间,应较箱式炉中加热时间少1/5(经预热)至1/3(不经预热)左右。 工件装炉修正系数K 工件装炉方式 修正系数 t030111.1 1.0 t030111.3 2.0 t030111.5 1.3 t030111.7 1.0 1.4淬火加热温度 亚共析钢的淬火加热温度 Ac3+(30~50℃) 共析和过共析钢 Ac1+(30~50℃) 合金钢的淬火加热温度 Ac1(或Ac3)+(50~100℃) 1.5回火加热时间 对于中温或高温回火的工件,回火时间是指均匀透烧所用的时间 t=aD+b t 回火保温时间(min) D 工件有效尺寸(mm) a 加热系数(min/mm) b 附加时间,一般为10~20min 盐浴的加热系数为0.5~0.8min/mm; 铅浴的加热系数为0.3~0.5min/mm; 井式回火电炉(RJJ系列回火电炉)加热系数为1.0~1.5min/mm 箱式电炉加热系数为2~2.5min/mm 1.6回火加热温度 T=200+k(60-x) x 回火后硬度值(HRC) k 待定系数,对于45钢,x>30,k=11 大量试验表明,当钢的回火参数P一定时,回火所达到的工艺效果—硬度值或力学性能相同。因此,按传统经验式确定回火参数仅在标准态(回火1h)时方可使用,实际生产应用受到限制。 为了解决上述问题,将有关因素均定量表达,文献中导出如下回火公式: (1) 在200~400℃范围: HV=640-(T-20)×1.05+(lgt-1.28)×366+(T-200)(lgt-1.28)×0.036 (2) 在400~600℃范围: HV=17.2×103/T-(lgt-1.28)×29.4-(T-400)(lgt-1.28)×0.023 T 回火温度℃ t 回火时间min 对比可以看出影响回火效果的主要因素是T和t能较好,较真实地反映出实际工艺参数的影响,定量地表达了不同温度区间回火硬度的变化特征。 钢预冷淬火时空气预冷时间ty(s) ty=12+(3~4)D D 淬火工件危险截面厚度(mm) 钢Ms点上分级冷却时间tf(s) tf=30+5D 钢终端淬火试验时,距试样顶端4~40mm范围内各点硬度H4~40(HRC) H4~40=88C1/2-0.0135E2C1/2+19Cr1/2+6.3Ni1/2+16Mn1/2+35Mo1/2+5Si1/2-0.82G-20E1/2+2.11E-2 E 到顶端距离(mm) G 奥氏体晶粒度 钢的最高淬火硬度,即淬火钢获得90%马氏体时的硬度Hh(HRC) Hh=30+50C 钢的临界淬火硬度,即淬火钢获得50%马氏体时的硬度H1(HRC) H1=24+40C 钢淬火组织为马氏体时的硬度HVM HVM=127+949C+27Si+11Mn+8Ni+16Cr+21logvM 钢淬火组织为贝氏体时的硬度HVB HVB=-323+185C+330Si+153Mn+65Ni+144Cr+191Mo+logv B(89+54C-55Si-22Mn-10Ni-20Cr-33Mo) 钢淬火组织为珠光体-铁素体的硬度HVPF HVPF=42+223C+53Si+30Mn+13Ni+7Cr+19Mo+logv PF(10-19Si+4Ni+8Cr+130V) 钢淬火组织为马氏体时的回火硬度HVM HVM=-74-434C-368Si+15Mn+37Ni+17Cr-335Mo-2235V+(103/PB)(260+616C+321Si-21Mn-35Ni-11Cr+352Mo-2345V) PB 回火参数(回火温度×回火时间),此处加热时间为1h 钢淬火组织为贝氏体时的回火硬度HVB HVB=262+162C-349Si-64Mn-6Ni-186Cr-485Mo-857+(103/PB)(-149+43C+336Si+79Mn+16Ni+196Cr+498Mo+1094V) 钢回火后硬度回归方程 HRC=75.5-0.094T+0.66CM T 回火温度(℃) CM 钢的含碳量或碳当量(%) CM=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 45钢回火后硬度回归方程 HV=640-(T-200)1.05-(logt-1.28)36.6+(T-200)(logt-1.28)0.0036 20≤T≤400 HV=17.2×104/T-(logt-1.28)29.4-(T-400)(logt-1.28)0.014 400≤T≤600 t 回火时间(min) T=200+k(60-x) x 回火后硬度值(HRC) k 待定系数,对于45钢,x>30,k=11;x≤30,k=12 6.1求屈服比(屈服极限σs/抗拉强度σb) 油液淬火调质σs/σb(%) σs/σb=55+3Si+4Mn+8Cr+10Mo+3Ni+20V Si≤1.8%,Mn≤1.1%,Cr≤1.8%,Mo≤0.5%,Ni≤5%,V≤0.25% 材料适用直径在φ150~200mm 空气淬火调质钢σs/σb(%) σs/σb=48+3Si+4Mn+8Cr+10Mn+3Ni+20V 6.2求抗拉强度σb(9.8×MPa) 调质钢 σb=100C-100(C-0.40)/3+100Si/10+100Mo/4+30Mn+6Ni+2W+60V 适用C≤0.9%,Si≤1.8%,Mn≤1.1%,Cr≤1.8%,Ni≤5%,V≤2% 普通正火及退火钢 σb =20+100CM 热轧钢 σb=27+56CM 锻钢 σb=27+50CM 铸铁 σb=27+48CM CM 钢的碳当量 CM=[1+0.5(C-0.20)]C+0.15Si+[0.125+0.25(C+0.20)Mn]+[1.25-0.5(C-0.20)]P+0.20Cr+0.10Ni Dm 加工直径(mm) Vc 切削速度(m/min) n 主轴转速(r/min) Tc 加工时间(min) Qz 金属去除量(cm3/min) Im 加工长度(mm) Pc 有效功率(kW) Kc0.4 切削厚度为0.4mm时的单位切削力(N/mm2) fn 每转进给量(mm/r) kr 主偏角(度) Rmax 表面粗糙度(um) rε 刀片刀尖半径(mm) ap 切削深度(mm) 切削速度(m/min) Vc=π×Dm×n/103 主轴转速(r/min) n=vc×103/(π×Dm) 金属去除量(cm3/min) Qz=vc×ap×fn 所需功率(kW) Pc=vc×ap×fn×kc0.4/60×103(0.4/fn×sin kr)0.29 加工时间(min) Tc=Im/fn×n 表面粗糙度(um) Rmax=fn2/ rε×125 刀尖R补偿公式 Z=R-R*tan(a/2) X=Z*tan(a) Dm:加工直径,单位(mm) n:主轴转速,单位(rpm) Vc:切削线速度,单位(m/min) Dm:加工直径,单位(mm) Vc:切削线速度,单位(m/min) ap:切深(吃刀量),单位(mm) fn:每转进给量,单位(mm/r) Vc:切削线速度,单位(m/min) ap:切深(吃刀量),单位(mm) fn:每转进给量,单位(mm/r) Im:加工长度,单位(mm) fn:每转进给量,单位(mm/r) n:主轴转速,单位(rpm) kc1:特定切削力,适用于hm= 1 mm hm:平均切屑厚度,单位(mm) mc:实际校正系数hm γ0:切屑前角



免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8228

腐蚀与“海上丝绸之路”
点击数:6548