
南苏丹遇袭中国战车出新改型 或装钛合金装甲
2016-07-20 16:40:39
作者:本网整理 来源:网络
分享至:



不久前,我国南苏丹维和部队一辆92B式轮式步兵战车遭迫击炮击中,7名官兵伤亡,其中2名烈士不幸牺牲,引起了网上关于该型战车防护能力的一番讨论。19日的英国《简氏防务周刊》刊发报道介绍中国北方工业公司正在研制的VN2C出口型防雷车,该车就是在WZ-551底盘基础上新研制而来,基本可以视为92式步兵战车的防护增强改进方案。不过,我军目前已经开始大量列装新型8轮轮式装甲车族,我军现役92式系列可能不会运用这个方案进行改装,但对于92式系列车族的国外用户,VN2C防雷车可能是一种经济实惠的新型装备。
据报道,北方工业公司表示,新型战车是针对那些需要高性能防弹和防地雷性能的潜在用户需求而设计的。
新型VN2C装甲车是在北方公司已经广泛出口的6*6底盘WMZ-551型装甲输送车底盘基础上研制的,目前该公司面向国际市场已经退出了一系列基于同类底盘,安装不同武器,有着不同构形的变形车。
基础性VN2C装甲车上安装一个单人机枪塔,上面有一挺12.7毫米机枪和一挺7.62毫米同轴机枪,分别有500发和1000发备弹。
延展阅读
钛合金在战车上的应用
随着反装甲威胁的日益增加,防护装甲也越来越厚重,战车的质量在最近十年中增加了15%~ 20 %,严重影响其运输能力及机动性。用钛合金替代轧制均质装甲钢是减重的有效途径。 在美国,钛合金已用于M1“艾布拉母斯”主战坦克、M2“布莱德雷”战车上。针对M1主战坦克,美国陆军部研究了许多可应用钛合金的部件,还开展了用钛合金取代轧制均质钢制造坦克其它部件的技术项目。M2战车上,钛主要用于指挥舱盖和顶部攻击装甲的改进。加强M2战车装甲的一个措施是,在某些特定部位采用锻造钛合金附加装甲以防大口径弹药的攻击。
四年前美国曾报道了美国军用车辆及战车中用低成本钛代替均质装甲钢(RHA)的情况。时隔四年的今天,已用Ti-6Al-4V钛合金制作了M2战车的指挥舱及顶部防护装甲、M1A2主战坦克上的两个部件及XM777 155mm超轻型便携式榴弹炮的架尾和反冲气缸。而且美国一直把研究重点放在未来的战车系统上,最近则集中在对可以满足预期冲击破坏性能的新型装甲材料的研究上。
过去的四年里,人们对钛装甲的研究颇多,主要目的有2个,一是扩大钛装甲在遭受破坏威胁时的防弹性能数据;另一个则是进一步降低成本。人们一直在努力通过各种工艺来降低成本。如利用单一电子束冷炉床技术生产钛合金,研究各种低成本的形变热处理工艺,与此同时,还对战车用厚装甲的焊接和焊接修补进行了研究。
按照重要程度次序,表1列出了降低钛合金装甲成本最具潜力的工艺及方法。
表1、最具潜力降低钛合金装甲成本的工艺
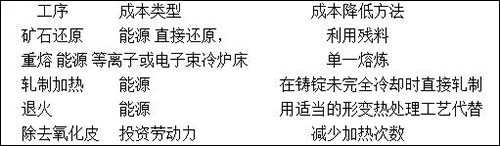
虽然上述每种工序都是人们所积极寻求的,但铸锭未完全冷却就直接进行轧制还存在一定问题。因为一般用于轧制加工设备与熔炼现场相隔都比较远,且铸锭在轧制前一般需车去氧化皮。
Wells等人对电子束冷炉床单一熔炼生产的T16Al—4V板材在军用车辆上的应用进行了评价。冷炉床熔炼可以利用较低成本的原料,以降低钛合金的成本,并且,只需一次熔炼。
电子束和等离子束冷炉床熔炼是活性金属和难熔金属熔炼的两种基本方式,这两种工艺基本相似,只是热源不同。在这两种工艺中,原料首先在水冷铜床中熔化,然后,熔融金属通过精炼区,最后通过浇铸口进入锭模,并在锭模中凝固。这两种工艺均可利用各种各样的原料,包括切削碎料,轧制、锻造和其它工艺过程的返回残料、切头以及海绵钛和中间合金。
但电子束冷炉床熔炼是在1.3X103Pa或更高的真空度下进行的:那些高蒸气压元素(如铝)在电子束熔炼的高真空气氛下易于蒸发,因而必须增添这些元素以补偿其挥发损失。
目前电子束冷炉床熔炼生产的铸锭可重达22.7t,能生产圆锭和方锭。工业纯钛或未合金化钛常见的铸锭尺寸为660mm X1320mmX4000mm,重16t。熔炼纯钛和钛合金的熔化能力分别为3.6t/h,2.3/h。
对钛炉床技术公司(THT,目前为Timet的分公司)生产的直径为76cm.重4000kg的Ti-6Al-4V铸锭,在熔炼过程中,沿铸锭方向每隔125mm取一个试样进行化学成分分析,结果见表2。
表2 铸锭的化学成分
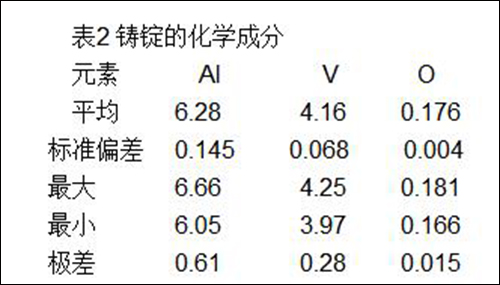
生产该铸锭的原料组成为:31.6%的海绵钛;62.4%的Ti-6Al—4V屑;其余为添加铝和Al-V中间合金。
首先将铸锭表面车去约6mm,然后根据如下工艺制度在传统的钢铁轧制设备上进行轧制:
①将铸锭加热至1150℃,轧制成210mmX1030mmX 3810mm的方坯;
②切成3部分并加热到940℃,轧制成25mm,38mm和64mm厚的板材;
③终轧退火为760℃,1h;
④每块板切成2片,且最后全部经带式打磨。
这一工艺制度下,从铸锭到板材最后得到的成品率为71%。当产量较大、板材较厚时,从铸锭到板材的成品率还可达到80%。成品率是决定最终成本及最终轧材价格的一个重要参数。
测试表明,板材末端的纵向和横向试样的拉伸性能均超过了MIL-T-9046J AB-1级和MIL-DTL 46077F标准要求。
对于结构应用的板材,一般需经固溶处理和时效处理,但是,对于装甲应用,研究发现退火组织的防弹性能最好。Burkins等人研究了退火温度对Ti-6Al-4V合金防弹性能的影响,并对不同的形变热处理工艺对Ti-6Al-4V合金防弹性能的影响进行了评价。结果表明,对于板材的抗弹性能,交叉轧制的优于一般轧制的,。α+β区轧制的优于β区轧制的;不退火的好于退火的,α+β区退火的优于β退火的,一旦β区退火后,再在α+β区退火,并不能恢复材料性能;轧态或退火态的好于固溶处理和时效态的。
钛用于地面车辆及装甲上时,常用的接合方法为焊接。人们对厚截面部件的焊接工艺研究很多。钛是一种极其活泼的金属,必须采取措施防止空气污染熔融金属,避免间隙元素进入材料中。目前许多部件(如M1A2主战坦克)都是利用钢铁生产设备加上惰性气体保护措施生产的。通常,焊枪喷嘴处用氩—氦混合气体进行二次保护,同时在背面进行三次保护。
General Dynamics公司和美国陆军实验室已对钛装甲如何取得满意的焊接效果、焊接的生产效率和现场焊接修补的可实施性进行了研究。对不同的切削工艺、焊接边缘的准备、惰性气体保护措施及焊接金属的化学性质对冲击性能和力学性能的影响进行了评价,开发出了可用于战车装甲生产的高速堆焊焊接工艺。但是,由于惰性气体保护比较复杂,钛的焊接方法将永远不会像钢装甲焊接那样简单且成本低廉,但钛的焊接成本也不是太高。
钛装甲的战地维修是必需的。战地维修应不需要附加惰性气体保护。美国陆军实验室已与俄亥俄州Edison焊接研究院达成协议,研究利用粉芯焊条而不用惰性气体保护的钛材现场维修焊接工艺。
更多关于材料方面、材料腐蚀控制、材料科普等等方面的国内外最新动态,我们网站会不断更新。希望大家一直关注中国腐蚀与防护网http://www.ecorr.org
责任编辑:王元
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-62313558-806
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475