
MMTA:TRIP钢电阻点焊缺陷机理研究及其对性能的影响
2018-09-12 12:40:32
作者:本网整理 来源:材料人
分享至:


【引言】
随着汽车轻量化要求的越来越高,高强钢越来越多的应用到汽车车身。目前,电阻点焊仍然是汽车车身的主要连接技术,但由于高强钢合金元素较多,热物理性能参数复杂,所以高强钢电阻点焊时很容易产生焊接缺陷。目前高强钢电阻点焊的显微组织和力学性能研究较多,而焊接缺陷形成机理及其对性能的影响研究较少。
【成果简介】
近日,伊朗的伊斯兰自由大学的Rouholah Ashiri在Metallurgical and Materials Transactions A上发表了最新的研究成果“A Phenomenological Study of Weld Discontinuities and Defects in Resistance Spot Welding of Advanced High Strength TRIP Steel”。在该文中,研究人员对电阻点焊时易产生缺陷的TRIP钢进行了研究,并探究了缺陷的形成机理及其对性能的影响。
【图文导读】
图1 拉伸实验设备及夹具
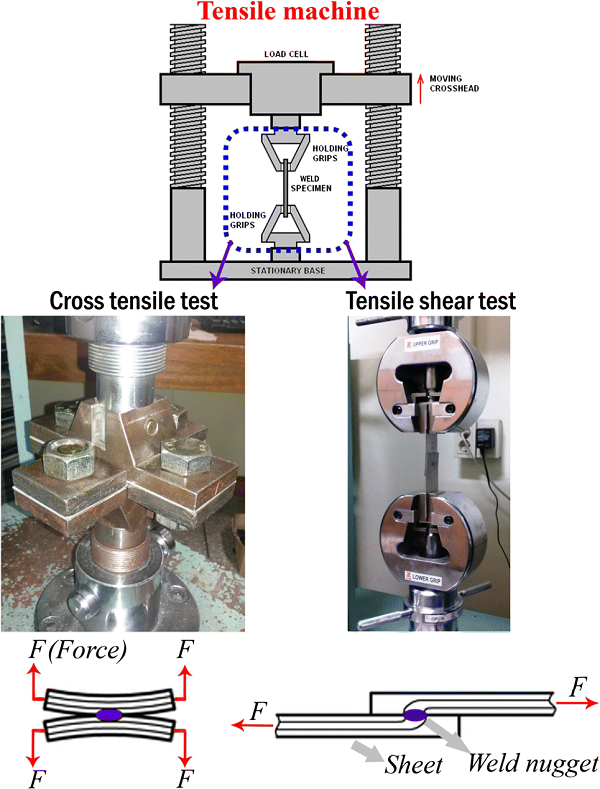
图2 焊接电流对熔核尺寸和接头强度的影响
(a)焊接电流对熔核尺寸的影响
(b)焊接电流对拉伸剪切强度和十字拉伸强度的影响
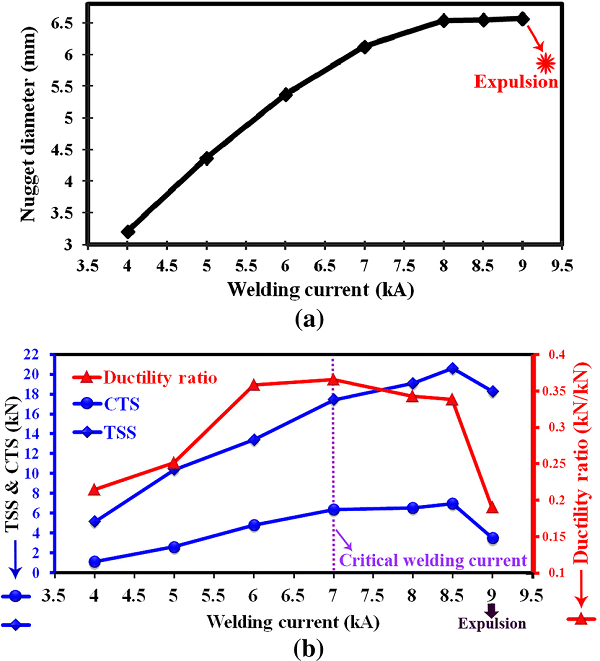
图3 裂纹变化情况和载荷之间的关系
(a)TRIP钢电阻点焊热输入较大时的宏观组织
(b)力学性能测试时,载荷状态对熔核的影响
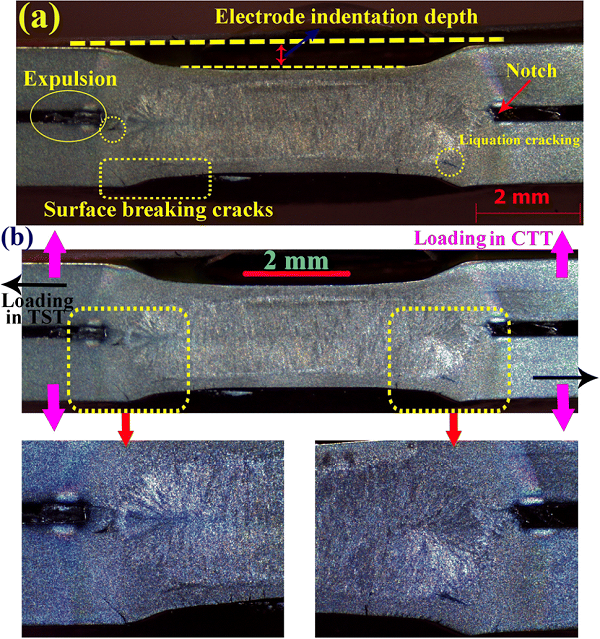
图4 熔深和焊接电流的关系
(a)电极压入深度和焊接电流的关系
(b)相同熔核直径下,TRIP钢和HSLA440钢熔深比较
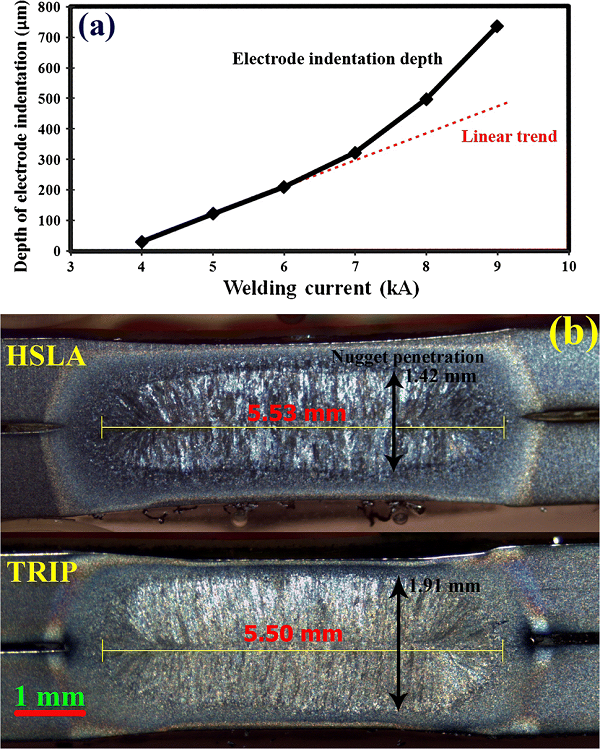
图5 极大热输入时的熔核喷溅
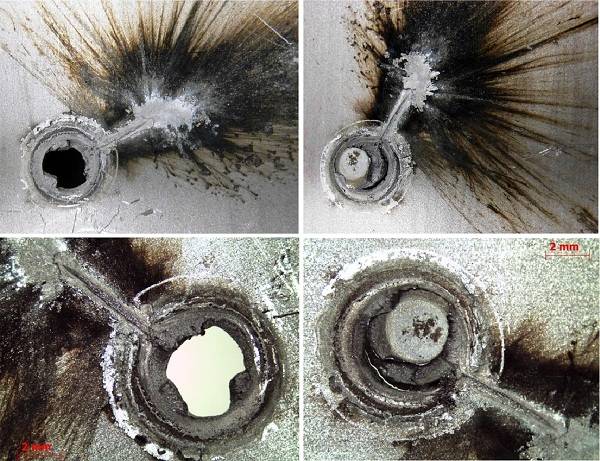
图6 电阻点焊熔核凝固后的宏观组织
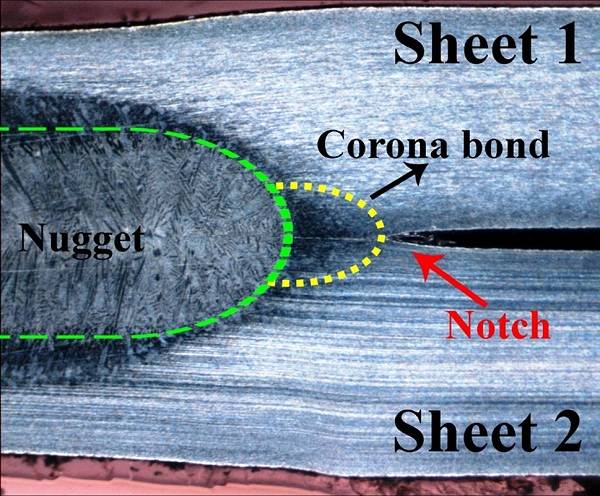
图7 HSLA钢和TRIP钢相同熔核直径下,焊接结束时刻二者温度场分布
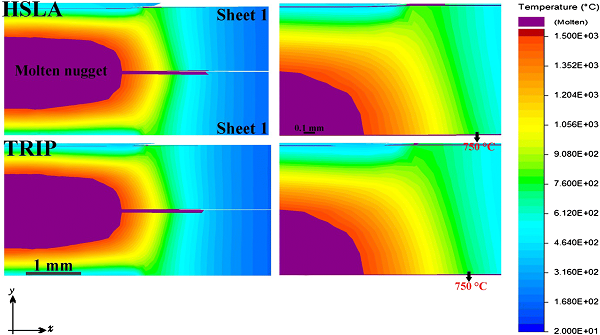
图8 电极边缘裂纹处的显微组织图
(a)电极边缘的光镜图
(b)裂纹处的SE和BSE扫描电镜图及线扫描图
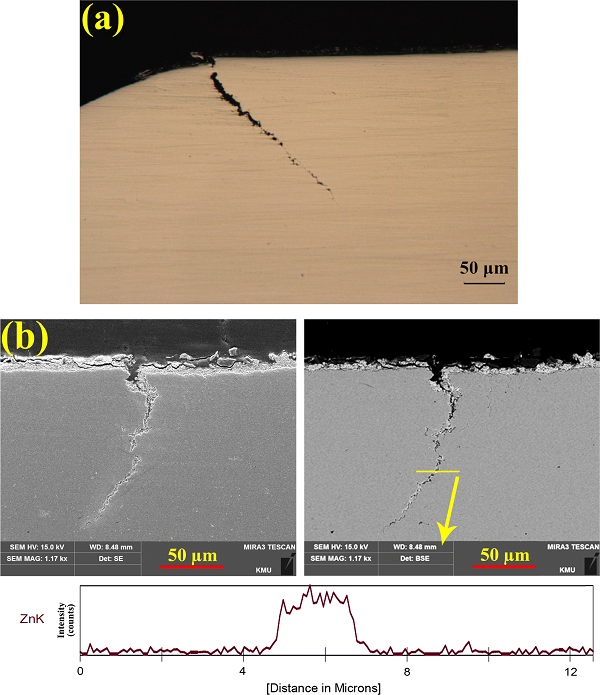
图9 电极表面裂纹处的温度场和应力场分布
(a)表面裂纹处的温度场分布
(b)表面裂纹处的应力场分布
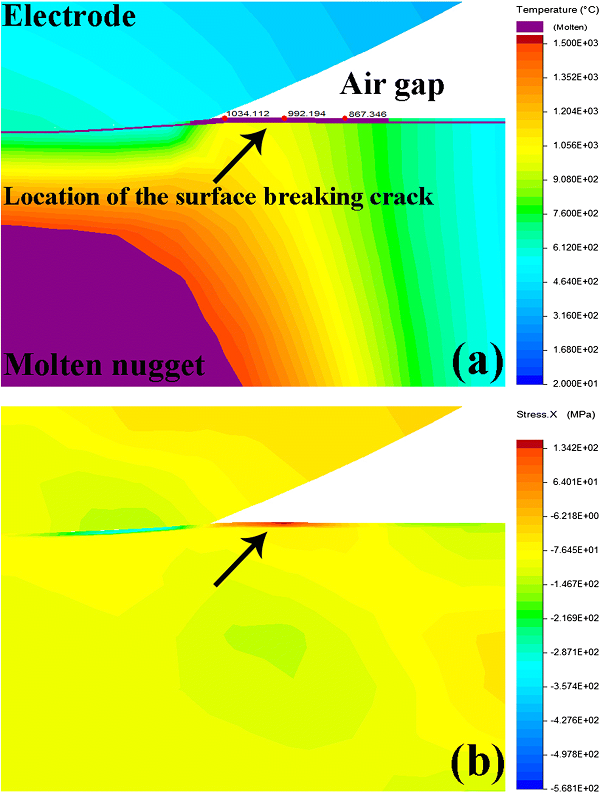
图10 HSLA钢不发生喷溅的临界电流下的显微组织
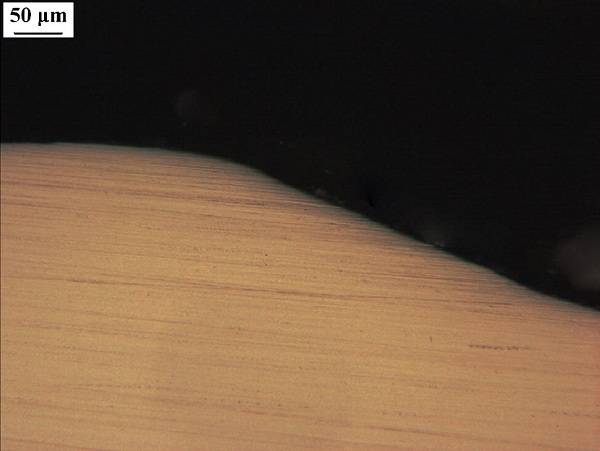
图11 液化裂纹的光镜图和SEM图
(a)电阻点焊时液化裂纹位置和形状的光镜图
(b)说明液化裂纹显微组织的光镜图和SEM图
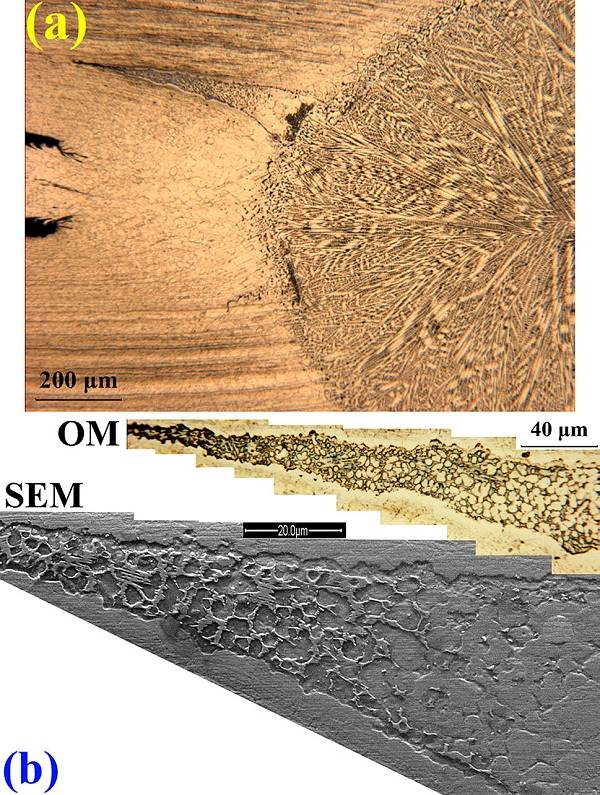
图12 液化裂纹处的FE-EMPA线扫描分析
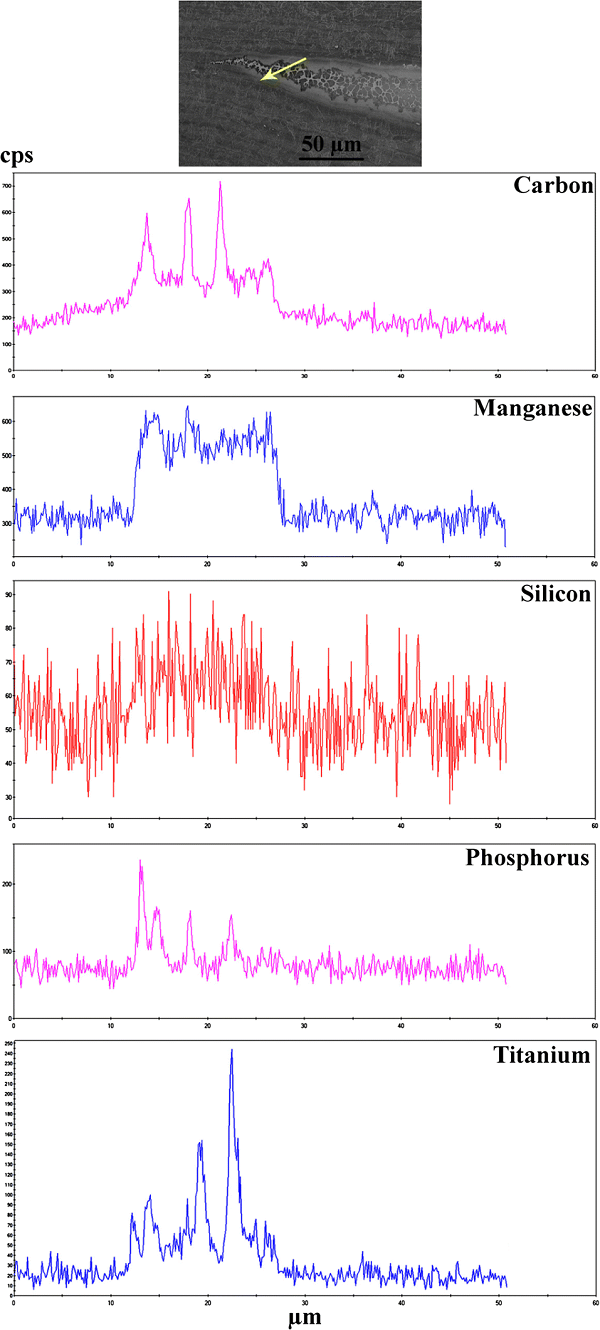
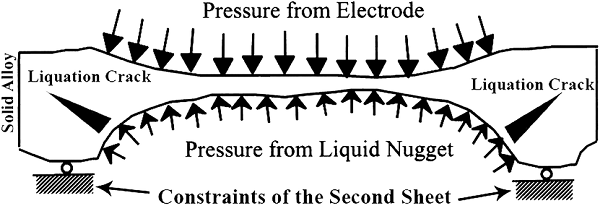
图13 液化裂纹形成位置示意图
【小结】
研究发现复杂的热力过程以及合金的热力学参数对焊接接头缺陷影响较大。焊接过程中的热输入也会影响焊接缺陷的形成。从塑性测试结果来看,TRIP钢电阻点焊时,缺陷的形成存在临界热输入和临界熔核尺寸。热输入较高时,熔核喷溅、液化裂纹及电极磨损对缺陷影响更大。
文献链接:A Phenomenological Study of Weld Discontinuities and Defects in Resistance Spot Welding of Advanced High Strength TRIP Steel(Metallurgical and Materials Transactions A,2018,doi.org/10.1007/s11661-018-4900-0)。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:殷鹏飞
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:fsfhzy666@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763