
一种感应淬火热透入深度及心部硬度无损检测法
2019-12-17 14:09:38
作者:苏晓静、徐凌雪、王培科 来源:热处理生态圈
分享至:


1. 概述
感应淬火齿轮在使用过程中发生损坏的频率较高,尤其模数为8~10的采煤机摇臂二轴齿轮、太阳轮等表面淬火齿轮,经常发生点蚀剥落、断齿等损坏,经理化分析后,轮齿节圆以下无硬化层或齿心、齿根未淬火,即轮齿在表面淬火时,热透入深度未达到齿心或齿根部。虽然淬硬层深度在理论上可通过调节感应加热设备的电参数进行控制,但由于影响淬硬层深度的因素太多,无法在实际生产中对其进行较精确的控制。迄今为止,硬化工艺的质量控制局限于随机的抽检破坏测试,既费时,成本又高,特别是针对我公司的多品种、少批量生产的特点,更要寻找高效的检测方法,无损检测法具有非破坏测试、检测比例高、高效率及低成本等优点。
用德国弗劳恩霍协会无损检测研究院IZFP制造的多通道淬硬层深度无损测量系统第二代新产品QNET型设备,采用正交试验,分别对模数为6、8、9、10齿轮的热透入深度及有效硬化层深度进行检测,并采用理化解剖进行了比对试验。
2. 试验理论依据
感应淬火齿轮的热处理工艺为:渗碳→调质→表面淬火,齿轮材料一般为18Cr2Ni4WA或20Cr2Ni4A,属本质细晶粒钢,感应淬火后,感应加热层发生了再结晶,因感应加热速度快,表面形成的组织更细小致密,一般的超声波(1~5MHz)很难穿过感应层,同时感应淬火齿轮均经过渗碳处理,因渗层存在细小的颗粒状碳化物,在感应淬火中起到钉扎的作用,使渗层表面的晶粒更加细小,但致密的表面淬硬层及热透入深度对于20MHz的超声波几乎是透明的,当20MHz超声波分别在硬化层与热透入深度界面发生背散射回波(见图1、图2)。
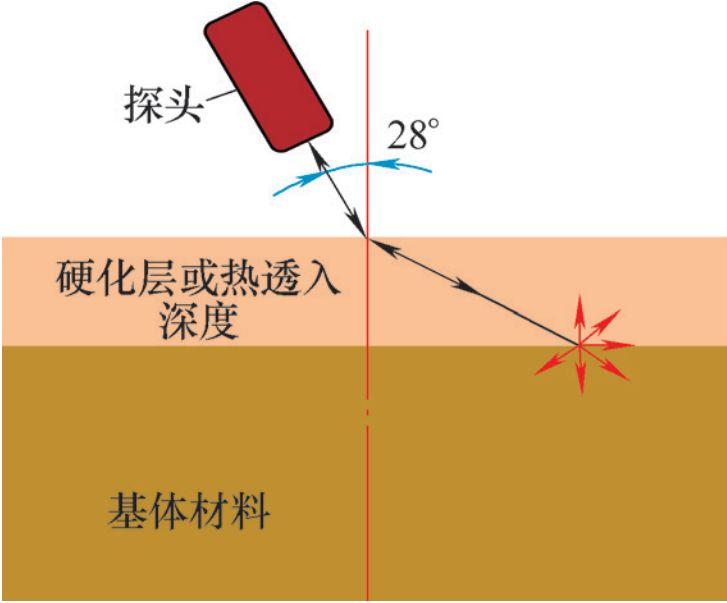
图1 超声波背散射检测方法
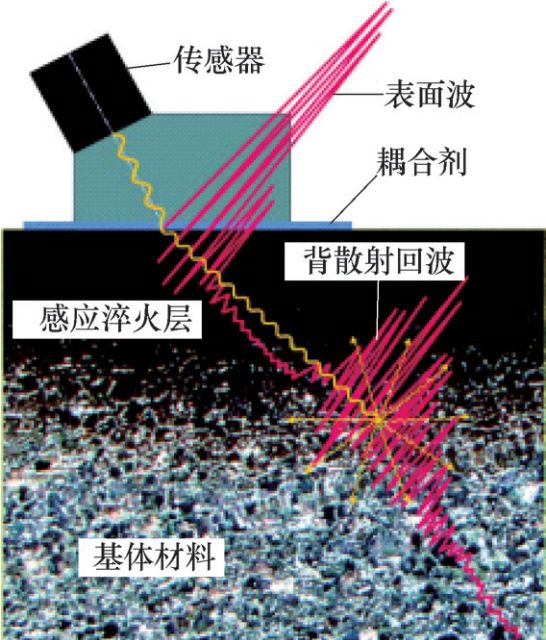
图2 超声波背散回波示意
利用下式就可得到表面淬火齿轮的热透入深度及硬化层深度。
Rht=(vtcosβ)/2
式中 Rht——硬化层或热透入深度(mm);
v——被检材料中的声速(mm/s);
t——声波从工件表面到分界面所经历的时间(s);
β——硬化层超声折射角(°)。
目前,生产应用的轮齿材料18Cr2Ni4WA及20Cr2Ni4A均为马氏体钢,相关资料及实测数据表明,对于模数≤10的轮齿,只要轮齿能加热至奥氏体温度区间,空冷后,其心部硬度≥36.0HRC,因此感应淬火齿轮的热透入深度达到轮齿心部,其心部硬度均能符合技术要求。
3. 检测方案
鉴于表面淬火齿轮试样的实际情况,特制定以下检测方案:
(1)选择分辩率较高的进口德国的感应淬火硬化层厚度检测仪。
(2)选择并设置合理的LN与UN值。
(3)切割模数为6、8、9、10的四种表面淬火渗碳齿轮,技术要求见表1。
表1 检测齿轮试样淬火技术要求

(4)选择高频(20MHz)的斜探头与直探头分别从齿面与齿顶进行检测。
(5)采用显微硬度法与金相宏观分析法分别对齿轮试样的有效硬化层深度与热透入深度进行检测。
(6)将无损检测法与常规显微分析及金相法进行对比,评价无损检测数据的可靠性与准确性。
4. 检测结果与分析
采用Fraunhofer-IZFP公司多通道淬硬层深度无损测量系统P3213QNET对5种齿轮进行检测,选择齿顶窄屏楔块、齿平面楔块、齿根楔块,对齿顶、齿面、齿根进行无损检测和理化检测,结果见表2。
表2 两种方法检测结果对比
根据检测结果,可得出以下结论:
(1)热透入深度检测方面无损检测法与解剖分析法所测数值一致。
(2)轮齿心部硬度间接无损检测方面 无损检测法与解剖分析法所测数值一致。
(3)有效硬化层深度检测方面 ①探头可触及轮齿节圆处样品(m=8、m=9), 无损检测法与解剖分析法所测数值一致。②探头不可触及节圆处,数据偏差较大。
(4)通过无损检测与理化检测的对比分析,可采用无损检测方法检测表面淬火齿轮热透入深度、表面硬化层深度及心部硬度。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741