



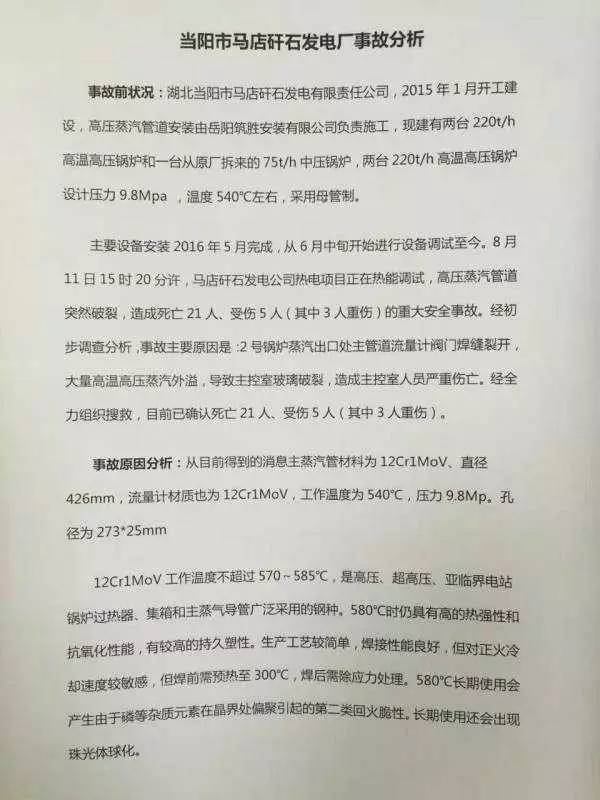
8月11日下午,湖北当阳市马店矸石发电有限责任公司热电项目在建调试过程中,发生高压蒸汽管道爆炸事故,致21死5伤。经国家安监总局调查,事故主要原因系管道流量计阀门焊缝裂开,大量高温高压蒸汽外溢,导致主控室玻璃破裂,造成主控室人员严重伤亡。


在事发核心区域,一条直径约1米的银白色高压蒸汽管道出现破裂,只剩下里层一段较细的深色管道,管道外膜和填充物完全损毁。地上随处可见管道外膜的碎片,能承受重压的金属外膜已被爆炸冲击变形。


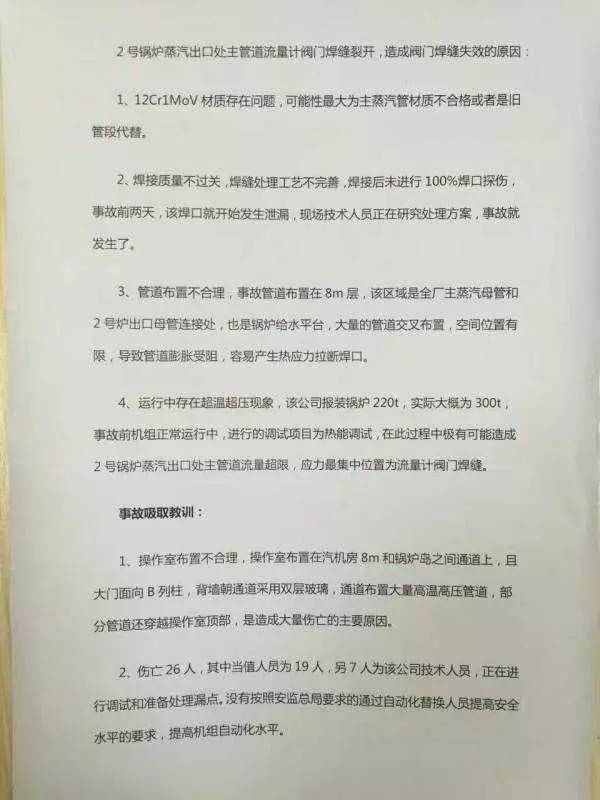
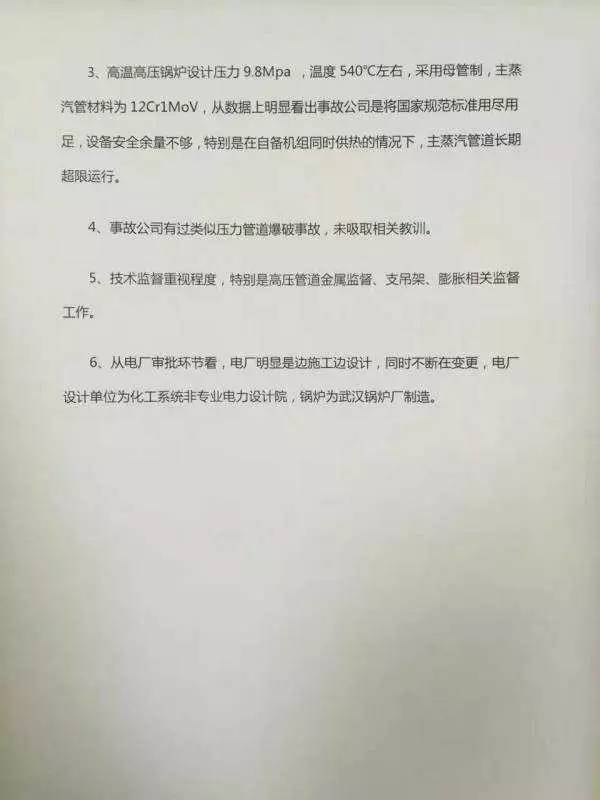
事故原因分析
据国家安监总局消息,经初步调查分析,事故主要原因是,2号锅炉蒸汽出口处主管道流量计阀门焊缝裂开,大量高温高压蒸汽外溢,导致主控室玻璃破裂,造成主控室人员严重伤亡。
其实除了这次事故以外,类似的由焊接质量问题或者焊工操作违规造成的重大伤亡事故并不少见。通过这些血淋淋的教训,作为焊接工作者的我们,早应该认清我们工作的重要性了。压力管道特别是高压管道的焊接,更应该严格遵循标准的规定执行。
下面小编就为大家准备了一些压力管道焊接应注意的主要事项,希望大家警钟长鸣。
焊接压力管道工艺要点
焊接过程是钢制压力管道工程施工的关键过程和主要过程。压力管道组对、焊接质量的的好坏直接影响管道介质的流速流向、管道磨损情况和安全运行。因此对压力管道的焊接质量有着极为严格的要求,除要求焊接接头为完全熔透焊缝外,对压力管道的耐蚀性以及焊缝表明的质量也有着具体的焊接标准、焊缝的表面(罐内、外)应平缓、均匀、不得有明显的凸凹焊道。焊接过程的质量控制对保证压力管道工程的安装起着重要的作用。为此,控制好压力管道工程中的焊接质量是管道安装质量控制的关键。
1.焊前准备
焊工:凡是从事压力管道焊接的焊工、必须按照现行《锅炉压力容器焊工考试规则》、《现场设备工业管道焊接工程施工及验收规范》的规定进行考试,考试合格后,方可从事相应的焊接施工。
焊接用设备:压力管道焊接所需的手弧焊机、氩弧焊机、焊条烘干设备和焊缝热处理装置应齐全、完好、性能稳定可靠,应装有在周检(校)期内合格的电流、电压表、压力表。 坡口加工及清理 现场条件允许的情况下,应尽量采用等离子弧、氧乙炔等热加工方法。坡口加工完成后,必须除去坡口表明的氧化皮、油污、熔渣及影响接头质量的表面层,清除范围为坡口及其两侧母材不少于20毫米区域,并应将凹凸不平处打磨平整。
定位/组对:管接头组对应在确认坡口加工、清理质量后进行。管接头的组对定位焊是保证焊接质量、促使管接头背面成形良好的关键,如果坡口形式、组对间隙、钝边大小不合适,易造成内凹、焊瘤、未焊透等缺陷。组对间隙应均匀,定位时应保证接管的内壁平齐、内壁错边量不超过管壁厚度的10%,且不应大于15毫米。如壁厚不一致,应按规定进行修磨过渡。若焊接定位板时应在焊管板角焊缝的同一方向。管件组对时应垫置牢固,并应采取措施防止焊接过程产生变形。定位焊时,应采用与根部焊道相同的焊接材料和焊接工艺,并由合格焊工施焊。
2.焊接过程控制
施工单位应具备完善的材料管理体系,以保证材料的规格、型号符合设计要求。现场材料员根据到货凭证核对材料的名称、规格、型号、数量和质量证明等资料是否与事物相符。经检验合格的材料、现场材料员负责进行入库,并对其登记上账。有时现场某些材料规格很大,无法在库房存放,故应该选合适的露天场地存放,并做好防护工作。需要进库房存放的材料必须入库妥善保管,以防丢失和损坏。材料发放时,一定要核对材料的工程项目、规格、型号、材料和数量,以防有错。现场使用的焊条必须烘干,操作人员用保温桶领用,以防返潮。
每一只桶内只能领用同一牌号的焊条,以防错用,且一次最多不能超过5公斤,在桶内存放时间不应超过四小时,否则必须进行重新烘干。焊丝一次领用数量不得超过最小包装,使用前应检查表面的锈蚀、油污等杂质是否清理干净。氩弧焊所用氩气纯度应不低于99.9%,且含水量不大于50ml/m3. 工序间材料:管道安装过程中、一些材料需经数道工序的处理后才能进行安装,如管材及焊件根据输送介质的不同,需经开孔、开坡口、除锈、酸洗、钝化、脱脂等工序的处理;阀门、配件、仪表需经清洗、脱脂、检验、试验等工序的处理;各工序间必须做好防护处理,且各工序之间要做好交接检查工作,以防止再次污染。
3. 焊接工艺评定及施焊工艺
施工中各种材质、焊接接头形式的焊接工艺评定覆盖达到100%。如本单位没有适合管道材质和焊接要求的焊接工艺评定,应委托有评定资格的单位进行评定。
焊接技术人员应依据设计图纸,有关施工规范及现行标准,根据焊接工艺评定并结合施工现场的实际条件制定切实可行的焊接工艺指导书。施工前对焊工和管工进行技术交底,内容包括焊接材料、工艺参数、焊前预热、层间、后热、热处理的温度和时间、对焊接材料的保管、使用以及无损检测等各项要求。管线编号应在焊接工艺指导书上标明,不同工艺的管线分别编号,相同焊接工艺管线可以写在一个工艺指导书中,注明管线代号,管工按焊接交底制备坡口,现场质检员按此确认坡口、尺寸及组装要求(签字确认),焊工必须严格执行焊接工艺,现场质检员应加强这方面的监督检查,这是保证焊接质量的关键。焊工应进行工序交接,确认破口质量,确保焊接工艺正确实施。
4.焊缝返修
焊缝同一部位的返修次数不宜超过两次,一、二次返修由焊接工艺人员对所需返修的缺陷分析产生原因并编制返修工艺,由焊接责任师审批,三次及三次以上的焊缝返修由焊接责任师 会同有关人员认真分析原因确定避免返修再次发生的措施后编制返修工艺,由项目技术负责人或项目质保师审批。
焊缝返修后应按返修工艺的要求进行焊接检验和无损检测。要求焊后热处理的管道焊缝,一般应在热处理前进行返修,如在热处理后返修、补焊后应做必要的热处理。有抗晶间腐蚀要求的不锈钢焊缝,返修部位仍需保证原有要求。焊缝返修次数、部位及返修情况应记入交工资料,返修的纪录、报告等内容均汇入工程档案。
5.焊后检查
5.1焊缝外观检查
焊缝表面质量的检验应在无损检测以及耐压试验之前进行。所以焊缝表面质量均应采用标准样板、量规、硬度计等进行100%的外观检验并符合GB50236-98标准中的具体要求,应如实记录结果。外观合格的标准焊缝表面不得有裂纹、气孔、弧坑和夹渣等缺陷,并不得有熔渣与飞溅物,咬边和焊缝余高应符合相关的要求。
5.2焊缝内部质量的检验
无损检测所采用的方法、检测比例应符合有关施工规范、标准以及设计要求的规定。当采用RT方法抽检时,应对每一个焊工所焊焊缝按规定的比例进行抽检,固定管口的抽检不得少于一个焊口,抽检的焊口应由施工单位和第三方监理人员在现场共同选定,并记下焊口的编号。无损检测结束后,施工单位应及时在管线但线图上准确标明管道编号、管道材质、规格、焊口位置、焊工代号、无损检测位置、无损检测方法。
检验人员应及时对无损检测报告以及RT底片进行检查。如需返修,应严格执行返修工艺,做好返修施焊纪录,同时还应及时审查按规定要求扩深的RT底片报告,并在压力管道单线图上准确的标明返修扩深部位。返修必须在热处理、耐压试验之前进行。
5.3最终检验、试验
最终检验、试验是在压力管道所用材料的检验、试验已完成并合格,安装过程的工序检验、试验已完成并合格且资料齐全并符合要求后的前提下才能进行。
(1)压力管道安装完毕后,经联合检查合格后方可进行;
(2)应严格按照检验、试验的程序和要求进行,并做好记录;
(3)输送剧毒、有毒和易燃流体的管道必须按规定确定泄露量;真空系统管道压力试验后,还要进行真空试验。
更多关于材料方面、材料腐蚀控制、材料科普等等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:王元
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
-
标签: 焊接压力管道

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”