
管道防腐大修涂料——聚脲涂料喷涂设备及工艺
2015-08-21 10:43:07
作者:本网整理来源:


近年来,出现了一种新型的管道防腐大修涂料———聚脲涂料,该涂料性能优异,但对设备和操作条件要求较高。文中探讨了管道防腐大修用聚脲涂料对喷涂设备和喷涂工艺的专业化要求。通过对喷涂设备的各个部件性能和作用的研究,得到了一套喷涂设备连接、操作以及维护保养的方法。

聚脲涂料是国外近10年来,为适应环保需求而研制开发的一种新型无溶剂、无污染的涂料。
它的特点是:施工工艺简便,不受施工环境影响,可在-20℃以下和40℃以上施工,不受水气及温度的影响,涂层固化时间可在10s~30min范围内根据需要任意调节;施工中无溶剂挥发,是完全的绿色环保涂料;由于有快速固化的特点,施工可在任意曲面、垂直面及各种复杂部件上进行,喷涂后表面光洁美观;具有耐水、耐酸碱、耐辐射、耐氧化、抗微生物等优良的物理化学性能。
它的另一个特点是,在各种基材上(包括钢、铁、铝、水泥、木材等),都有十分强劲的附着力,几s内即可与基材形成强韧的共价结合力,很难再从基材上除去。涂层形成后,30min即可使用,并具有很强的力学性能,极高的耐热、耐水性能和防腐隔热性能。
此项技术已在世界范围的输油管网防腐修复中得到迅速的推广应用。国内也已经开展了关于这项技术的研究。
1·喷涂设备的组成部件及操作维护
1.1喷涂设备的组成部件
由于聚脲涂料的A、B(R)双组份反应极快,一般静态混合喷涂技术已不能应用于施工,所以必须采用双组份高温高压无气喷涂设备。专业化喷涂设备必须包括:平稳的物料输送系统、精确的物料计量系统、均匀的物料混合系统、良好的物料雾化系统与方便的物料清洗系统。此喷涂设备必须具有加热保温、加压、撞击混合等功能,由于聚脲涂料对喷涂设备的强烈依赖性和喷涂设备本身的复杂性,所以对喷涂设备和工艺进行专门的调研、考察和研究是保证对管道防腐大修用聚脲涂料进行研究的重要条件。
通过对喷涂机具的调研,选择了H20/35Pro型自动化喷涂设备。并对其各个部件的性能、作用以及操作和保养等方面进行了研究。
喷涂设备主要由喷涂主机、抽料泵、喷枪、喷枪清洗罐、喷涂辅助设备等组成。
1.1.1喷涂主机
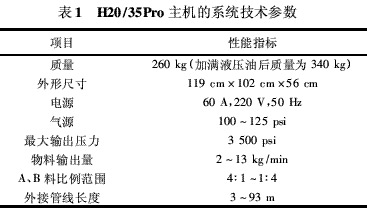
H20/35Pro主机采用对置活塞计量泵,可以消除工作时的不均匀负载,可延长密封件的寿命,整体型的泵底座可以确保在泵循环过程中压力的稳定性,从而提供非常稳定的喷涂型式和灌注应用时可靠的重合性。同时,H20/35Pro主机的软管加热和自动温控系统加热能力强、预热快,由靠近枪的淹没在原料流中的温度传感器来自动控制温度,可精确控温。表1为H20/35Pro主机的系统技术参数。表1中,1psi=6.89kPa.
管道防腐
主机配备的计量泵装备有正位移、双作用活塞泵。可供选择,提供特定的比例范围为1∶4~4∶1。UHMW密封与加硬的镀铬活塞杆和气缸壁可保证泵系统最佳的可靠性。每个泵上均有过压安全保护开关。此外,GUSMER独有的计量泵回复装置可以自动把异氰酸脂泵轴完全定位在气缸内,以防止湿度的污染,延长泵密封件的使用寿命。
1.1.2抽料泵
H20/35Pro型主机配备的是2∶1气动抽料泵,压力比为2.25∶1,输出量连续工作为21L/min,而间歇工作时为42L/min.该泵既可以用于200L工业大桶,也可以用于各种小包装物料的输送。抽料泵与主机之间管路的长度和粗细都有严格的要求,否则会导致供料不足。
1.1.3喷枪
同时选定了GX-D71喷枪。GX-D71喷枪可实施高温、高压、对撞式冲击,从而实现A料与R(B)料的均匀混合。
混合室内部碰撞混合通过精确加工的具有较长服务寿命的混合模块来实现,有多种不同型号可用,当与模式控制块结合使用时,提供最适宜的混合和模式工程。在枪的出口处,配有不同形式的模式控制盘(PatternControlDisc,简称为PCD)。通过改变PCD的型号,可实现圆形、扇形喷涂及浇注和不同的输出量,提供更有效的混合和模式工程。枪上的阀杆与前后密封件及气帽的协同配合完成了开枪/关枪时的机械自清洁过程,可以清洗每次喷灌后从混合室清洗出的所有混合原料,减少昂贵的、对环境有害的溶剂清洗程序。较长时间的停枪(如排除故障、过夜等)只需用专门的洗枪罐和有机溶剂进行彻底清洗,不必拆卸枪体。
1.1.4喷枪清洗罐
喷枪的内部构造十分精细并且A、R料又极易固化,因此普通清洗方法已经无法对喷枪进行彻底清洗,必须使用专门配备的高压喷枪清洗罐清洗。
GX-D71喷枪是机械自清洗式喷枪,是撞击型、无气雾化喷枪的混合室和阀杆的有机结合。从上述GX-D71喷枪的特点看出:这种设计不需要传统的喷枪那样在暂停喷涂时必须用有机溶剂或高压空气来清洗枪头,大大减少了维护和保养的工作量。但在较长时间的停枪(如周末、过夜等),必须用专门的喷枪清洗罐,用少量有机溶剂进行彻底清洗,但不必拆卸枪体。在实际使用GX-D71枪连续施工时,每周只需要拆枪清洗一次就足够了,拆卸、安装比较简单。
1.1.5喷涂辅助设备
喷涂设备的辅助设备主要包括空气压缩机和油水分离器。空气压缩机是整个喷涂系统必需的设备,为抽料泵、喷枪、气动主机的比例泵提供动力。市场上常见的空气压缩机有活塞式和螺杆式2种。活塞式空压机虽然噪声较大,但是其质量较小、体积也较小。最终选定了活塞式空压机。油水分离器主要用于除去空气中的水分、油分和微小杂质。未经干燥净化的压缩空气会使气动机构中的各种元件严重受损;更重要的是,压缩空气中夹带的油分、水分、杂质会使聚脲涂料涂层出现缩孔、鼓泡等缺陷,破坏涂层的外观质量和内在品质。
1.2喷涂设备的操作维护
1.2.1喷涂设备连接
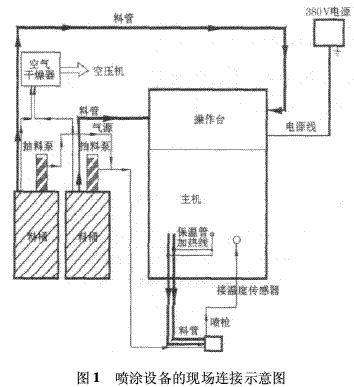
在喷涂现场,喷涂设备包括H20/35Pro主机、GX-D71喷枪、提料泵、供料管、A组分、R组分、加热软管等许多部件,必须合理地连接,才能保证喷涂作业顺利完成。图1为喷涂现场的设备连接示意图。
管道防腐
空气从空气压缩机出来,必须经过空气干燥器。2个提料泵分别插入装有A组分和R组分的工业大桶中,物料从提料泵随供料管进入主机,在主机中经过精确计量泵控制体积比为1∶1,同时接受主机的加热和加压。随后,物料流出主机,经过保温软管,到达喷枪,在抠动扳机后,从各自的方向经过过滤网在混合室中高压撞击混合,然后高速喷出,在喷嘴处接收压缩空气形成均匀的扇形或圆形物料面,喷涂到钢管上固化成形。
1.2.2喷涂设备的现场操作
喷涂设备结构复杂,连接复杂,操作步骤繁多,并且整个喷涂过程中任何一个步骤出现差错都有可能导致设备直接报废,所以必须对整个喷涂过程中设备操作步骤予以标准化确定。经过反复的喷涂试验摸索后,确定了喷涂设备现场操作步骤,并严格按照设定的操作步骤进行操作,保证了喷涂试验的正常进行。
1.2.3喷涂设备的维护
在设备长期处于不工作状态时,为防止A、R料大桶和抽料泵接触潮湿空气而结晶、固化、变质,需要将A、R抽料泵从200L大桶中移出,并插入装有清洗剂的保护套中,同时将A、R料的料桶充入氮气封存。关闭主机,但不关空压机及A料、R料进料球阀。
进料泵正常工作时,用DOP洗液顶完施工(实验)时管内原料后,继续用DOP进行循环式清洗,清洗结束后残存液封存于输料管内。循环清洗时,洗液20kg、压力3~5MPa清洗30min,分3次进行。盖上机器防护网罩,存放固定库房。
2·喷涂工艺的确定
聚脲涂料采用高温、高压、对冲撞击式混合工艺,因此其喷涂过程中是否反应完全、性能是否优良很大程度上取决于喷涂工艺的正确确定。喷涂工艺的确定主要包括2个关键参数的确定:喷涂温度和喷涂压力。
2.1喷涂温度的确定
在聚脲涂料的喷涂过程中,升高温度对改善喷涂效果是十分有利的。同时,聚脲涂料的反应温度常数的温度敏感性低,因此升高温度不会引起反应速度的急剧加快,反而会由于物料黏度的明显下降,使A、R料的混合及流动性得以改善,从表观上看似乎升温反而使反应更加平缓了。实际的温度控制在70~75℃。对软管进行加热是为了保证在物料的传输过程中,A、R料的温度不会随传输距离的延长而降低,从而增加体系黏度,导致混合效果不好。因此,软管的加热温度应该与主加热器中的温度基本保持一致或稍高,一般也设定在75℃。此外,软管的温度比主加热器的温度上升得缓慢,所以一般开软管加热以方便操作。
2.2喷涂压力的确定
聚脲涂料是在高压撞击混合反应的,因此,提高压力对整个体系的性能都有明显的益处。压力提高后,雾化效果更好,涂层表面的粗糙、橘皮现象也明显消失;但缺点是压力提高后,喷涂的反溅现象加重,需要进一步加强非喷涂区域的遮护和施工人员的防护,从而给整个施工过程带来更大的安全隐患。经过实验,认为聚脲涂料的喷涂压力在2000~3500psi之间。
2.3喷涂压力差的调节
对聚脲涂料来说,最理想的混合效果是:A、R料的密度一致、加热温度一致、喷涂压力一致,从而保证聚脲涂料的等当量反应。但实际上,由于A、R料的密度、黏度等各种物理性质往往不同,所以难以实现理想的混合。体现在操作上就是喷涂时,A、R料的喷涂压力差难以调节到0。
喷涂时应特别注意A组分和R组分的压力差,当压力差≤500psi时,可保证2种料的均匀混合;当压力差大于500psi时,必须重新调节物料,以保证物料混合均匀,并保证不在喷枪中固化。
因此,在实际的喷涂过程中,依据不同的聚脲涂料配方,对A、R料的压力差进行实地调节是制备高性能聚脲涂料的重要步骤。
在准备喷涂时,首先试喷2张聚脲板子,在试喷的过程中,观察A、R料的出料压力表,计算两者的压力差。如果两者的压力差大于500psi,应该立即停止喷涂,对压力进行调节。
调节压力的办法是调节A、R料的加热温度。一般升高A料的加热温度,降低R料的加热温度,然后重新进行喷涂作业,重新观察压力差,直至两者压力在500psi之内,最好在200psi之内。值得注意的是,无论升高还是降低温度都不应该超出70~75℃的温度范围。
3·结束语
通过对现有聚脲喷涂设备中典型设备的研究,详细地了解了聚脲涂料喷涂设备的各个重要部件的性能和作用,研究出设备连接、操作、维护和保养的一套方法。通过实验确定了喷涂工艺中的喷涂温度、喷涂压力等参数。
责任编辑:王元
《中国腐蚀与防护网电子期刊》征订启事
投稿联系:编辑部
电话:010-82387968
邮箱:ecorr_org@163.com
中国腐蚀与防护网官方 QQ群:140808414
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62313558-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻
铝合金LDH自修复自抗菌膜层构建
点击数:466
碳钢及合金钢应用与区别
点击数:393