



管道作为油气装备的重要组成部分,在油气储运、钻井勘探等领域发挥着重要作用。受作业条件及焊接工艺的影响,管道在施工中可能会出现气孔、夹杂、未焊透、未熔合以及裂纹等缺陷;在服役过程中,受内外部应力及环境影响,有可能会在管体及焊缝处产生开裂及腐蚀损伤。
缺陷和损伤的存在会导致管道承压能力下降,形成穿孔泄漏甚至管道断裂,从而造成严重的经济损失和环境破坏。因此,在管道建设及运行过程中,对管道进行无损检测,及时发现并修复缺陷,对于保证管道运营安全,避免事故发生十分重要。
油气管道无损检测技术主要有射线、超声、磁粉、渗透、漏磁检测等。射线检测周期长、穿透能力有限,且存在辐射风险;超声、磁粉和渗透检测都需要去除管道表面防腐涂层,检测后需对涂层进行修复;漏磁检测通过搭载管道爬行器在管道内部实施检测,设备复杂,工序繁多,需要管线停输并进行清管作业,适用于长输管道的定期检验。
交流电磁场检测(ACFM)作为近年来新兴的无损检测技术,具有高效、精确、适用范围广等优点,目前已在油气输运、航空航天、工业工程等领域得到了广泛应用。
1- 交流电磁场检测技术原理 -
交流电磁场检测技术是20世纪80年代由伦敦大学基于交流电压降测量法(ACPD)的原理,用表面磁场模型代替ACPD检测中的表面电场模型而提出,是近几十年来无损检测技术的重要进展之一,该技术有效提高了复杂金属构件的检测灵敏度,其检测原理如图1所示。
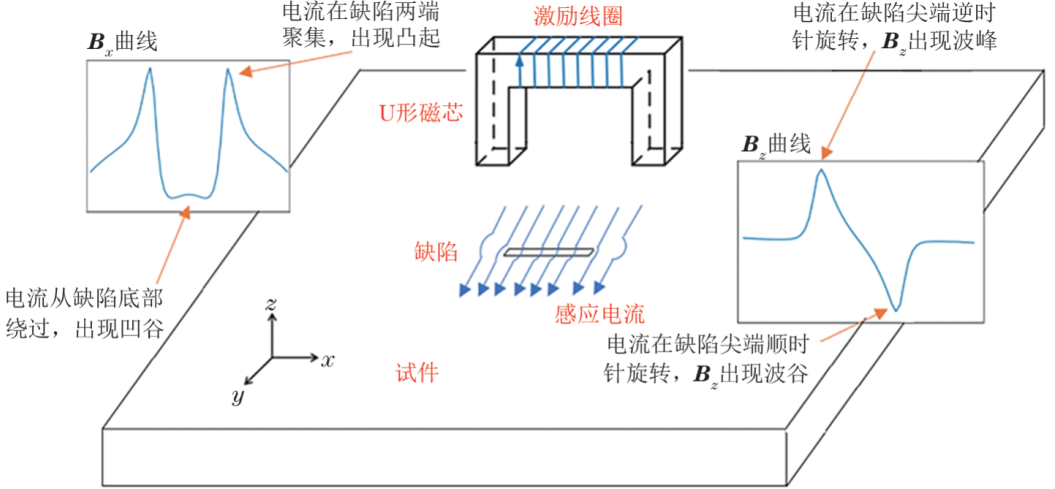
图1 交流电磁场检测原理示意
早期的ACFM技术主要用于海上石油平台的裂纹检测。随着技术的不断进步,其检测灵敏度、分辨率和检测速度等方面都有了显著提升。
和其他传统无损检测方法如磁粉、超声检测相比,ACFM技术对工件表面状况要求不高,不需要去除油漆等防腐介质和涂层即可进行检测。与磁粉检测相比,ACFM对铁磁性及非铁磁性的金属材料同样适用,国际焊接委员会相关报告指出ACFM的检出率大约为84%,而磁粉检测的只有44%。
ACFM技术最初只用于水下碳钢结构的焊缝检验,随着新材料的应用,ACFM技术也很快应用于奥氏体不锈钢、双相不锈钢、蒙乃尔合金及铬镍铁合金等材料的检验,并且对带有火焰喷涂层、环氧树脂胶层及油漆层等防腐涂层的金属结构的检验也十分有效。
ACFM技术对温度的适用性也较好,能在-20 ℃到500 ℃的环境中工作。
2- 管体缺陷的ACFM检测 -
油气管道在长期运行过程中,管体可能会出现腐蚀、开裂等缺陷。ACFM技术在管体缺陷检测中展现出独特的优势。
对于管体外表面的腐蚀缺陷,ACFM技术可以快速扫描大面积区域,准确识别腐蚀坑的位置和尺寸;对于管体裂纹,ACFM技术不仅可以检测出表面裂纹,还能有效识别近表面裂纹,通过分析电磁场信号的特征,可以定量评估裂纹的深度和走向,为评估管道运行状况提供重要依据。
针对曲面封闭的管道结构,国内外专家在理论建模、探头形式、激励方式等方面进行了一系列研究,实现了管道内、外壁缺陷的检出与量化。
AKBARI等基于ACFM检测技术基本原理建立了圆柱表面裂纹理论模型,并分别推导了轴向和周向两种裂纹的封闭表达式,为裂纹缺陷的检测提供了理论指导。
李伟等提出一种新型ACFM探头,采用等间距18阵列传感器对管道进行360°圆周扫描,单次扫描即可获得管体全周向的检测结果。
田野等利用U形传感器对Q235钢管道上不同深度裂纹进行了检测,并对检测结果进行了拟合,结果表明检测信号幅值与缺陷深度近似呈正比例关系,如图2所示。
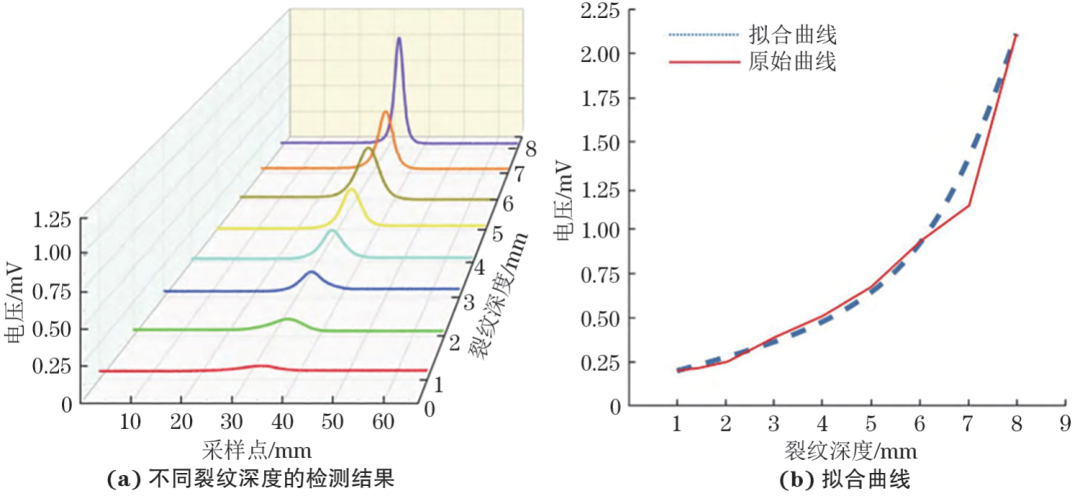
图2 Q235钢管表面缺陷深度与信号幅值关系曲线
近年来海洋石油开发迅猛发展,海洋平台、海底管线的大量建造,对水下管道结构无损检测提出了更高的要求。ACFM检测技术由于具有受海水干扰小、对涂层不敏感、提离效应影响小等优点,在水下检测领域受到更多的关注。
LEE等针对海底管道腐蚀开发了差动涡流传感器,实现了管道模拟试件上0.2 mm缺陷的检出。
李伟等针对海水环境中的检测进行了一系列理论仿真,通过研究海水含盐量、温度等因素,模拟分析了水下ACFM缺陷电磁信号的分布规律和特征,仿真结果表明裂纹沿线的磁感应强度符合ACFM原理,海水影响可忽略不计,模拟海水环境中的试验结果也进一步验证了数值模型的准确性。
针对海底管道检测,马维平开发了水下检测探头和水下舱体,实现了50米水深下管道缺陷的检测与信号传输。
袁新安等提出了阈值判定与智能识别相结合的缺陷判定法,该方法可用于水下结构表面各类缺陷的高精度自动判别。
经过多年的研究与探索,目前已基本实现管体全周内外壁缺陷的检测,且在探头研发、理论模拟、缺陷识别和判定等方面取得了较大进步。
3- 管道焊缝缺陷的ACFM检测 -
国内外大量油气管道事故分析结果表明环焊缝是油气管道失效的高发部位。在管道焊接施工中可能会出现裂纹、气孔、夹渣等缺陷,此外管道在运行过程中,还会受到环境、结构、应力等多重因素的影响,可能出现焊缝失效,管道环焊缝失效的主要形式为断裂、腐蚀、泄漏、失稳等。
ACFM检测技术在焊接缺陷检测中表现出显著优势。通过合理布置传感器,ACFM系统可以快速扫描焊接区域,准确识别各种类型的焊接缺陷。
对于焊缝表面裂纹,ACFM检测技术可以精确测量裂纹的长度和深度,检测精度可达毫米级。对于近表面缺陷,如气孔和夹渣等,ACFM检测技术也能有效识别,并通过信号特征分析判断缺陷的类型和尺寸。
电磁信号参数(磁特性、涡流特性)、物理特性(磁导率、电阻率)等与材料的微观组织间有一定的关系,这种对应关系为利用电磁信号评估焊缝质量提供了依据。
康宜华等提出了一种连续油管用薄壁板材和成品管材分层缺陷的磁导率扰动电磁检测方法与系统,在薄壁铁磁性管道及板件的分层缺陷检测中具有一定的优势。
姜永胜基于GMR传感器搭建焊缝检测系统,缩小了探头体积,提高了检测的灵活性与适用性,针对管道焊缝、管节点焊缝的表面裂纹缺陷开展检测研究(系统外观及测试信号见图3),试验结果表明相较于传统的线圈传感器,基于GMR传感器的ACFM检测系统线性更好,缺陷信号特征更明显,结果稳定性高。
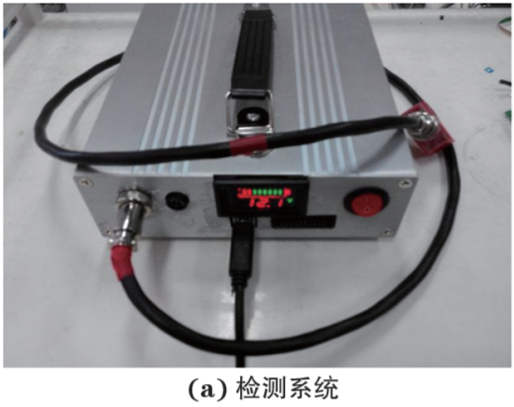
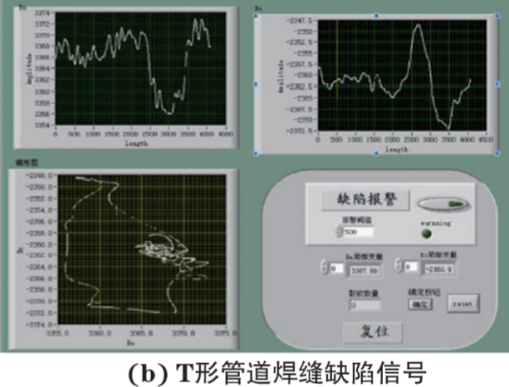
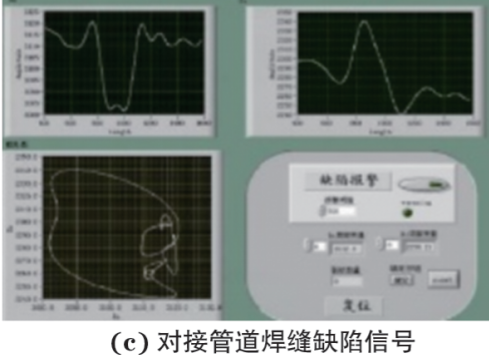
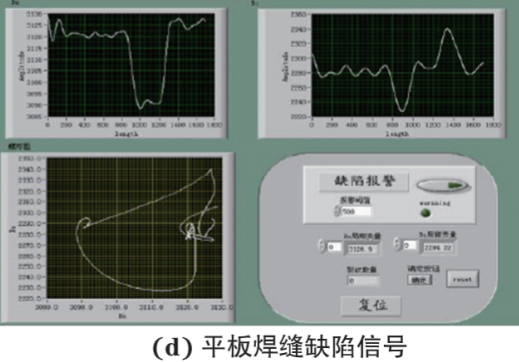
图3 焊缝缺陷检测系统外观及典型测试信号
李伟等设计了包含4个间距为10 mm的TMR传感器和4个U形激励磁芯的ACFM检测专用探头,采用直径为0.15 mm的漆包线作为激励线圈,磁芯放置在每个TMR传感器的正上方;利用该探头可实现80 mm宽隔水管焊缝及热影响区的全覆盖,检测结果如图4所示。
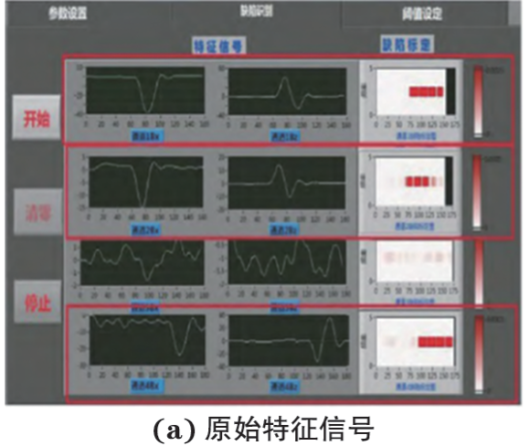
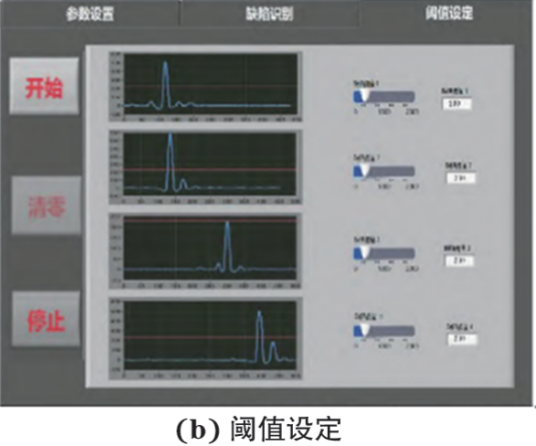
图4 ACFM专用探头检测结果
中国石油大学(华东)研究团队对某油田现场进行管道环焊缝的ACFM检测,检测两个加压站的共计90余条环焊缝,检出疑似缺陷、表面金属缺失等缺陷共计十余处,为管线安全维护提供了依据,所检表面金属缺失型缺陷、疑似缺陷部位及其特征信号如图5和图6所示。
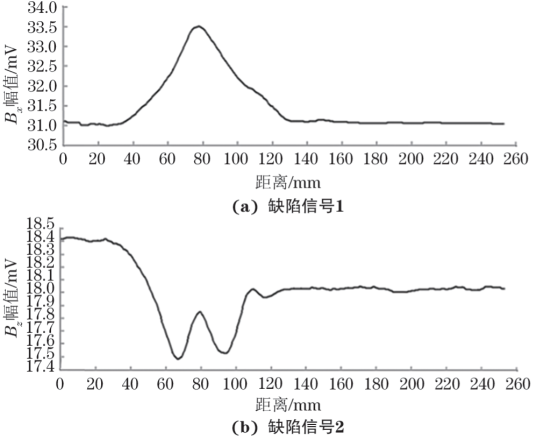
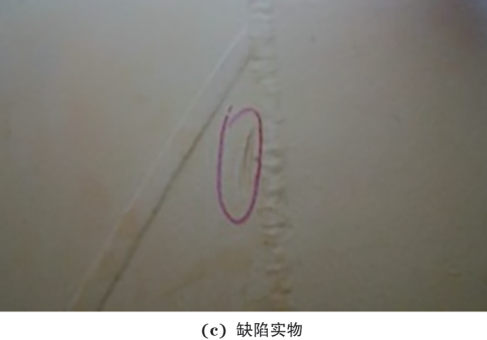
图5 表面金属缺失型缺陷实物及其特征信号
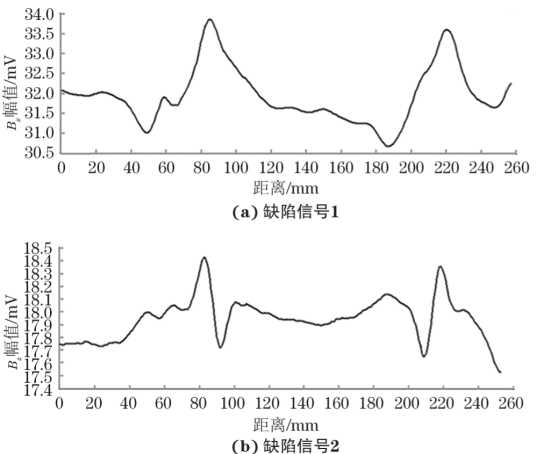

图6 疑似缺陷部位实物及特征信号
同年,该团队利用ACFM技术对某输气管道B型套筒纵缝及角焊缝进行了现场检测,在4条被检焊缝中,除一条焊缝上深约1 mm的划痕外,其余未见明显缺陷,划痕处特征信号及现场图片如图7所示。

图7 划痕处特征信号及现场图片
4- 油气管道应力ACFM检测 -
管道在服役一段时间后,受焊接工艺、内压及外力等因素影响,在某些特殊受力或结构、形状不连续部位会产生应力集中。应力集中是引起管道早期失效的主要方式,可引发管道的变形、开裂,从而导致油气泄漏。
因此,开展油气管道应力检测与评估对于发现管道早期损伤,及时制定维、检修方案具有重要意义。
ACFM技术在应力集中检测中具有独特优势。对于应力集中区域,其材料的电磁特性会发生变化,从而影响感应磁场的分布,利用ACFM技术分析信号的变化特征,可以识别应力集中区域,并评估应力集中程度。
ACFM技术无需接触被测对象,可以在管道运行过程中进行在线检测,还可以监测应力集中变化趋势,为预测管线寿命及对危险部位采取预防处置措施提供依据。
交流电磁场应力检测技术(ACSM)是近几年提出的一种新的铁磁性材料应力检测方法,由交流电磁场检测技术发展而来。
应力改变了铁磁性材料的磁畴分布,进而使材料的磁导率发生各向异性变化,当对其施加外磁场时,其周围空间磁感应强度会发生改变,利用传感器测量磁感应强度并进行处理,将铁磁性材料表面磁信号的变化转化为电压值的变化,可通过电压来表征应力值。
DOVER等研究了外加磁场与应力夹角的关系,为了克服应力方向改变时探头检测灵敏度下降的问题,提出了一种正交探头,可提供两个正交方向上的激励磁场,从而提高了探头对不同方向应力的检测能力。
RICKEN等改变单一传感器探头模式,通过增加传感器数量,实现了更为有效的应力检测。
宋凯等对交流电磁场应力检测技术进行了研究,并开发了交流电磁场应力检测系统。
赵梦一通过试验研究弹性范围内20钢的磁感应强度与应力间的变化规律,拟合出应力与特征分量Bx的关系式,同时对含缺口试件表面进行应力测量,试验结果表明在缺口附近有明显的应力集中,磁感应强度能直观反映铁磁性材料中的应力分布情况。
王克宇针对管道应力检测现场工况,设计了8探头阵列与管道爬行器配合的检测方式,同时开发应力监测算法,滤除了噪声及其他干扰信号影响,最终构建出一套软硬件结合的ACSM管道应力检测系统(图8),最后通过动态检测与牵拉试验(试验结果见图9),验证了系统的稳定性,该系统可用于管道应力危险区域的判定与预警。
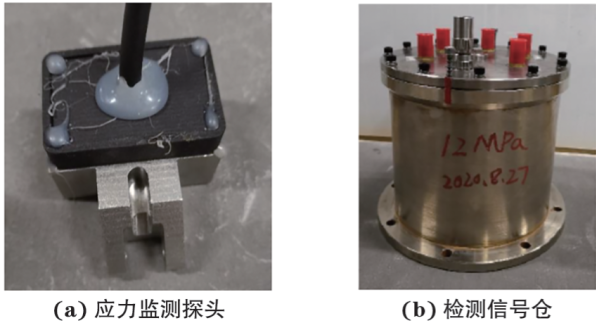
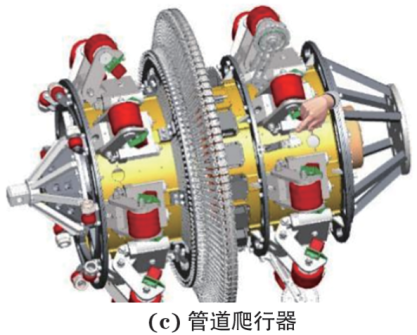
图8 应力监测系统部件结构
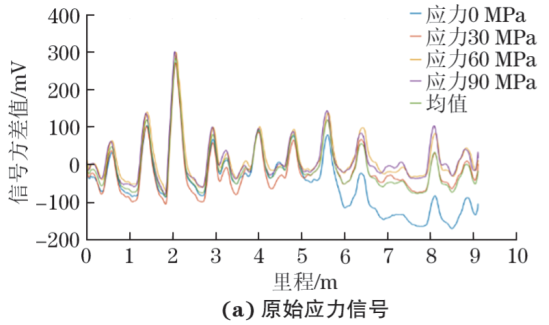
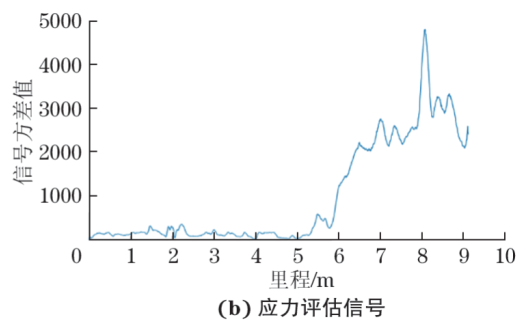
图9 牵拉试验的应力检测信号
郑福印等在磁机械效应J-A模型基础上对铁磁性材料力磁耦合关系进行数字建模,并搭建了管道试验平台,试验结果表明管道切向励磁时,随着管道内压增加,管壁切向应力与管壁表面切向磁场变化趋势一致,且二者基本呈线性正相关关系。
工程实践方面,2020年,中国石油大学(华东)团队对某天然气管道的轴向应力进行检测,利用管道爬行器搭载应力检测探头,共检出有显著应力变化特征的10处位置,为后续检修工作提供了指导,其检测结果如图10所示。
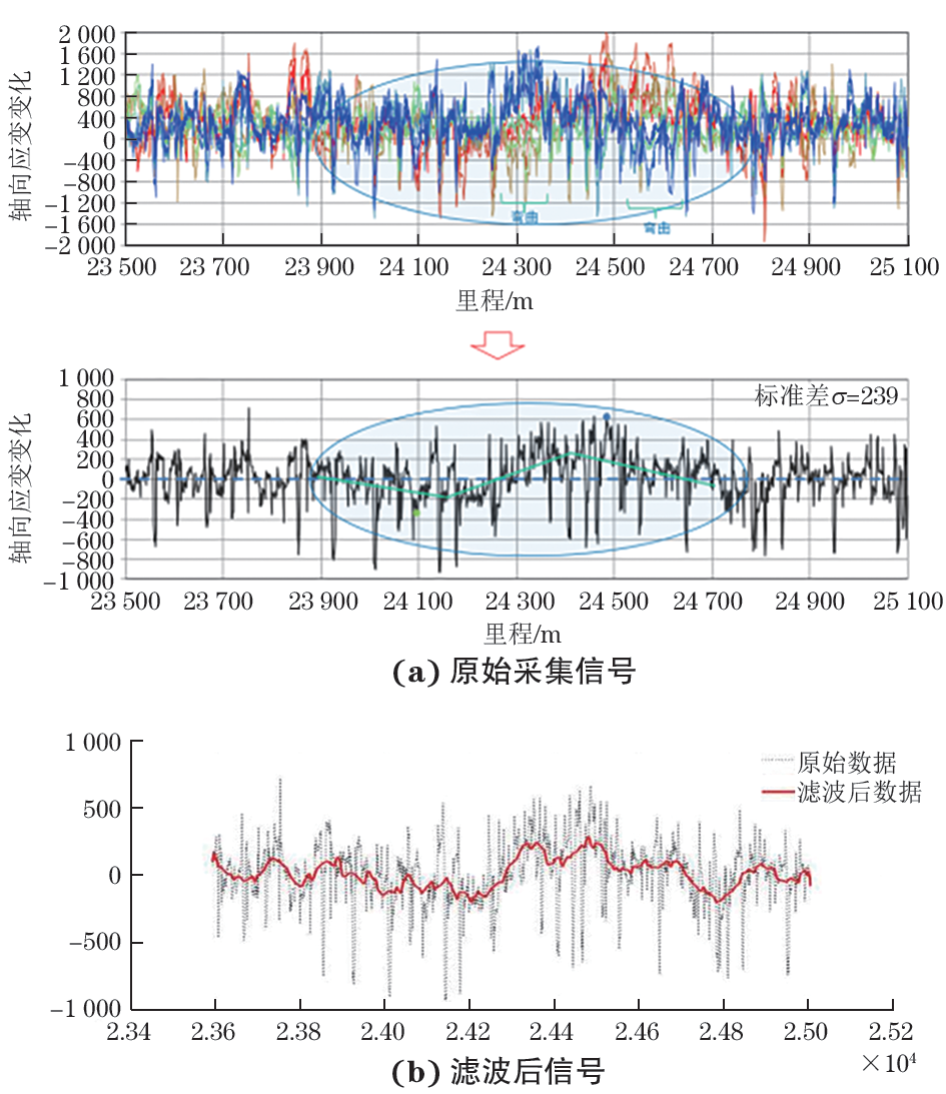
图10 某天然气管道应力检测结果
结论与展望
近年来,国内外油气储运智慧管道建设成为热点,新一代管道智能化技术飞速发展,管道的建设与运行逐步向着运行数字化、管理信息化、流程可视化的目标迈进。同时,针对管道缺陷与应力的检测技术与设备均得到迅速发展,无损检测技术也逐步走向智能化与集成化。
ACFM技术适用于导电材料表面及近表面缺陷的检测,具有检测效率高、非接触检测、对提离及表面涂层不敏感、无需或只需简单处理工件表面,可带防腐涂层检测、设备无需标定、缺陷数学模型精确等优点。
ACFM技术能够有效识别和评估油气管线中的常见缺陷,检测时管道无需停输,可用于在役管道的定期和不定期检验,因此利用ACFM检测油气管道,特别是在役管道,具有广阔的应用前景。
ACFM检测仪器以PC上位机为主,随着以单片机和FPGA为核心的微型计算平台的发展,小体积、高算力的集成式检测仪将会是下一个研究热点,通过与管道爬行器集成可实现自动、高效的管道内壁缺陷检测。
对于检测探头,业内开发了更小巧、灵敏的传感器,提高了检测的灵活性和精度,特别是隧道磁阻(TMR)传感器的应用,检测灵敏度、分辨率等指标得到了明显提升,可满足微小缺陷的检测需求,传感器尺寸更小、能耗更低,使得对管座角焊缝、搭接焊缝以及狭小空间和不规则表面的检测更便捷。
在软件方面,引入了先进的信号处理算法和人工智能技术,增强了缺陷识别和定量分析的能力,通过ACFM与其他无损检测技术相结合,可实现多参数、多维度的综合检测。
ACFM技术通过理论创新与设备升级,已从实验室逐渐走向工程应用,但其进一步发展仍需突破复杂环境中的适应性、微小缺陷检测灵敏度以及标准化滞后等瓶颈。
未来,随着多学科交叉融合与AI技术的深度嵌入,ACFM有望成为工业无损检测领域的重要手段之一,将在油气管道检测中发挥越来越重要的作用,为保障油气管道安全运行做出贡献。
作者:聂向晖1,2,李振金1,2,李安强1,2,杨周瑾1,3
工作单位:1. 中国石油集团工程材料研究院有限公司
2. 西安三环石油管材科技有限公司
3. 北京隆盛泰科石油管科技有限公司
第一作者简介:聂向晖,高级工程师,主要从事石油管材无损检验及失效分析工作。
来源:《无损检测》2026年3期
阅读或下载论文原文请扫描以下二维码
或点击下方“阅读原文”:

免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808415

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”