
刀具的涂层技术
2018-07-10 12:18:03
作者:李录彬 刘献礼 岳彩旭 翟元盛 来源:哈尔滨理工大学
分享至:


在切削加工中,刀具性能对切削加工的效率、精度及表面质量有着决定性的影响。刀具性能的两个关键指标——硬度和强度(韧性)之间似乎总是存在着矛盾,硬度高的材料往往强度和韧性低,而要提高韧性往往是以硬度的下降为代价的。在较软的刀具基体上涂覆一层或多层硬度高、耐磨性好的金属或非金属化合物薄膜(如TiC、TiN、Al2O3等)组成的涂层刀具,较好地解决了刀具存在的强度和韧性之间的矛盾,是切削刀具发展的一次革命。
涂层刀具是近20年来发展最快的新型刀具。目前工业发达国家涂层刀具已占80%以上,CNC机床上所用的切削刀具90%以上是涂层刀具。
1.刀具涂层的特点
(1)力学和切削性能好。涂层刀具将基体材料和涂层材料的优良性能结合起来,既保持了基体良好的韧性和较高的强度,又具有涂层的高硬度、高耐磨性和低摩擦系数。因此,涂层刀具的切削速度与未涂层的相比,切削速度可提高2~5倍,使用涂层刀具可以获得明显的经济效益。
(2)通用性强。涂层刀具通用性广,加工范围显著扩大,一种涂层刀具可以代替数种非涂层刀具使用,因而可以大大减少刀具的品种和库存量,简化刀具管理,降低刀具和设备成本。
2.涂层的分类
根据涂层方法不同,涂层刀具可分为化学气相沉积(Chemical Vapour Deposition,简称CVD)涂层刀具、物理气相沉积(Physical VapourDepositon,简称PVD)涂层刀具及混合工艺及组合技术。CVD涂层原理如图1a所示,PVD涂层原理如图1b所示。混合工艺是等离子辅助CVD技术与传统的PVD技术进行有效的结合。比如先沉积传统的CrN硬质涂层,再在最上面沉积一层用于减少摩擦的DLC涂层。组合技术是涂层前对工具或零部件的表面层进行氮化,可以提高涂层的功效。
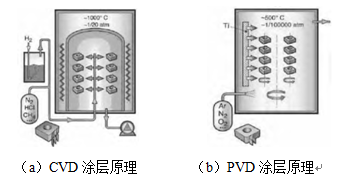
图 1
CVD可以涂覆耐磨损性优异的TiCN、耐热性非常优异的Al2O3厚膜,因此在产生高温的高速、高效率切削加工中能显示出长寿命,CVD涂层如图2a所示。
PVD一般用在与无涂层硬质合金、高速钢相同或较高速的切削速度条件下,以延长刀具寿命为目标。对基体制约少、损伤小,因此特别适合用于要求耐磨损性、耐崩刃性的刀具,也适用于要求锋利刃口的低进给加工与精加工或螺纹加工工具等,PVD涂层如图2b所示。
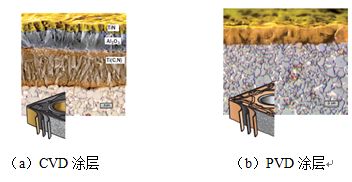
图 2
根据涂层刀具基体材料的不同,涂层刀具可分为硬质合金涂层刀具、高速钢涂层刀具以及在陶瓷和超硬材料(金刚石和立方氮化硼)上的涂层刀具等。涂层硬质合金刀具一般采用化学气相沉积法,沉积温度在1000℃左右。涂层高速钢刀具一般采用物理气相沉积法,沉积温度在500℃左右。
金刚石涂层采用CVD(化学蒸镀法)在硬质合金基体上合成。合成的涂层具备与天然金刚石相匹敌的硬度与导热系数,在非铁材料的加工中发挥着优异的性能。金刚石涂层刀具由于其良好的切削性能,在切削加工领域具有广阔的应用前景,是加工石墨、金属基复合材料、高硅铝合金及许多其他耐磨蚀材料的理想刀具,目前其主要应用领域是汽车和航空航天工业。金刚石涂层刀具的组织如图3所示。
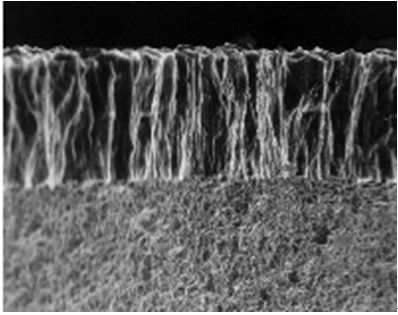
图3
根据涂层材料的性质,涂层刀具又可分为两大类,即“硬”涂层刀具和“软”涂层刀具。“硬”涂层刀具追求的主要目标是高的硬度和耐磨性,其主要优点是硬度高、耐磨性好,典型的是TiC和TiN涂层,各种涂层刀具如图4所示。“软”涂层刀具是采用固体润滑剂如MoS2、WS2等制备的刀具,“软”涂层追求的目标是低摩擦系数,也称为自润滑刀具,它与工件材料的摩擦系数很低,只有0.1左右,可减小粘、减轻摩擦、降低切削力和切削温度。

图4 涂层刀具
对刀具进行涂层处理是提高刀具性能的重要途径之一,涂层刀具的出现,使刀具切削性能有了较大的提高,应用领域不断扩大,涂层刀具在数控加工领域有巨大潜力,将是今后数控加工领域中最重要的刀具品种。目前国外硬质合金可转位刀片的涂层比例在70%以上,欧洲齿轮刀具的涂层比例高达90%。涂层技术已应用于立铣刀、铰刀、复合孔加工工具、齿轮滚刀、剃齿刀、成形拉刀及各种机夹可转位刀片,满足高速切削加工各种钢和铸铁、耐热合金和有色金属等材料的需要。
3.涂层刀具的制备
精密工具、零部件和功能件的新型高性能涂层都是由涂层炉生产出来的。因为不同的应用需要不同种类的涂层,且需要快速的交货期,因此涂层炉必须要有足够的灵活性,以保证生产不同系列的涂层都能有最佳的成本效益。现代化的涂层设备能够在金属、陶瓷甚至是塑料的表面进行快速、稳定且全自动的涂层。现代涂层设备必须满足以下准则:①单炉时间短。②日常运营成本低。③灵活性高。④设备保养和备件费用成本设计低。⑤生产可靠性高。⑥全自动操作。⑦CE认证,职业安全标准高。
4.涂层的选用
为了更好地选择和发展刀具及零部件的最佳功效,需要鉴别其主要及特定的磨损性和失效机理。磨损、粘附、腐蚀和疲劳都视为磨损机理,而且都取决于实际的应用。经验指出,材料的摩擦和磨损都不是材料的原因,而是整个系统的原因。因此,在选择涂层前就必须分析整个摩擦系统,包括零部件的技术性能、抗压力范围以及磨损机理的类型。
5.结语
正确选用涂层是合理使用涂层刀具和充分发挥涂层功能的前提。现在的涂层主要是以TiN和CrN为主。当然DLC涂层和用于铝压铸模具的新型微合金涂层的应用也越来越广泛。在过去几十年间,为了满足对功能涂层不断的要求,工业等离子表面技术获得了十分迅猛的发展。面向未来,新的挑战也会推动现行的涂层技术和新涂层概念及其应用向更先进的方向发展。通过利用新的蒸发设备和溅射理念以及脉冲技术,电弧PVD和溅射工艺也将更加先进。通过采用超高密度的等离子体和优化的电弧蒸发技术可以生成微合金涂层和专用设计的多结构涂层。涂层的纳米设计也将成为工具发展方向之一。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:殷鹏飞
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:fsfhzy666@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:5768

腐蚀与“海上丝绸之路”
点击数:4763