



热障涂层(TBCs)由于具有耐高温、耐腐蚀、低热导率等性能,而被广泛应用于燃气轮机金属热端部件的高温防护。目前,应用最广泛的TBCs陶瓷材料是Y2O3部分稳定的ZrO2(8YSZ),8YSZ的长期使用温度不超过1200 ℃。如果超过这一温度,一方面会发生相变,从而引起体积膨胀;另一方面会发生烧结现象,造成涂层的应变容限下降,二者都会导致涂层早期失效。为了满足先进航空发动机不断提高的涡轮进口温度的需要,相继开发了一系列陶瓷TBCs候选材料,如Y2O3-HfO2[5],RE2Zr2O7(Gd,Eu,Sm,Nd和La),(Y3AlxFe5-xO12),LaPO4,LaMgAl11O19,La2Ce2O7,SrZrO3[15]和Ba(Mg1/3Ta2/3)O3。其中,具有钙钛矿结构 (ABO3) 的SrZrO3由于具有高熔点、较高的热膨胀系数以及在A位和B位可供其它离子取代的可能性,使得该材料成为一种很有前景的TBCs陶瓷材料。
等离子喷涂是一种常见的热障涂层制备方法,近年来兴起的溶液等离子喷涂 (SPPS) 是在传统等离子喷涂的基础上将固体粉末喂料改为溶液喂料,将溶液雾化后直接注入到等离子焰流中形成纳米结构涂层。SPPS TBCs的最显着优势是其使用寿命远高于传统等离子喷涂制备的涂层,这与其所具有的全新的微观结构密切相关:(1) 陶瓷层中含有纳米和微米孔隙,且孔隙分布均匀;(2) 含有超细“板条晶”结构,其尺寸范围介于1~10 μm,而传统的大气等离子喷涂 (APS) 涂层的“板条晶”尺寸介于50~100 μm;(3) 含有贯穿涂层且垂直于涂层表面的裂纹,使得涂层的应变容限进一步提高。基于SPPS涂层所具有的独特显微结构,使得SPPS 8YSZ涂层的热循环寿命为相同条件下APS涂层的2.5倍,是电子束物理气相沉积 (EB-PVD) 制备涂层的1.5倍。
本文采用SPPS方法制备SrZrO3热障涂层,对不同喷涂工艺参数下涂层的显微结构、孔隙率、硬度及相稳定性进行了研究,从而确定了优化的喷涂工艺参数。
1 实验方法
1.1 实验原料和试样制备
本实验所使用的原料为Sr(NO3)2 (淄博春贵化工有限公司),Zr (C2H5O2)(山东万多福精细化工有限公司),二者按化学计量比 (Sr:Zr=1:1,摩尔比) 混合溶解于去离子水中获得前驱体溶液。
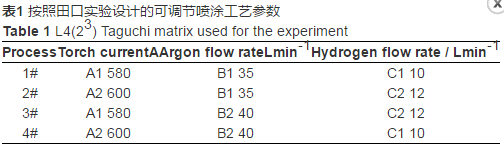
基材选用Φ30 mm×4 mm Inconel 718高温合金 (NiCr19Nb5Mo3,沈阳合金材料有限公司),经过700 μm金刚砂进行表面喷砂处理后使用乙醇和丙酮超声清洗。采用Medicoat MC60喷枪 (Medicoat AG) 进行涂层制备,在喷涂距离40 mm,基体预热温度约500 ℃,送液流量30 mL/min,雾化压力0.14 MPa不变的情况下,采用的具体喷涂工艺参数如表1所示。
1.2 涂层性能表征
采用X射线衍射仪 (XRD,D/MAX-2500/PC,RIGAKU) 对不同喷涂工艺制备的涂层进行物相分析。采用QUANTAFEG 650型扫描电子显微镜 (SEM) 对样品的微观截面及表面形貌进行观察分析。采用ImageJ软件对不同工艺下喷涂的涂层进行孔隙率测试。采用HVS-1000Z自动转塔数显显微硬度计测试涂层硬度。
2 结果与讨论
2.1 SrZrO涂层的XRD谱
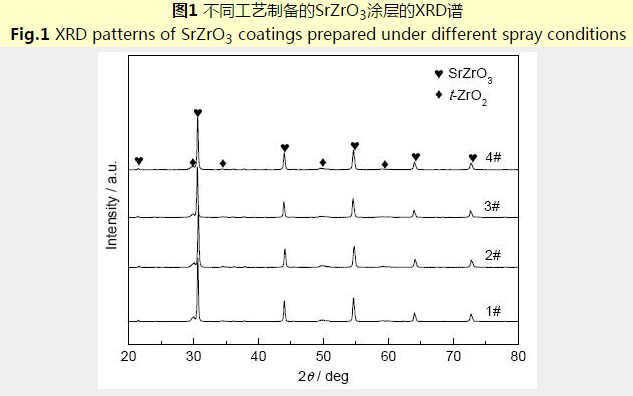
图1为不同喷涂工艺参数下所制备SrZrO3涂层的XRD谱。可以看出,涂层由SrZrO3和t-ZrO2两相组成,其中主晶相为SrZrO3相。通过计算得到SrZrO3相和t-ZrO2相的质量分数分别为77.46%和22.54%。涂层中出现少量第二相的原因是由于ZrO2和SrO的蒸气压不同所导致的,二者在2500 ℃下的蒸气压分别为0.1和2 Pa。在热喷涂过程中SrO的挥发量与ZrO2相比较多,导致涂层成分偏离SrZrO3的化学计量比,从而使制备态涂层中出现t-ZrO2相。
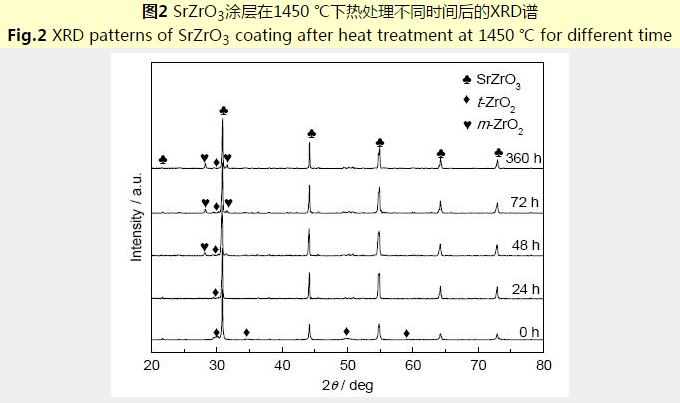
按照工艺4喷涂的SrZrO3涂层在1450 ℃热处理不同时间后的XRD谱见图2。经24 h热处理后,SrZrO3涂层衍射峰变得更加尖锐,说明结晶度进一步提高;涂层中仍含有少量t-ZrO2相。经过48 h热处理后,m-ZrO2相出现,这是由于t-ZrO2相向m-ZrO2相转变的结果。经过72 h热处理后,t-ZrO2相逐渐减少,m-ZrO2相逐渐增多。经过360 h热处理后,m-ZrO2相含量从72 h的10.31%增加到360 h的13.87%,SrZrO3相含量基本不变。
2.2 SrZrO涂层的形貌观察
图3为不同工艺制备的SrZrO3涂层的截面照片。工艺1和工艺2喷涂的SrZrO3涂层组织相对疏松,前驱体熔化程度较差,其中工艺1制备的涂层熔化程度最差。相比之下工艺4制备的涂层熔化最好,且出现了垂直裂纹,垂直裂纹的出现有利于缓解涂层与基底的热膨胀不匹配问题,从而有助于提高涂层的使用寿命。工艺4制备涂层厚度达到300μm,孔隙率为16.3%,单层喷涂厚度达到6.0 μm;工艺1~3在喷涂距离为40 mm条件下喷涂50遍后的涂层厚度分别为263,278和267 μm,涂层孔隙率分别为26.4%,25.6%和21.1%。
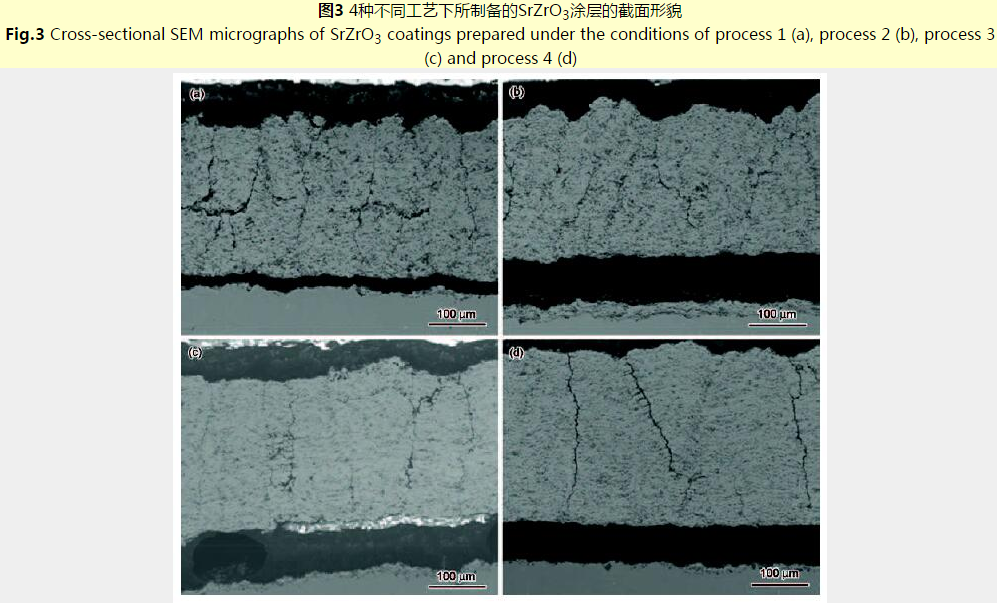
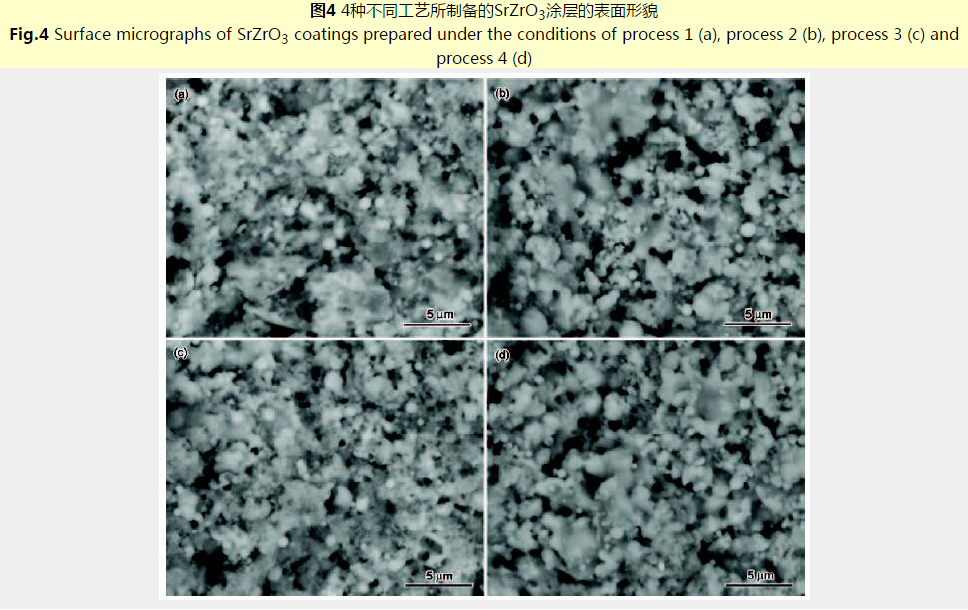
图4为不同工艺制备的SrZrO3涂层的表面形貌照片。相对于工艺1~3而言,在工艺4所制备涂层的表面可以看到更多的熔化液滴碰撞到基体后形成的长板条结构,这也与工艺4制备涂层的截面显微形貌相一致。工艺2和3制备的涂层表面也出现了少量的长板条结构,但未熔化颗粒相对较多。工艺1制备的涂层表面大部分为未熔化的颗粒状结构。
2.3 SrZrO涂层的沉积效率和显微硬度
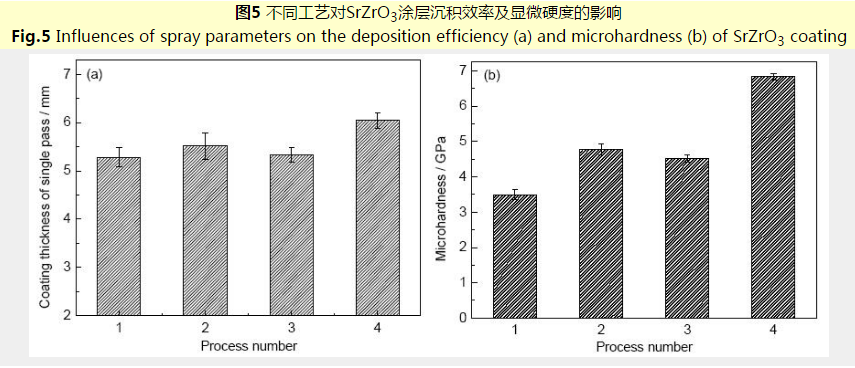
图5为不同工艺对SrZrO3涂层的沉积效率和显微硬度的影响。由图5a可以看出,工艺1和3的沉积效率相对较低,工艺2和4的沉积效率较高。其中工艺4的沉积效率最高,单遍喷涂厚度达到6.0 μm。工艺1~3在喷涂距离为40 mm条件下单遍喷涂厚度分别为5.3,5.6和5.3 μm。由图5b可以看出,工艺参数对涂层的显微硬度影响较大,其中工艺1制备的涂层显微硬度最低,为3.5 GPa;工艺2和3制备的涂层显微硬度相差不大,分别为4.8和4.5 GPa;工艺4制备的涂层显微硬度最大,达到6.8 GPa。这与涂层的显微形貌和熔化状态相一致,熔化状态越好,涂层的显微硬度越大;熔化状态越差,涂层的显微硬度越低。
2.4 田口设计实验结果
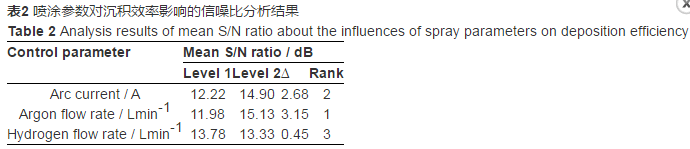
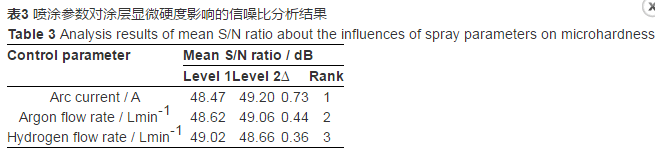
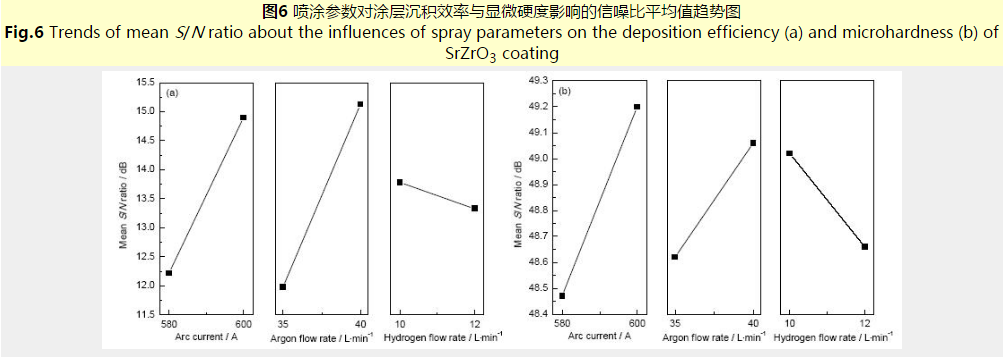
在田口设计中,根据对实验中质量特性值要求的数值范围不同,分为望目值、望大值和望小值质量特性,其中望大值是希望质量特性值越大越好,波动的程度越小越好。本实验是以涂层的沉积效率和显微硬度为标准,利用Minitab 17软件计算出各因素在不同水平下的信噪比平均值并作出信噪比平均值趋势图,分别见表2和3及图6。从表2可以看出,各因素对涂层沉积效率影响显着性依次为:氩气流量>电流>氢气流量。从表3可以看出,各因素对涂层的显微硬度影响的显着性依次为:电流>氩气流量>氢气流量。从图6a中可知,对涂层的沉积效率来说,电流为600 A、氩气流量为40 L/min、氢气流量为10 L/min时达到各因素的最佳水平。从图6b中可知,对涂层的显微硬度来说,同样电流为600 A、氩气流量为40 L/min、氢气流量为10 L/min为各因素的最佳水平。
3 结论
(1) 当喷涂距离、雾化压力和前驱体流量分别为40 mm、0.14 MPa和30 mL/min时,各因素对SrZrO3涂层沉积效率影响显着性依次为:氩气流量>电流>氢气流量,各因素对涂层的显微硬度影响的显着性依次为:电流>氩气流量>氢气流量。电流600 A、氩气流量40 L/min、氢气流量10 L/min为各因素的最佳水平。
(2) 在最优化工艺条件下,可以得到沉积效率相对最高、熔化程度相对较好的SrZrO3涂层。涂层单遍喷涂厚度为6.0 μm,孔隙率为16.3%,硬度达到6.8 GPa。
(3) SrZrO3涂层相稳定性研究表明,1450 ℃下热处理48 h后,涂层中出现m-ZrO2相;且随着热处理时间的延长,t-ZrO2相逐渐向m-ZrO2相转变。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”