



在汽车悬挂系统的螺旋弹簧和稳定杆生产中,锌磷酸盐预处理和后续树脂粉末涂层是防止碳钢基体腐蚀的关键步骤。
涂层损伤后发生的局部腐蚀会影响部件的使用寿命。
耦合多电极阵列传感器(CMAS)为评估涂层和预处理的保护效果提供了有效的监测和评估方法。
一、CMAS的工作原理
CMAS探头包含多个微型电极。每个电极直径1毫米,由碳钢制成。传感器记录每个电极的电流流动,识别阳极和阴极位置,并计算最大局部腐蚀速率(CR-Max)。
公式为:
CR-Max = I_max × EW / (F × ρ × A)
其中I_max为最大阳极电流,EW为当量重量,F为法拉第常数,ρ为密度,A为电极表面积。
该方法可用于监测局部腐蚀的发生和发展。
二、CMAS在腐蚀监测中的表现
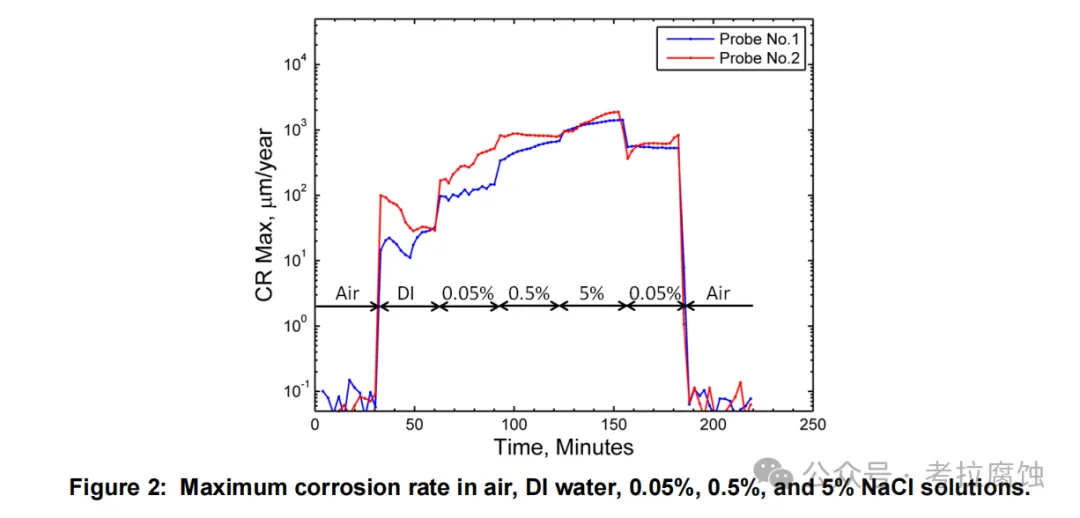
图2 在空气、去离子水、不同NaCL溶液中的最大腐蚀速率
实验中,CMAS探头依次置于空气、去离子水、0.05% NaCl、0.5% NaCl和5% NaCl溶液中。结果显示,腐蚀速率随环境变化而变化:在空气中为0.1 μm/年,在5% NaCl溶液中达到1000 μm/年以上。
两个探头在相同条件下测试时,CR-Max趋势一致。
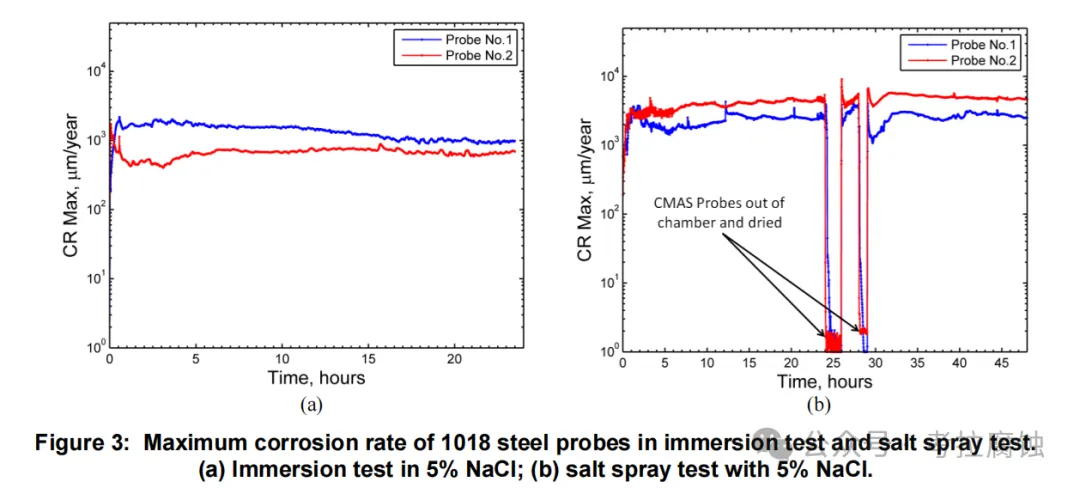
图3 碳钢在浸泡和盐雾实验中的最大腐蚀速率
(a)5%NaCl浸泡;(b)5%NaCl盐雾;
浸泡测试和盐雾测试对比显示:
-
盐雾环境下CR-Max数值高于浸泡测试;
-
干湿循环导致腐蚀速率发生显著变化:
-
干燥时速率下降,湿润后速率回升。
三、对锌磷酸盐预处理和涂层的评价
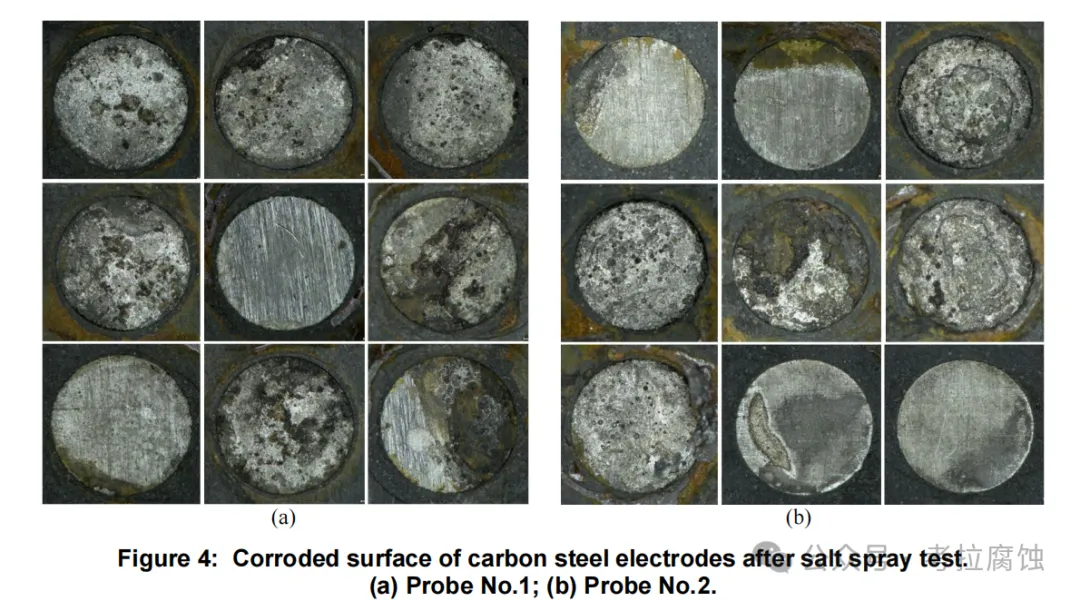
图4 盐雾试验后碳钢电极的腐蚀形貌
(a)探针1;(b)探针2;
研究使用生产线对CMAS探头施加锌磷酸盐(ZnP)预处理(涂覆量2–4 g/m²)和粉末涂层(厚度约100 μm)。
- ZnP预处理单独使用时,在5% NaCl溶液中浸泡24小时,CR-Max从初始300 μm/年降至10 μm/年。表面观察未见明显局部腐蚀。
- 粉末涂层损伤测试中,通过划痕暴露电极。CMAS记录了损伤部位腐蚀速率的变化:初始活性溶解,随后速率下降,部分情况下出现钝化。显微镜观察确认腐蚀发生在划痕位置。
测试后去除涂层和预处理层,探头表面可重复使用。
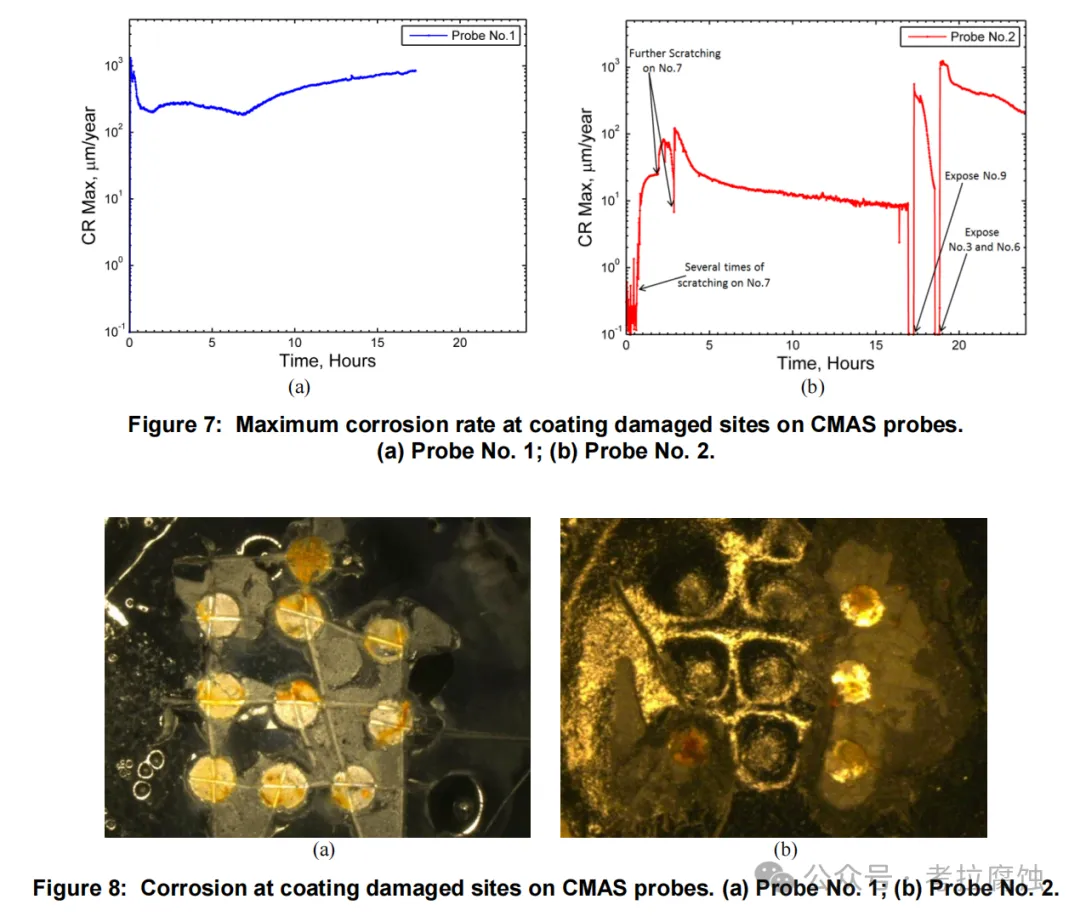
图7和图8 损伤涂层处的最大腐蚀速率
(a)探针1;(b)探针2;
四、实验结果总结
(1)CMAS能够记录裸碳钢、ZnP预处理表面和涂层损伤部位的腐蚀数据。
(2)最大腐蚀速率对应最严重的腐蚀位置,各电极电流数据可显示阳极分布。
(3)与传统方法相比,CMAS提供实时电流测量和速率计算,支持在实验室条件下模拟实际工况。
五、结论
CMAS技术已用于石油和核工业的腐蚀监测!
本研究显示其可应用于汽车碳钢部件的涂层和预处理评价,为优化防腐工艺提供数据支持。
*本文基于2017年NACE论文《A Multielectrode Array Sensor for Coating and Pretreatment Evaluation on Carbon Steels》整理。*
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808415

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”