
长纤维复合材料在风电叶片中的应用
2016-12-14 14:10:05
作者:本网整理 来源:玻纤情报网
分享至:


1、概述
风力发电是绿色能源的一种, 进入21 世纪,在全球的发展可以说是风起云涌。复合材料在新能源发展领域中的应用主要是用来制造风电机组的叶片。
随着风力发电功率的不断提高,捕捉风能的叶片也越做越大,对叶片的要求也越来越高,叶片的材料越轻,强度和刚度越高,叶片抵御载荷的能力就越强,叶片就可以做得越大,它的捕风能力也就越强,叶片长度也由原来的30——40 m 增加至60 m 以上。在叶片长度增加的同时,如何减轻风电叶片的重量成为了风电设备行业需要共同面对的问题。因此,轻质高强、耐蚀性好,具有可设计性的复合材料是目前大型风电叶片的首选材料。

2、长纤维复合材料在风力机叶片的应用现状
随着工业经济的发展,长纤维增强热塑性材料也随之飞快发展,已成为增强塑料行业中增长最快的产业之一。长纤维增强热塑性复合材料在欧美发达国家已得到大力发展。
2.1 玻璃纤维复合材料风力机叶片
(1)玻璃纤维增强聚酯树脂的风力机叶片当叶片长度为19 m 时,其质量为1.8 t,长度增加到34 m 时,叶片质量为5.8 t ;叶片长度达到52 m 时,则其质量高达21 t ,因此需要寻找更好的材料以适应大型叶片发展的要求。
又如上海市崇明县(一个大岛),在近几年内按能源规划将已建成风力机发电2.7 万台,其数量十分惊人。我国沿海城市很多,如北方有大连、旅顺、青岛、烟台、威海等;南方有海南岛、珠海、汕头、温州、舟山岛等,将有很大的发展应用前途。
(2)玻璃纤维材料,应用性能及优点用废旧玻璃为原料, 经高温熔剂、拉丝、络纱、织布等工艺制得纤维布或织物。单丝直径 1—— 20 μm,相当于 1/5 ——1/2 头发丝。
玻璃纤维束由数百根甚至上千根单丝组成。玻璃纤维的应用性能可用于电绝缘、防腐、防潮、隔热、隔声、减震等。如风力机叶片,雷达罩等。
材料组成由热塑性树脂或热固性树脂(黏结剂)+ 玻璃纤维(增强填料)组成,又称玻璃钢。
牌号主要有:玻璃纤维增强聚酰胺( 尼龙),FRPA(Fiberreinforcement polyamide); 玻璃纤维增强聚碳酸酯,FRPC(Fiberreinforcement polycarbonate); 长纤维增强热塑性复合材料,LFT;玻璃毡增强热塑性复合材料,GMT等。
玻璃纤维增强材料的优点:
⊙抗拉强度高,δ < 3% ;
⊙弹性模量高,刚性好,复合制件尺寸稳定性好;
⊙不燃性,耐化学腐蚀;
⊙ 吸水性小;
⊙耐热性好,不易燃烧;
⊙加工性好,可制成股、束、毡、织布;
⊙透明性好,可透过光线;
⊙价格便宜,可回收再利用。
2.2碳纤维复合材料风力机叶片
为了提高风能利用率,风力机单机容量不断扩大,兆瓦级风力机已经成为风电市场的主要产品,并对叶片提出了更高的要求。由于碳纤维比玻璃纤维具有更高的比强度和比刚度(碳纤维复合材料的密度比玻璃纤维的密度小),因此大量地采用了碳纤维复合材料。目前,欧洲风力发电机容量3.6 MW 机组已批量安装,还有4.2 MW、4.5 MW 和5 MW 机组也已不断逐步安装运行;美国经成功研制出容量 7 MW 风力发电机;英国正在研制容量10MW 的巨型风力发电机;德国容量5MW 风力发电机,其叶片长度为56m;丹麦V-90型风力发电机容量为3.0 MW,叶片长度为44 m ;西班牙Gamesa 风力发电机的叶片长度已达 90 m,由此可见,用碳纤维复合材料制造大型叶片势在必行。
牌号主要有:日本东丽公司:T300、T400、T700、T800,T1000 等;美国赫克利(Hexcel): ① AS 系列:AS4,AS4C,AS4D, AS7 等; ② IM 系列:IM2A,IM2C、IM6、IM7、IM8、IM9、IM10 等。
3、长纤维复合材料叶片的生产工艺
长纤维复合材料叶片的生产工艺有如下3 种:
3.1 湿法成型(手糊成型)
手糊成型是一种传统的复合材料成型方法,主要工作是用手工完成的,不需要专门的设备,所用的工具也非常简单,但要求有一个成型的模具。随着复合材料的应用领域不断扩大,如绿色能源领域的风力发电,就要用到大量的复合材料浆叶。而目前这种大尺寸或超大尺寸的复合材料制件,大多是用手湖成型制造的。
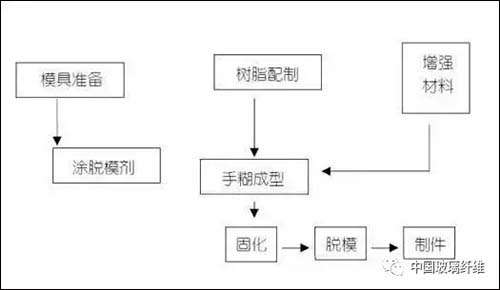
手糊成型工艺过程是:先在模具上涂刷含有固化剂的树脂混合物,再在其上铺贴一层按要求剪栽好的纤维织物,用刷子,压辊或刮刀压挤织物,使其均匀侵渍并排除气泡后,再涂刷树脂混合物和铺贴第二层纤维织物,反复上述过程直至达到所需厚度为止。然后,通过抽真空或施加一定压力使制件固化(冷压成型),有的树脂需要加热才能固化(热压成型),最后脱模得到复合材料制品。其手糊成型的工艺流程见下图所示。
手糊成型工艺的优点:
⊙不需复杂的设备,只需简单的模具,工具,投资少,成本低;
⊙生产技术易掌握,人员只需经过短期培训即可进行生产;
⊙复合材料产品不受尺寸,形状的限制,如:大型游船、圆屋顶、水槽等均可;
⊙ 可与其它材料(如金属、木材、泡沫等)同时复合制作成一体;
⊙对一些不宜运输的大型制品(如大罐,大型屋面)皆可现场制作。
手糊成型工艺的缺点:
⊙不能用来制造高性能产品,生产效率低、速度慢、生产周期长,对于批量大的产品不太适合;
⊙产品质量不够稳定, 影响质量的因素较多,如操作人员技能水平、制作环境、气候变化等;
⊙生产环境差、气味大、加工时粉尘多、劳保非常重要。
手糊成型工艺的优点是其它工艺方法所不能替代的,其存在的缺点,须在操作过程中不断克服及改进。
3.2 干法成型(预浸料成型)
预浸料成型属新新技术。纤维先制成预浸料,现场铺放,加温(或常温)加压固化,其生产效率高,现场工作环境好。
3.3 真空灌注成型工艺
真空灌注成型工艺是最新发展的叶片成型方法。它将纤维预成型体置于模腔中,然后注入树脂,加温加压成型。它是目前世界上公认的低成本制造方法,发展迅速,应用广泛。
4、结束语
近年来,长纤维复合材料代替钢铁在各领域中(如航空、船舶、汽车、地铁等)的采用越来越多,这主要是高的比强度和比刚度,抗腐蚀性,工艺简单,设备投资低,生产周期短等显著优点。
为什么长纤维复合材料会受到如此青睐?这也许要从材料科技的总体发展趋势来理解。现在,单一材料包括金属,无机非金属和有机高分子材料,在性能上继续实现重大突破的余地已经有限,但现代高新技术,却对材料提出了愈来愈高的要求,这就促使人们去研究开发更新的和更高效的材料。
更多关于材料方面、材料腐蚀控制、材料科普等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:刘洋
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8125

腐蚀与“海上丝绸之路”
点击数:6461