



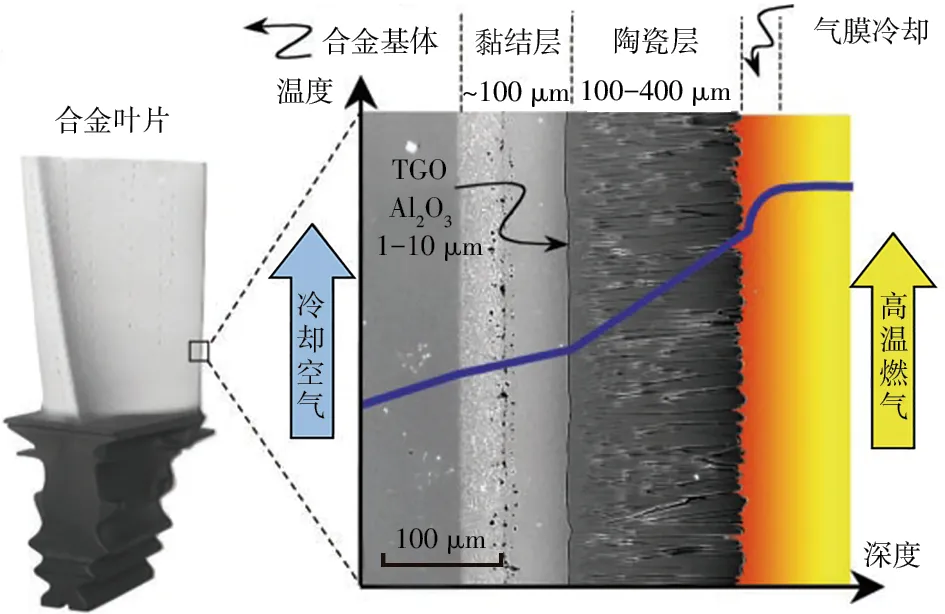
燃气轮机和航空发动机(以下简称“两机”)作为新一代动力装置,是集气动系统设计,精密技术加工,先进材料及制造等高新科技于一身的多学科交叉领域。其中,航空发动机更是被誉为“皇冠上的明珠”,其研发及制造水平代表着一个国家的工业基础实力和综合科技水平。以航空发动机为母型机改型制造的轻、重型燃气轮机已经被应用于发电、船舶动力等重要领域。 目前,世界民用航空发动机的生产商主要是英国罗罗(RR)、美国通用电气(GE)和普惠(PW)。重型燃气轮机生产商则主要是GE、日本三菱(MHI)和德国西门子。而我国在两机核心技术方面的自主技术创新能力仍然欠缺,随着我国“两机专项”的全面推进,我国科研人员正全力以赴赶超欧美国家的制造水平,争取早日实现“弯道超车”生产出中国研发、中国制造的“中国燃机”。近年来,燃气轮机的工作温度在不断提高。目前,日本三菱重工研发的M501J型燃气轮机的透平进口温度已经达到了1600°C(图1所示),而高推重比战斗机中的发动机工作温度甚至可以达到2000°C以上。然而,应用于燃气轮机高温部分的镍基合金极限工作温度通常不超过1000°C,因此对高温部件,特别是透平动叶片的热防护,是保证燃气轮机使用寿命和热效率的重要课题。 图1 J级燃气轮机的结构示意图 气膜冷却技术是燃气轮机高温部件热防护的重要手段,通过合金叶片内部的复杂气流通道将冷却空气引入主流,在主流压力和摩擦力的作用下,冷却空气会在叶片表面形成一层温度较低的气膜,将叶片与高温燃气隔离,从而实现对合金叶片的热防护。目前,气膜冷却技术可以使叶片表面温度降低100~200°C。然而,这样的冷却效果仍然无法满足燃气轮机工作温度的要求,同时冷却气膜还会带走高温燃气的部分热量,限制燃气轮机的热效率。 热障涂层(thermal barrier coatings,TBCs)是合金叶片热防护的另一种有效途径。顾名思义,热障涂层就是在合金叶片表面制备一层“热的障碍”,从而实现对合金叶片的保护。目前,先进的热障涂层可以使合金表面温度下降200~300°C。如图2所示,热障涂层通常具有双层结构,包括承担了绝大部分温度梯度的陶瓷层(topcoat),约为100~400μm,近年来国际上的燃机高温叶片热障涂层都向厚膜方向发展(美国GE及日本三菱的高温涂层厚度都大于1mm)。在陶瓷层与基体之间提供结合强度的合金黏结层(bondcoat),约为100μm。高温环境下,氧穿过陶瓷层与合金过渡层中的金属元素结合,在陶瓷层和合金黏结层的界面处形成一层以α-Al2O3为主的热生长氧化层(thermally grown oxide,TGO)。通常,热障涂层主要是指陶瓷层的部分。 图2 合金叶片表面热障涂层的结构示意图 除了承担内部高达1°C/μm的温度梯度外,热障涂层还需要承担高温热循环过程中产生的应变,抵抗夹杂颗粒物的高速冲击以及高温燃气的热化学腐蚀。为了保持优异的热防护效果和使用寿命,热障涂层材料需要具备以下几个关键性能: (1)低热导率:低热导率是热障涂层材料最重要的性能,是热障涂层热防护能力的关键。据报道,在现役热障涂层材料的基础上,热导率降低50%,可以使合金基体表面的温度下降约55°C,从而极大地延长合金部件的使用寿命。因此,降低热导率仍然是提高热障涂层材料隔热能力的主要途径,也是热障涂层材料的研究重点。 (2)高温热稳定性:高稳定性是热障涂层长时间服役的基础,包含了丰富的内涵。首先,热障涂层材料需要具有较高的熔点,在高温燃气中不发生熔化、软化和蠕变等失效情况;其次,在室温到燃气温度之间的范围内,要求材料的化学成分和晶体结构稳定,不发生分解和结构突变;此外,在高温条件下长时间工作时,热障涂层需要保持稳定的显微结构,例如晶粒尺寸和气孔率,因此热障涂层材料需要具备较高的抗烧结性;最后,热障涂层材料还需要抵抗来自于空气中灰尘的CaO-MgO-Al2O3-SiO2混合氧化物的化学腐蚀(CMAS腐蚀)。 (3)高热膨胀系数:在高温热循环过程中,陶瓷层、黏结层与合金基体之间热膨胀系数的差异会在二者界面处产生较大的应力,从而导致热障涂层开裂剥落,产生严重的后果。合金叶片采用的镍基高温合金的热膨胀系数约为16×106K−1,远高于热障涂层材料的热膨胀系数。因此,提高热障涂层材料的热膨胀系数也是提高其性能的键。 (4)优异的综合力学性能:热障涂层材料的服役环境极为苛刻,除了良好的稳定性和热学性能,优异的综合力学性能也是保证热障涂层使用寿命的关键。 其中,适当的高硬度有利于提高涂层抵抗颗粒物高速冲蚀的能力;较低的弹性模量可以提高涂层对拉伸应力的承受能力,弥补热障涂层与合金基体之间热膨胀系数的不匹配;较高的断裂韧性和强度则会有效降低涂层中裂纹扩展的速率,抑制涂层开裂,从而延长热障涂层的循环寿命。 综上所述,改善热障涂层材料的高温稳定性、热学和力学性能是提高热障涂层隔热能力与使用寿命的关键,对热障涂层材料的研究主要也集中在这些方面。此外,与黏结层的结合强度、氧迁移与TGO层生长速率以及涂层制备工艺的难易程度也是评价热障涂层材料的重要指标。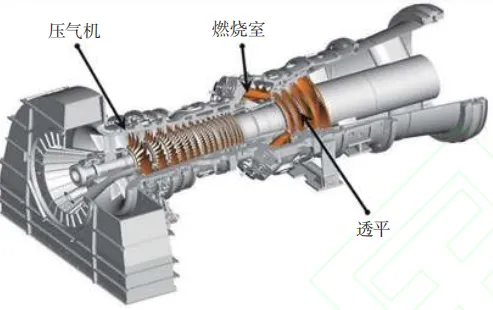
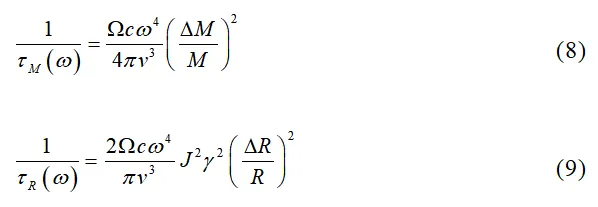
陶瓷涂层材料热传导机理 低热导率是热障涂层材料的核心性能,理解热障涂层材料中的热传导机理是进一步降低其热导率的理论基础。在无磁性的绝缘体陶瓷材料,例如8YSZ和稀土锆酸盐中,电子(electron)和磁量子(magnon)对热导率的贡献可以忽略不计,热传导主要是通过晶格振动来实现的。声子(phonon)是晶格振动的简正能量量子,通过声子理论可以对陶瓷材料的热传导进行很好的描述。此外,随着热障涂层材料使用温度的不断提高,部分红外半透明的陶瓷材料在高温时的辐射传热逐渐显著,导致材料的热导率出现随温度上升而上升的现象。目前人们对这一现象的理解主要基于黑体辐射理论,对材料结构和辐射传热能力之间的关系尚无明确认识。下面从声子传热和辐射传热两个方面对陶瓷材料中的热传导机理进行简单介绍。 根据德拜声子理论,可以把固体中声子间的能量传递类比于气体分子的相互碰撞,因此可以用与气体热传导公式类似的关系来描述固体中的声子热导(κph): 其中CV为等容热容,vm为声子的平均声速,而l则表示声子在材料中运动的平均自由程。 德拜模型给出,固体材料的热容与温度之间满足如下关系: 其中N为样品中的原子数,kB为玻尔兹曼常数,θD为材料的德拜温度,而xD=θD/T。当T<<θD时: 上式通常称为德拜T3定律。而当T>>θD时,材料的热容趋近于经典值3NkB。 另一方面,材料中的平均声速与材料的原子质量和原子间的结合力有关,宏观上与材料的密度ρ和弹性模量E有关: 其中A为与材料无关的常数,约为0.87±0.02。 事实上,材料中的声子平均自由程是决定材料热导率的主要因素,被定义为声子在传播过程中遭遇相邻两次散射之间的平均距离。在完美晶体中,声子与声子之间的本征散射是声子平均自由程的决定因素。然而在实际材料中,晶格缺陷以及界面对声子平均自由程的影响更为重要。下面分别介绍以上几种声子散射过程对声子平均自由程的影响。 (1)声子间散射 声子间的本征散射,又称Umklapp散射,主要由晶格振动的非谐振性引起,因此由声子间本征散射决定的声子平均自由程为: 其中a为材料中的平均原子间距,α为热膨胀系数,而γ则为非谐振系数,即Grüneisen常数。而热膨胀系数与Grüneisen常数之间可以通过体弹性模量K和等容热容CV建立如下关系: 其中V为材料的摩尔体积。如果假设声子平均速度与膨胀波速相同,则由声子间散射决定的热导率为: 上式可以很好地描述晶格结构简单的材料在高温时的热导率,然而对于含有较高浓度缺陷的材料,计算值与实验值之间的差别较大。 (2)缺陷散射 晶格缺陷,例如空位、取代原子等是重要的声子散射中心。此外,缺陷不但本身对声子有散射作用,还会增强晶格振动的非谐振性,进而增强声子间的本征散射。以掺杂为例,取代原子与基体原子之间的质量差以及原子间矩的变化对声子的散射可以通过弛豫时间来表示: 其中M和R分别表示基体中的原子质量和原子间距,ΔM和ΔR分别表示取代原子与基体原子之间的质量差以及取代原子导致的原子间距变化,而τM(ω)和τR(ω)则表示由质量差和原子间距变化决定的弛豫时间,它们是声子频率ω的函数。此外,c为缺陷浓度,Ω为原子平均体积,v为横波声子速度,γ仍然表示Grüneisen常数,而J则为与材料无关的常数。 此外,取代原子还会影响原子间的结合力以及整个材料内的密度分布,从而产生声子速度的变化Δv。声速变化决定的弛豫时间τv(ω)为: 其中q为声子的波数,V仍然表示摩尔体积。 缺陷对声子散射的总弛豫时间是上述各种因素影响的叠加,而缺陷散射决定的声子平均自由程ld与总弛豫时间成正比,因此取代原子与基体原子之间性质差别越大,声子平均自由程越小,热导率也越低。 (3)界面散射 晶界以及材料表面这些界面同样对声子有散射作用。通常,由界面散射决定的声子平均自由程lb与材料的晶粒尺寸D成正比: 真实材料中的声子平均自由程与不同散射机制决定的声子平均自由程之间满足如下关系: 其中声子本征散射是基本确定的,而陶瓷材料中的晶粒尺寸通常在1 μm以上,远远大于声子间散射的特征尺寸,即界面散射对声子平均自由程的影响不大。因此,在材料中引入缺陷,例如空位和取代原子,是降低声子平均自由程和材料热导率的重要途径。 辐射传热是在一切材料中都存在的普适问题,温度高于绝对零度的材料都会以电磁波的形式向外辐射热量。根据黑体辐射理论,黑体在温度T时的热辐射能力,即辐射热导率κra可以表示为: 其中σ为斯特藩-玻尔兹曼常数,约为5.67×10-8 W/(m2·K4),n为材料的折射率,而lr则表示从声子平均自由程类比而来的辐射自由程。事实上,真实材料并非黑体,因此描述真实材料的辐射热导时需要在上式的基础上进行适当修正: 其中ε表示材料的发射率,即真实材料辐射能力与黑体之间的比值。真实材料的热导率应为声子热导与辐射热导的总和: 热量主要通过近红外波段的电磁波向外辐射,而大多数陶瓷材料在红外波段都有比较强的吸收和散射,因此辐射自由程通常较小,与声子热导相比,辐射热导只有在温度超过1200°C时才变得比较明显。然而,对于一些红外半透材料,例如具有焦绿石结构的稀土锆酸盐,辐射热导在600 °C附近便开始变得显著,并且随着温度上升快速增加,导致材料的总热导率上升,严重影响热障涂层的隔热能力。因此,对辐射传热理论的深入理解,以及对稀土锆酸盐辐射热导的有效抑制,也是我们未来热障涂层材料研究中的一个重要课题。













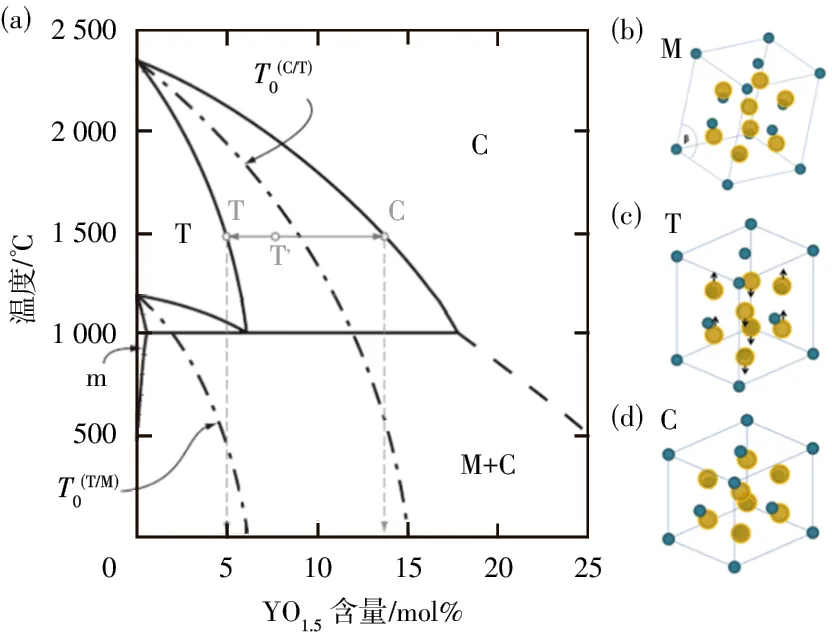
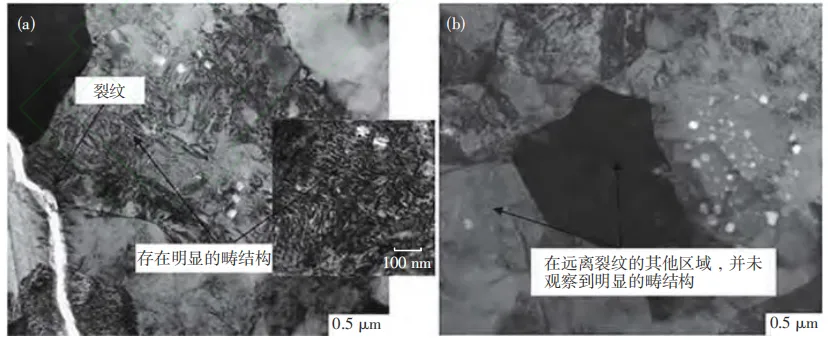
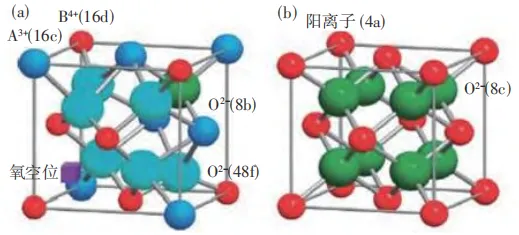
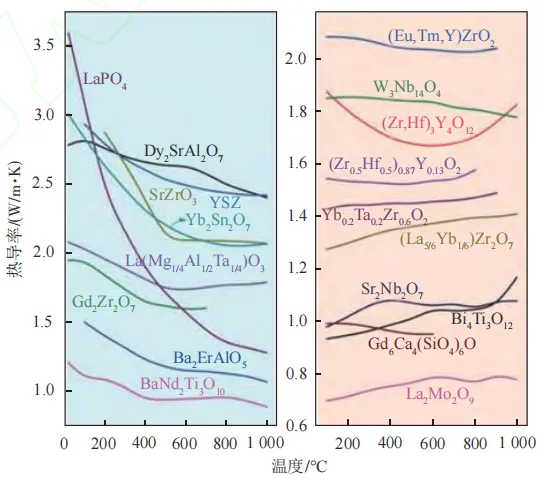
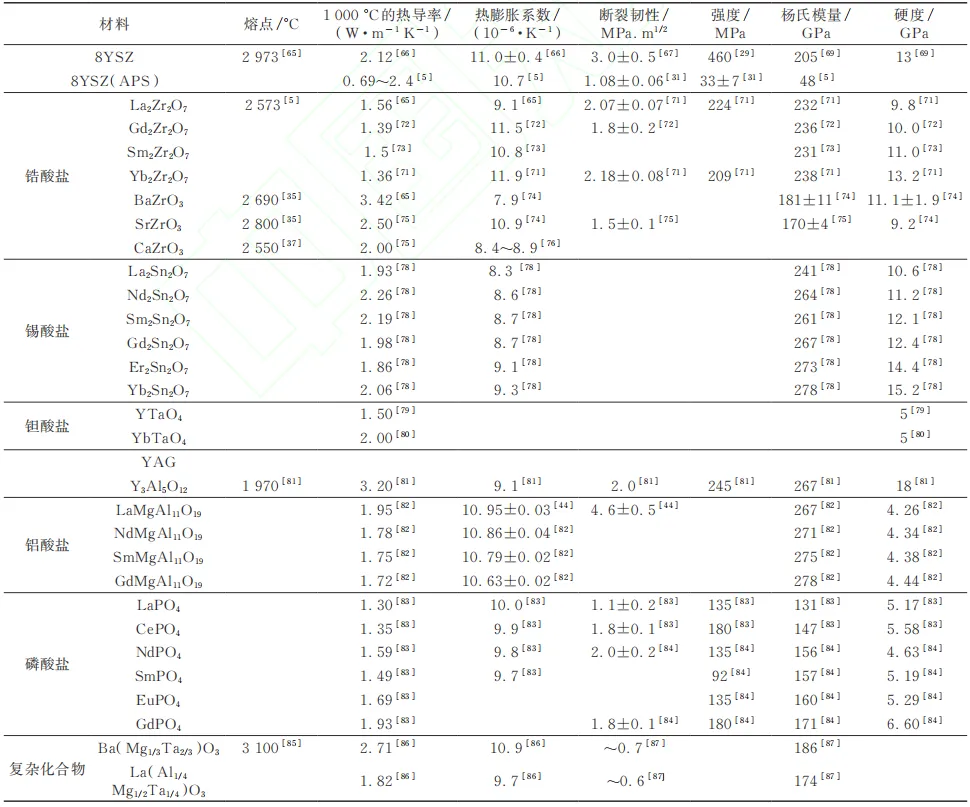
热障涂层材料研究现状 早在20世纪50年代,美国NASA就提出了热障涂层的概念。最早应用在航空发动机上的热障涂层是珐琅釉质材料,此后科研人员逐渐开发出多种火焰喷涂的陶瓷涂层,其中应用比较广泛的是Al2O3和CaO稳定ZrO2涂层。80年代后,热障涂层材料的研究取得很大进展,本文重点介绍现役热障涂层材料以及具有潜力的热障涂层材料新体系。 现役的热障涂层材料为6~8wt.%Y2O3部分稳定ZrO2(以下简称8YSZ),也是目前唯一可以在燃气轮机工作的苛刻环境中长时间稳定服役的热障涂层材料。常温下ZrO2为单斜相(m),在1200°C时会转变为四方相(t),在2370°C时会进一步转变为立方相(c)。通过在ZrO2中引入Y2O3形成固溶体,可以将ZrO2的高温相稳定到室温,图3中给出了ZrO2-Y2O3二元相图以及这三种晶格结构的示意图。根据相图,8YSZ的热力学平衡状态应为T相和C相的混合,然而通过大气等离子喷涂(atmosphere plasma spray,APS)或电子束物理气相沉积(electron beamphysical vapor deposition,EBPVD)等方法制备的8YSZ热障涂层具有热力学非平衡的T'相结构,是一种介于T相和C相之间的过渡结构。T'相仍然属于四方晶系,但四方度(tetragonality),即晶格c轴长度与a轴长度之间的比值(c/a)比T相小,晶格内部氧的占位也略有不同。T'相和M相之间不能发生非扩散的马氏体相变,因此也有人将T'相称为非相变四方相(non transformable T phase)。 图3 ZrO2-Y2O3二元相图(a),以及m相(b)、t相(c)和c相(d)的Y2O3稳定ZrO2晶格结构的示意图 8YSZ具有良好的热学性能,熔点约为2700°C,在室温到1200°C的温度范围内热导率和热膨胀系数分别为2~3W/(m∙K)和(10~11)×10−6K−1。此外,8YSZ还具有优异的综合力学性能,包括较高的维氏硬度,约为13GPa,较低的弹性模量,约为220GPa。特别的,相比于其他具有低热导率的陶瓷材料,8YSZ在高温下仍然具有很高的断裂韧性,约为3MPa∙m0.5,远远高于具有立方结构的20wt.%Y2O3完全稳定ZrO2(20YSZ),这与T'相的铁弹增韧机制(ferroelastic toughening mechanism)有关。在裂纹扩展路径附近的应力场作用下,T'相晶粒内部纳米尺度的铁弹畴形核以及转向会吸收应变能,从而产生应力应变滞后现象,抑制裂纹扩展,提高材料的断裂韧性。图4中给出了裂纹附近铁弹畴结构的形貌。此外,制备8YSZ热障涂层的热喷涂工艺稳定,涂层与NiCrAlY合金黏结层的相容性和结合力良好,这些都是8YSZ作为热障涂层材料的优势。 图4 8YSZ中与铁弹畴相关区域的显微结构:(a)裂纹扩展附近的加工区中存在明显的铁弹畴结构;(b)远离裂纹的其他区域中不存在明显的铁弹畴结构 然而,随着燃机工作温度的不断提高,8YSZ热障涂层逐渐暴露出一些问题。前文已经提到,钇含量均匀的T'相是热力学非平衡的,在温度超过1200°C时会分解为富钇的C相和贫钇的T相,导致断裂韧性的下降,而T相还会进一步通过马氏体相变向M相转变,产生约3%~5%的体积膨胀,导致涂层的大面积开裂剥落,极大地限制了8YSZ涂层的使用寿命。其次,8YSZ的热导率仍然较高,热膨胀系数也有待进一步提高。此外,8YSZ是良好的氧离子导体,高温下氧很容易通过氧空位扩散通过陶瓷层与黏结层中的Al结合,形成TGO层,这也是8YSZ的一大弊端。 掺杂是改善材料性能的重要手段。通过掺杂提高YSZ热障涂层的性能,人们进行了大量的尝试,并取得了一定的成果。 采用除Y2O3外的其他稀土氧化物作为ZrO2的稳定剂,可以在一定程度上提高YSZ的稳定性以及热学和力学性能。由于较大的质量和离子半径,Gd2O3稳定ZrO2的热导率下降,断裂韧性提高,抗烧结性也有所提高,然而T'相的稳定性降低。而同样质量较大,但半径较小的Yb2O3稳定ZrO2则会在降低热导率的同时保持较好的T'相稳定性,然而牺牲的是材料的断裂韧性和制备成本。CeO2是一种比较特殊的稳定剂,除了低热导率外,CeO2稳定ZrO2具有很高的热膨胀系数,然而Ce4+和Ce3+之间的变价严重限制了它的使用寿命。此外,采用Nd2O5或Ta2O5与Y2O3或其他三价稀土氧化物共同稳定ZrO2,可以中和晶格内部的氧空位,在降低热导率的同时抑制氧迁移,降低TGO的生长速率,然而其热膨胀系数和断裂韧性均有待提高。虽然通过掺杂能够提高8YSZ热障涂层的性能,然而T'相的稳定性仍然是一个难以解决的问题,因此开发具有潜力的热障涂层材料新体系也是很有意义的。 Ln2Zr2O7(Ln=La-Lu)型稀土锆酸盐是目前具应用潜力的热障涂层材料新体系。如图5所示,稀土锆酸盐属于立方晶系,根据Ln3+与Zr4+的半径比可以形成阳离子以及氧空位排列有序的焦绿石结构(Ln=La−Gd)和排列无序的萤石结构(Ln=Gd−Lu)。稀土锆酸盐熔点很高,在室温到燃气轮机工作温度之间的范围内结构稳定。同时,由于晶格内部存在1/8的结构氧空位,会对声子产生强烈的散射,因此稀土锆酸盐具有很低的热导率,比8YSZ低约30%,而热膨胀系数也与8YSZ相近。 图5 焦绿石结构(a)与萤石结构(b)的示意图 在Ln位和Zr位掺杂其他元素,可以进一步提高稀土锆酸盐的性能。人们研究了(La1-xGdx)2Zr2O7、(La1-xYbx)2Zr2O7、(Sm1-xYbx)2Zr2O7和Gd2(Zr1-xTix)2O7等许多掺杂稀土锆酸盐体系,并获得了更低的热导率。 然而,稀土锆酸盐弹性模量较高,并且不存在8YSZ中的高温下铁弹增韧机制,断裂韧性较低,这限制了稀土锆酸盐热障涂层的使用寿命。此外,轻稀土氧化物与ZrO2之间的蒸汽压差别较大,增加了热喷涂工艺的难度。而高温时稀土锆酸盐的辐射传热问题也在逐渐引起大家的重视。 除了YSZ和稀土锆酸盐之外,人们还在不断开发具有更低热导率的陶瓷材料,作为热障涂层新材料。如图6所示,目前人们已经发现了很多具有更低热导率的陶瓷材料。然而综合考虑高温稳定性、热膨胀系数以及力学性能等多方面因素,只有小部分具有成为热障涂层材料新体系的潜力,下面我们就简单介绍其中的几个材料体系。 图6 一些具有低热导率的陶瓷材料 (1)LaPO4 LaPO4具有单斜晶系的独居石结构,熔点约为2100°C,而且高温时具有很高的结构稳定性。由于晶格结构的复杂性,LaPO4具有很低的热导率,在1000°C时热导率仅为1.3W/(m∙K)。此外,LaPO4的热膨胀系数也比较高,在高温时可以达到11×10−6K-1。然而,LaPO4结构对化学计量比的要求极高,微小的成分偏差就会导致材料的熔点大幅下降,这是热喷涂工艺难以解决的致命问题。此外,较低的硬度和断裂韧性导致LaPO4难以承受高速气流中夹杂的颗粒物的冲蚀磨损,这些问题都限制了LaPO4热障涂层的实际应用。 (2)RE9.33(SiO4)6O2 具有磷灰石结构的稀土硅酸盐RE9.33(SiO4)6O2晶格结构非常复杂,同样具有极低的热导率,其中Gd9.33(SiO4)6O2的热导率在室温到1000°C的范围内可以稳定在1.1~1.2W/(m∙K)。然而,较低的热膨胀系数和断裂韧性是RE9.33(SiO4)6O2作为热障涂层材料所要解决的最大问题。 (3)LaMgAl11O19 具有磁铅石矿结构的LaMgAl11O19是另一种具有低热导率的材料,在1000°C的热导率约为1.8W/(m∙K),而在LA3+,Mg2+和Al3+三个位置同时掺杂,可以使热导率进一步降低至1.4W/m。然而由于其中含有极易水解的Mg2+,导致该材料体系很难在燃气燃烧之后产生的高温水蒸气中稳定存在。虽然人们可以采用Zn2+或Cu2+等不易水解的元素替代Mg2+,但其高温使用寿命仍然十分有限。 除了以上几种研究比较广泛的材料之外,人们还研究了稀土锡酸盐、稀土钡铝酸盐、稀土钽酸盐、铌钨酸盐等一些其他的低热导材料体系。然而目前为止,新材料的综合性能仍然远远落后于以8YSZ和稀土锆酸盐为代表的ZrO2基热障涂层材料。因此,对现役ZrO2基热障涂层材料综合性能的改进,以及对新的ZrO2基热障涂层材料体系的探索,仍然是热障涂层材料研究的重点。 如前所述,严苛的使用环境使热障涂层材料的选择有非常严格的限制,到目前为止适合作为实际应用的热障涂层材料其实非常有限,表1归纳总结了现役和正在研发的部分候选的TBC材料的一些基本性能。 表1 热障涂层材料的性能
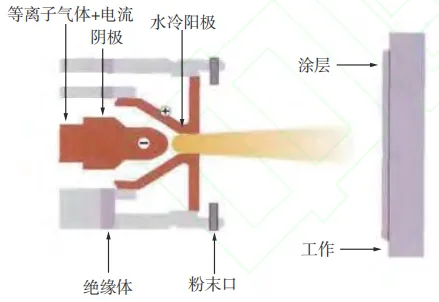
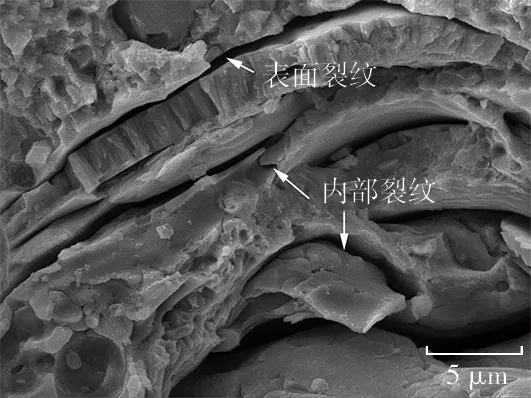
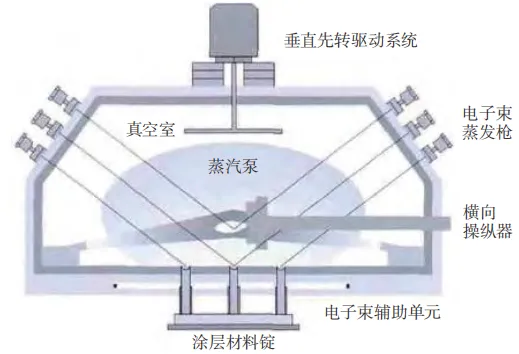
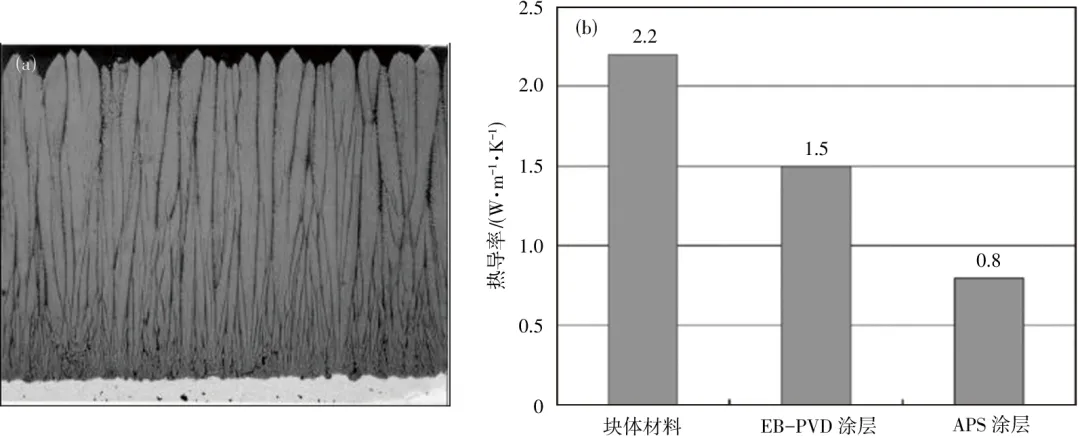
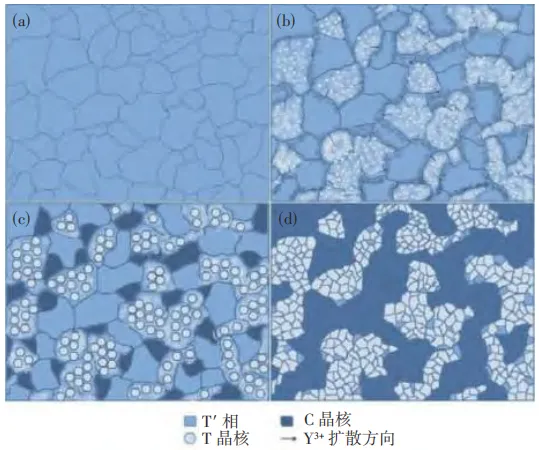
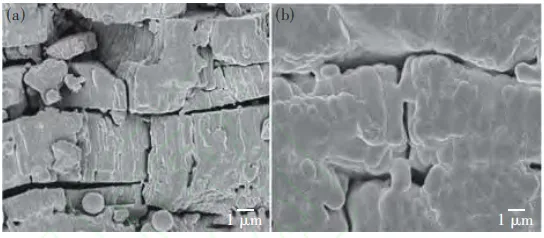
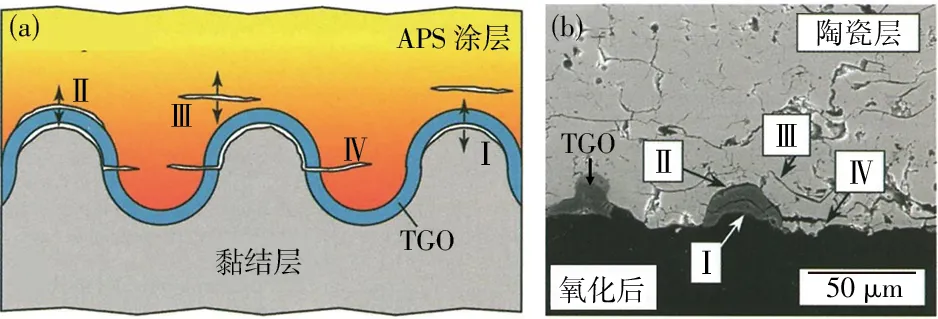
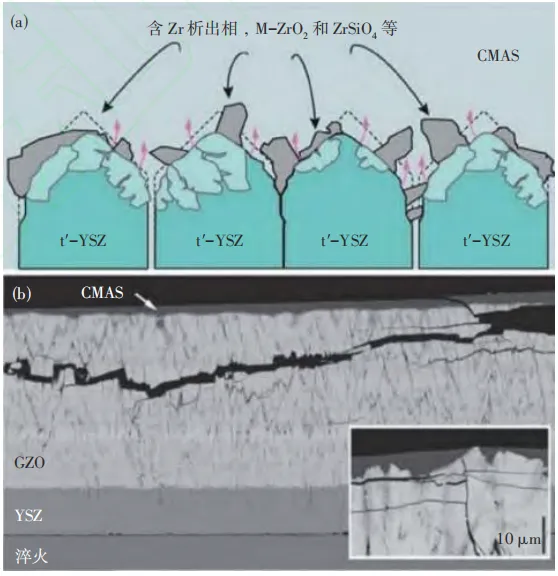
热障涂层的制备工艺 热障涂层经历了60多年的发展,形成了多种制备技术,包括磁控溅射、高速火焰喷涂(HVOF)、化学气相沉积、大气等离子喷涂(APS)、电子束物理气相沉积(EB-PVD)和液相-悬浮体等离子喷涂(Solutions Precursor Plasma Spray,SPPS)等,其中,大气等离子喷涂和电子束物理气相沉积是最常用的热障涂层制备技术。 由于APS和EB-PVD各自有不同的特点,并形成特有的结构,在工业制备中往往会同时使用两种方法:APS主要用于制备燃气轮机的大面积叶片的高厚度涂层,而小面积的航空发动机叶片热障涂层则使用EB-PVD制备热障涂层。 大气等离子喷涂是最早用于制备热障涂层的工艺,其原理是利用等离子体发生器产生的等离子体,将加热到熔融状态的粉末高速喷涂在零件表面上。熔融状态的粉末被高速运送到零件表面后会附着在零件表面,之后到达的熔融粉末则更容易粘结到涂层表面,随着时间的累积,可在零件表面获得相应厚度的层状涂层。其制备原理和过程如图7。 图7 APS工艺示意图(图片来源:United Coatings) APS工艺的层层堆积的过程产生了特有的层状结构。如图8所示,APS涂层呈现片层状结构,在层间存在一定数量的孔隙和裂纹,常规APS涂层孔隙率约为15%。由于孔隙平行于涂层,可以抑制垂直方向的热流传导,从而进一步降低涂层的热导率。然而这种层状结构对于平行方向的应变容限较差,在热震中容易产生残余应力,随着热震次数的增加,平行的裂纹不断扩展,成为剥落的起点,最终导致涂层失效。 图8 APS涂层的显微结构 在APS基础上进一步发展了低压等离子喷涂(LPPS),该方法可以获得类似EB-PVD涂层的枝状晶结构涂层,增强与基体的结合强度。由于APS工艺的熔化过程在大气中完成,在喷涂黏结层合金时,会造成合金粉末氧化,产生有害氧化物,大大降低涂层的寿命。为了减少有害合金氧化物的生成,并提高涂层致密度,氩气保护离子喷涂(ASPS)及真空等离子喷涂(VPS)等技术,解决了粉末氧化的问题,提高了黏结层的质量。 电子束物理气相沉积(EB-PVD)技术是将电子束(Electron beam)和物理气相沉积(PVD)两种方法相结合而形成的涂层制备方法。其原理是:在预先抽取真空的靶室中,利用电子枪发射电子束,加热并气化坩埚中的靶材,靶材的气相原子以直线从熔池表面运动到基底表面并沉积,形成柱状晶结构涂层,其制备原理和过程如图9。 图9 EB-PVD工艺示意图 与大气等离子喷涂层的熔融的物理粘结机制不同,EB-PVD涂层与基体的结合时是分子或原子级别的化学性结合,因而结合力更强。EB-PVD喷涂时,会先在基体表面形成一层细的等轴晶,随着等轴晶的不断发展形成最终的柱状晶结构,如图10(a)所示。这样的柱状晶不但大大减少了涂层内部的应力分布,同时等轴晶还可以通过轴间开裂等方式增强涂层对横向应变的容限,提高涂层抗剥落性能,因此EB-PVD涂层的服役寿命普遍高于APS涂层。 然而柱状晶在提高涂层应变容限的同时,也存在着与热流方向平行的垂直孔隙,从而降低涂层热导率;同时大部分晶界也与热流平行,削弱了晶界对热流的阻挡作用。因此,EB-PVD涂层的热导率低于APS涂层,如图10(b)所示。除此之外,EB-PVD还存在沉积速率低;喷涂复杂;掺杂涂层时,成分难以控制;设备复杂;价格昂贵等限制。如前文所述,EB-PVD与APS各有特点,相互结合利用,才可以更好地发挥涂层材料的特性。 图10 EB-PVD涂层的形貌和热导率(a)截面形貌,(b)块体材料、EB-PVD涂层和APS涂层的热导率 热障涂层失效 严苛的服役环境和性能要求限制了热障涂层材料的创新,尽管新材料体系的研究广泛开展,但是仍不能完全取代YSZ在热障涂层方面的应用。新材料的综合性能往往是“按下葫芦起了瓢”,解决了某一方面问题的同时带来了更多问题。因此除了涂层材料的不断创新外,解决现役YSZ材料面临的挑战,提高YSZ的使用稳定性和寿命同样重要。系统地理解YSZ在服役过程中的失效机制有助于我们优化YSZ的制备工艺和检测手段,从而有效提高及预测YSZ的服役寿命。下面介绍YSZ热障涂层在服役过程中面临的各种损伤及失效问题。 喷雾造粒后的YSZ粉体被等离子电弧加热至熔融状态,经高速气流运载到合金基底上急速冷却。熔融态YSZ冷却过程中经历的相变如图11所示:基底上的熔融态YSZ迅速结晶成C相,在温度快速下降过程中遇到C/T'相非扩散转变线T0(C/T),此时C相通过c轴伸长和氧离子移位的方式转变成亚稳的T'相。T'相内会形成c轴三维交错的畴结构,来消除c轴伸长带来的内应力。在大气等离子喷涂过程中,粉体冷却速度极快,非扩散C/T'相变没有经过成分扩散,形成的T'相中仍保留和原始粉体相同的Y3+离子固溶度。在速度极快的降温过程中,T'相中Y3+离子缺乏足够的激活能来继续扩散至平衡位置,因而T'相来不及相变成T相和C相。高温下亚稳的T'相被保留到室温,因此大气等离子喷涂的YSZ热障涂层一般都为T'相。 图11 T'相变过程的显微结构变化示意图(a)T'相;(b)T相开始形核;(c)T相长大,C相开始形核;(d)纳米T相晶粒和粗化C相晶粒的混合显微结构 在涂层服役温度内(约1100~1300℃,YSZ高温相变和烧结的研究也主要集中在此温度内),成分位于C/T两相区的T′相中过饱和的Y3+会逐渐脱溶,T'相逐渐分解成该温度下平衡态的富钇C相和贫钇T相。研究证明,随着热处理温度的升高,T'相相变退化加快。在1100℃下,T'相退化15%需要700h,而在1300℃下,达到相同的退化程度仅需30min。T'相退化产生的T相在冷却过程中发生T→M转变从而导致涂层开裂。可以说,YSZ相变是涂层在温度交变的热循环过程中失效的重要原因之一。 YSZ时效过程中,Y3+离子的迁移是引起T'相变的主要因素。T'相相变伴随的显微结构演变如图11所示。与T'相成分相近的T相优先成核(图11(b)),而C相则需要Y3+离子富集到较高浓度才能形核,同时T相晶粒受择优生长限制不易长大,最终形成如图11(d)所示的纳米T相晶粒和粗化C相晶粒的混合结构。 在长期服役过程中,YSZ热障涂层先是发生T'→T+C的逐渐转变,接着降温过程中引发T→M相变。其中,T→M相变产生的体积效应是涂层相变失效的主要原因。由于T→M相变较快不易控制,因此减缓高温时效中的T'→T+C转变是控制YSZ涂层相变退化的主要手段。有研究者通过在YSZ中掺杂Yb2O3、Gd2O3、TiO2等稀土氧化物,在提高T'相的高温稳定性的同时却降低了力学和热学等其他性能。因此,提高T'相的高温稳定性、延长YSZ时效寿命的研究工作仍然任重道远。 典型的等离子喷涂涂层晶粒如图12(a)所示。涂层由熔融颗粒的“溅片”连续沉积而成,表现成明显的片层状结构并存在大量孔隙。这些平行于基底的片层间孔隙、因“溅片”急冷收缩而产生的片层内微裂纹及其他存在于涂层内的粗化球形孔是涂层较低弹性模量和较低热导率的一个主要原因。当YSZ涂层长期暴露在高温下将会发生烧结现象,涂层的显微结构发生显著改变。如图12(b)所示,涂层晶粒粗化长大,片层间孔隙及微裂纹愈合、涂层气孔率下降,同时还伴随着YSZ相变。由烧结引起的涂层致密化将导致整个涂层厚度方向的热导率显著增加,涂层的隔热防护能力下降。此外,涂层致密化还将引起涂层弹性模量的升高,抗热震性能下降。当然,烧结不是涂层退化的唯一原因,STOVER和FUNKE在回顾TBC的发展时,将残余应力的产生、热机械载荷、循环应变载荷、蠕变、烧结和黏结层氧化视为涂层退化失效的关键因素,即使是EB-PVD法制备的涂层也同样面临这些问题。需要指出的是,烧结引发的涂层硬化往往会加剧上述的这些效应,特别是涂层内部沿温度梯度的烧结程度不同,将加剧涂层内热失配应力,加速涂层的开裂失效。 图12(a)APS法制备的初始涂层形貌;(b)1400℃时效10h后的APS涂层形貌 随着燃气轮机工作温度的逐渐升高,对涂层在服役温度内保持微观结构和热机械性能稳定的需求变得越来越紧迫。有研究者尝试使用Gd2O3、Dy2O3或CeO2等稀土氧化物代替Y2O3稳定剂来稳定ZrO2,以获得更好的抗烧结性能和相稳定性,但这种方法往往又带来了其他问题。另外一个可行的方法是改善原料粉末的纯度,减少杂质含量。有研究表明以显著含量存在于原料中的杂质,特别是SiO2和Al2O3,将会加速YSZ的烧结。CHEN等发现3wt.%SiO2形成的高温低黏度相可以通过毛细作用力实现晶粒质量的再分布,从而提高YSZ的烧结速率。STEMMER等利用高分辨率TEM证明了0.1wt.%的SiO2以非晶硅酸盐相的形式存在于三角晶界处。但是通过杂质控制能否实现有价值的烧结速率降低,涂层性能是否受杂质含量影响等问题还需要系统地研究。 如前所述,黏结层和陶瓷涂层之间热生长氧化物(TGO)形成是合金黏结层氧化的产物。在YSZ涂层中,氧主要通过涂层中联通孔隙的渗透和YSZ氧空位扩散方式传输,即使涂层完全致密,仅通过氧空位扩散到陶瓷层-黏结层界面的氧通量也远超过黏结层氧化所需氧通量。EB-PVD法制备的涂层的孔隙垂直分布于黏结层表面,形成直达黏结层的氧通道,氧传输能力更强。因此,YSZ涂层在高温使用过程中将不可避免地形成TGO层。在TGO的形成过程中,黏结层中的Al元素优先被氧化,形成亚稳态的γ或θ-Al2O3,随后升温氧化转变成稳定的α-Al2O3。α-Al2O3生长缓慢,结构致密,可以有效阻止氧的扩散,保护黏结层不被进一步氧化。随着黏结层中Al被大量消耗,黏结层中的Cr、Co、Ni等元素活性增加,形成Cr2O3、CoO、NiO等氧化物,并和Al2O3反应形成NiCr2O4、(Ni,Co)(Al,Cr)2O4等尖晶石结构的复杂氧化物。尖晶石相会破坏Al2O3层的完整性,产生快速氧扩散通道,加速局部氧化。 随着TGO层的生长增厚,TGO对热障涂层的作用由保护变成了破坏。由于TGO层的热膨胀系数(8~9×10−6/℃)和黏结层(13~16×10−6/℃),YSZ涂层(~11×10−6/℃)的热膨胀系数差异较大,在热循环过程中,YSZ-TGO和TGO-黏结层之间的热失配增加,在TGO的波峰处及涂层内近波峰处存在很高的拉应力(图13),裂纹易于在这些位置萌生并通过TGO扩散,随着热循环横向延伸,与其他微裂纹合并,最终导致涂层的层裂、剥落。此外,TGO层中的尖晶石相脆性较大,裂纹极易于此处萌生,在富Cr、Ni的氧化物区,裂纹更易产生和拓展。 图13(a)APS涂层中四种裂纹存在形式示意图;(b)失效APS涂层的截面裂纹观察 TGO的形成对热障涂层的服役寿命有很大影响,曾被认为是除YSZ相变外的第二大失效机制。一般认为,MCrAlY-YSZ界面形成7~10μm厚的TGO层就足以引起涂层剥落。由于YSZ涂层对氧扩散的“透明性”,TGO层的形成不可避免,TGO的厚度因而成为热障涂层系统退化和剩余寿命的重要指示参数。掌握TGO的生长机理,有效预测TGO厚度对于评估涂层系统使用寿命和使用稳定性有重要意义。 钙镁铝硅氧化物(calcium-magnesium-aluminum-silicon,CMAS),主要含有CaO、MgO、Al2O3和SiO2等较高熔点氧化物及部分低熔点金属氧化物,是土壤、沙漠及空气灰尘的主要成分。航空发动机工作时将大量空气吸入,沙尘随着空气进入高温区域,沙尘中的氧化物相互反应形成CMAS熔体附着在热障涂层表面,并顺着涂层裂纹、孔隙和界面向内部侵蚀,如图14所示。液态的CMAS溶解性极强,T′相晶粒被逐渐溶解,并且再沉淀出M相ZrO2晶粒,溶解的Y3+离子被保留在CMAS熔体中,引起涂层成分和结构失效。不同地质环境的CMAS成分有所不同,SiO2含量较高的CMAS还会与ZrO2反应生成ZrSiO4;当CMAS熔体接触到TGO层,还会与Al2O3反应形成铝硅酸盐和球形的C相ZrO2,破坏原本致密的TGO层。 图14(a)CMAS腐蚀EB-PVD涂层的示意;(b)CMAS渗入EB-PVD涂层的形貌 因此,CMAS熔体的侵蚀将引起涂层成分和形貌的变化,加剧涂层与基底的热失配,使得涂层稳定性和抗热震性变差,加速涂层失效。为了提高涂层的抗CMAS腐蚀能力,可以通过在涂层中添加Al,Ti、稀土等元素,提高CMAS黏度,降低其下渗速度或使CMAS成分向结晶相钙长石偏移;另一方面则是使用新的具有良好抗CMAS腐蚀性能的热障涂层材料体系如Gd2Zr2O7等。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808415

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”