
浅析管道内SEBF涂层 外观质量影响因素
2014-08-01 00:00:00
作者:admin 来源:《腐蚀防护之友》
分享至:


前言
现代运输方式主要有铁路、公路、水路、航空、管道。一般长输管线系统,一次性投资大,建设时间长,穿越地形复杂,属于半永久性工程,所以防腐工程的质量直接关系到管线的安全运行和使用寿命。熔融结合环氧粉末涂料SEBF具有优异的耐腐蚀性能、粘接力强及机械强度高,已经成为管道内外涂层的首选涂料,它的各方面性能均已达到或超过了国外同类产品的水平能有效地延长钢管在输运腐蚀性介质和在腐蚀环境下的使用寿命。本文主要说明佛山市越盛特种防腐工程有限公司运用SEBF涂装技术对管道的内壁防腐,探讨影响管道内SEBF涂层外观质量的因素。
涂装方法
本文所用的材料为无缝钢管DN400, 材质为20号钢,长度为12m。主要的仪器及设备为2078-70LR喷涂机、烘箱、喷砂机、QuaN1500测厚仪、HZ-71电火花针孔检测仪。因本次涂装的工件口径大、长度长,故需要对设备进行改进,并制作与之相配套的工装。
烘箱的加长
烘箱的尺寸:长×宽×高=3300mm ×1800mm ×1800mm,钢管的长度达到12000 mm,因此需要将烘箱加长至6300 mm,分两次对管道进行涂装。
管道的支架
管道移动支架的尺寸:长×宽×高=6000mm×1500mm×800 mm。
喷管
用于DN400的喷管:内径为Φ14 mm , 外径为Φ20 mm,长度为6600 mm的煤气管,煤气管不够硬,容易变形,故需要在喷管的外面套个钢管,使之易于支撑、便于转动,套在喷管外面的钢管的尺寸: Φ32 mm *6000 mm。将喷管的一头弯成45°的喷嘴,这样转动喷管就可以360° 的全方位的喷出粉末涂料。
三角轮支架
三角轮支架的作用:一是支撑喷管, 让喷管在管道内移动并让喷管360°转动;二是使喷管保持在管道的中间位,喷嘴与管道内壁保持相等距离。
喷涂工艺流程:除油、除水→喷砂→ 吹净基体表面细砂灰尘→预热→涂覆→固化→检测→修补
结果与分析
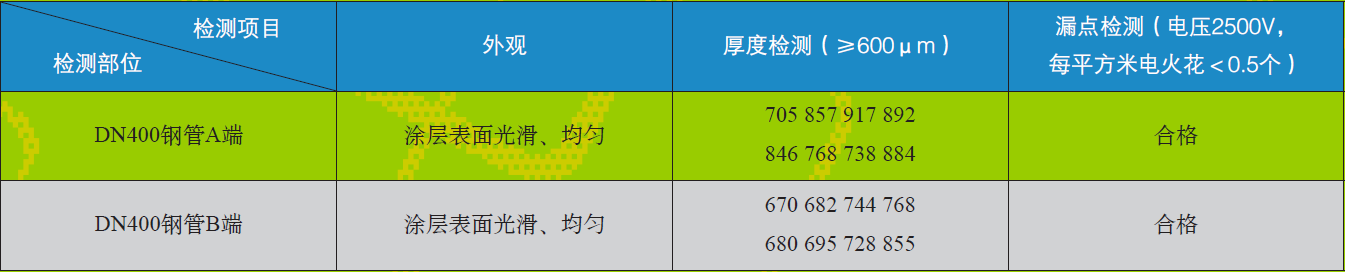
第一批DN400钢管内涂层质量检查
对第一批DN400钢管涂装后,质量检测如表3-1所示。
其中A端为管道在烘箱的一端,B端为管道在加长段的一端,说明经过上述工艺,钢管A端的质量合格,钢管B端的质量不合格。可能的原因:1.预热温度不够,粉末熔融不了,固化后涂层表面暗淡、起桔皮,厚度达不到要求;2.喷涂时,喷管移动太慢或转动不均匀,积粉太多,涂层偏厚,导致产生流挂;3.固化时,热气流流通性较差,使得工件固化受热不均,影响涂层表面光洁度。4.管头散热比管中快,喷涂温度更低,涂层厚度更薄,火花更多。
方案改进
1. 烘箱的改进:本车间运用的烘箱其送风方式是垂直送风。烘箱经过加长后, 加长部分只是防止烘箱内的热气流流出, 并不能与烘箱内的热气流进行循环对流, 所以加长部分的温度与烘箱的温度相差70℃左右,在预热和固化过程中,加长部分的温度均达不到工艺要求。烘箱改进的方案是在加长后的烘箱中间部分平放一块长6m,宽1.8m,距离烘箱底部为1.3m,将整体烘箱分成上下两个部分,上半部分的送风方式是垂直送风,下半部分的送风方式是水平送风,这样热风便能到达烘箱加长的部分,并与之循环。
2. 涂覆过程的改进,保持喷涂工艺不变,移动喷管和转动喷管时要要求均匀、平稳。
方案改进后涂层质量检测
对DN400钢管用改进后的方案涂装, A端为管道在烘箱的一端,B端为管道在加长段的一端。
说明经过改进后的方案,钢管的两端检验都合格。
结论
本文主要是研究管道内SEBF涂层质量影响因素,通过对涂层质量的检测、分析以及工装的改进,得出以下结论:
1.涂层表面暗淡的原因:
1)喷涂温度太低,涂料未能熔融结合,固化后涂层表面色光暗淡;
2)固化时,热气流流通性较差,使得工件固化受热不均,影响涂层表面光洁度。
2.涂层表面起桔皮的原因:
1)喷涂温度太低,涂料熔融不了,流平性不好,固化后涂层表面有桔皮。
3.涂层表面形成流挂的原因:
1)喷涂时,涂层偏厚,不均匀,引起流挂。
4.涂层表面产生漏点的原因:
1)涂层厚度不够要求。
表3-1 DN400钢管内涂层质量检测

表3-2不同钢管内涂层质量检测
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
-
标签: 管道SEBF涂层
相关文章
无相关信息

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8135

腐蚀与“海上丝绸之路”
点击数:6475