垃圾焚烧发电在减容和转化经济效益方面的优势显著,已成为国内外垃圾处理的最主要方式。目前,我国垃圾焚烧发电能力和装机量居世界第一。国内建成和运行的垃圾焚烧电站越来越多,国家对垃圾处理的补贴也逐年降低,垃圾焚烧电站的经济效益逐渐显现,而其原本的垃圾处理功能已相对弱化。
提高垃圾焚烧电站锅炉的主蒸汽参数可提升垃圾电站的发电效率。垃圾焚烧电站锅炉高参数化后,最直接的影响就是金属腐蚀的热力学倾向显著增加,锅炉管道内壁对水汽运行工况的敏感度也相应提高,腐蚀反应加速,同时锅炉管道外壁腐蚀也加剧。这是由于主蒸汽压力的提高使管道受热面处于高拉应力的工作环境中,因此腐蚀裂纹生长加快,受热面的工作寿命缩短;同时,随着主蒸汽压力的提高,工质的饱和度升高,管道壁温随之升高,最终导致管道外壁腐蚀速率加快。张晓斌等[1]检测发现垃圾焚烧电站锅炉管道内壁局部区域腐蚀速率最高可达3 mm/a,管道内壁腐蚀减薄使泄漏和爆管事故增加。
对于垃圾焚烧锅炉高参数化后管壁腐蚀加速,技术人员难于从现有的几种防腐蚀技术和手段中进行选择。为此,作者介绍了高参数垃圾锅炉基材和主流涂层防护技术,构建了一套科学有效的评价体系与方法,以帮助相关科技人员合理地选择满足自身需求的涂层防护方法与技术。
1. 管道基体材料与涂层防护
1.1 基体材料
适合高参数垃圾焚烧电站锅炉管道的管材有5种,分别为20G、12Cr1MoVG、15CrMoG、TP347H、TP310S,其性能和成本见表1。耐壁温指的是材料在长期服役条件下所能承受的最高管壁温度[2]。
锅炉水冷壁的材料用量比过热器大得多,因此锅炉管道的主要成本取决于水冷壁材料,故在满足服役性能条件下应多选用低成本的基体材料。20G在常温、中高温的范围内有很高的强度,且焊接性能良好,可以满足壁温在450 ℃以下工况的需求。对于其在高烟温条件下的腐蚀,可通过受热面加涂层的方法进行防护,这也正是国内水冷壁基体材料绝大多数使用20G的主要原因。一般中、低温过热器管壁温度小于500 ℃,腐蚀相对较轻,故可选用20G或15CrMoG。高温过热器壁温均大于500 ℃,腐蚀速率较快,一般选用耐高温腐蚀性较好的15CrMoG或12Cr1MoVG。这两种低合金钢性能接近,但后者的高温性能更好。此外,过热器材料还可选用TP310S和TP347H。这两种不锈钢具有良好的耐高温腐蚀性能,但TP310S在烟温接近800 ℃时开始软化,其耐磨耐蚀性能也随之下降,TP347H的高温性能相对好一些[3]。
1.2 涂层防护技术
在高温防护方面,能够真正应用于垃圾锅炉水冷壁和过热器表面的涂层防护技术比较有限。热喷涂技术尽管发源较早,但该技术制备的涂层与基体的结合强度偏低,且涂层孔隙率偏高,因此对垃圾锅炉管的防护效果不尽如人意。相对来说,超声速火焰喷涂(HVOF)技术在防护效果方面有较好表现。但该方法粉末沉积率低,制备成本偏高,且涂层服役寿命在5 a以下,导致其发展空间受限。激光熔覆是近年来发展迅速的一项表面技术,与堆焊技术相比,其对母材的热影响小,且能够有效改善管材焊接变形的问题,但存在设备投入高、工艺复杂等缺点,这使得该技术至今仍应用较少。此外,高温陶瓷涂层技术在近年来得到快速发展,特别是热固化陶瓷涂层技术。高温陶瓷涂层由于具有可现场施工和投资成本低等优势,受到一些中、小型企业的青睐,但陶瓷与金属之间热物理性能差异较大,多数涂层在使用1~2 a后就出现斑驳型脱落,需重新刷涂,这导致运行费用增加,因此该技术的应用也很有限[4]。
目前,Inconel625合金堆焊和低温熔焊是垃圾焚烧发电锅炉主要使用的涂层防护技术。堆焊涂层的寿命能达到10 a以上,是目前公认寿命最高的涂层。该技术应用成熟且广泛,但存在稀释率高、成本高及生产效率低等短板。低温熔焊多指感应熔焊。自2018年我国成功开发了用于垃圾电站锅炉管道的感应熔焊技术以来,该技术大有后来居上之势。虽然感应熔焊涂层厚度仅约0.5 mm,但与厚度约2.5 mm的堆焊相比,其服役寿命接近,制备成本降低了40%,生产效率是堆焊的5~10倍。因此感应熔焊技术受到业界的普遍欢迎,发展前景广阔[5]。2019年,针对高参数垃圾锅炉的发展,在感应熔焊技术的基础上,我国又成功开发了复合感应熔焊技术。该技术是在镍基自熔合金重熔层表面通过超声速等离子喷涂再喷涂一层NiCr-Cr2C3/YSZ/Al2O3+TiO2金属陶瓷面层,对锅炉管道起到了双层防护的效果[6-7]。复合感应熔焊涂层的防护寿命基本与堆焊层相当,在中参数下寿命可达到10 a,在高参数下寿命超过8 a[8]。
2. 基于层次分析法的模糊综合评价模型
垃圾焚烧锅炉管道的涂层防护技术较多,每种技术都具有各自的优势,同时又存在一定的弱点或短板。因此,选择适用于垃圾焚烧锅炉管道的防护技术有一定的难度。为此,有必要构建一种科学有效评价现有多种腐蚀防护技术的方法,帮助相关科技人员合理选择涂层防护技术。目前,大多数用于涂层防护技术评价的参数均很难精准量化,只能根据经验或统计结果定性地确定其相对的优劣程度。即使少数可量化参数如换热性和热膨胀性,也不完全由导热系数或热膨胀系数决定,而是与涂层厚度和工艺方法等多种因素密切相关。鉴于此,作者采用基于层次分析法(AHP)的模糊综合评价方法对各种涂层防护技术的性能进行科学的综合评价。
该方法是一种将模糊综合评价和层次分析法相结合的评价方法,也是一种定性与定量相结合的评价技术。它通过模糊综合评价对多种涂层组合进行综合评价,在确定权重分配时采用层次分析法来对指标进行赋权。其优点是用定量化的方法尽量消除指标的不确定性,最大限度地提高评价的准确性。模糊综合评价的核心就是建立数学模型,数学模型主要由四个要素组成:因素集、评价对象集、评语集、权重集。
2.1 建立因素集
垃圾焚烧锅炉管道腐蚀防护方法评价的因素集就是评价指标的集合。首先,选定2个体现涂层材料热物理性能的主要参数:热膨胀性、换热性;其次,选定3个表示涂层基本性能的主要参数:结合强度、孔隙率、稀释率;最终,选定3个表示涂层应用性能的主要参数:防护寿命、经济性和生产效率。建立因素集U={u1,u2,…,ui,…,un}={热膨胀性,换热性,结合强度,孔隙率,稀释率,防护寿命,经济性,生产效率},因素集构成了评价框架。
2.1.1 涂层材料热物性能的主要参数
2.1.1.1 热膨胀性
在涂层设计时,热膨胀性是首要考虑的要素。材料的热膨胀性主要由热膨胀系数决定,同时与涂层厚度及工艺方法有关。在涂层制备的冷却过程中,若涂层与管材基体的热膨胀系数差异很大,涂层会产生较大的热应变,使界面结合处存在残余拉应力,涂层与基体的结合强度降低。研究表明[3],热应力由热膨胀系数失配和温度梯度引起,会促使裂纹在界面处萌生扩展,最终导致涂层开裂或翘曲剥落。
从表2可以看出,垃圾焚烧锅炉管材与涂层间的热膨胀系数差别较小,因而在服役过程中,在高温受热时涂层的裂纹倾向较小。
2.1.1.2 换热性
换热性是衡量锅炉管道涂层物理性能的重要指标,由导热系数和涂层厚度两个参数综合决定。在设计涂层体系时,应尽量使涂层的导热系数与管材基体接近。涂层的导热系数过小,会影响受热面的换热性,从而影响垃圾电站的发电效率;涂层的导热系数与基体相差较大,容易产生残余拉应力,从而产生裂纹,严重降低了涂层的防护寿命。另一方面,在服役过程中,涂层中的热应力随高温锅炉内温度循环而周期性变化,涂层容易产生疲劳裂纹影响其服役寿命。垃圾电站锅炉常用管材与涂层的导热系数与厚度见表2[4]。厚度对于换热性的影响远小于导热系数,同一类材料在1 mm厚度范围内的换热性相差非常有限。
2.1.2 涂层基本性能的主要参数
2.1.2.1 结合强度
涂层与基体的结合界面是理化特性发生突变的二维空间,腐蚀气体极易通过孔隙渗入到结合界面处,使管壁腐蚀减薄,或因热膨胀系数相差较大,疲劳裂纹扩展使涂层剥离失效。因此,需要对高温防腐蚀涂层的结合强度进行严格评价。据统计[9],堆焊涂层的结合强度为200~250 MPa,复合感应熔焊涂层的结合强度为90~110 MPa,感应熔焊涂层的结合强度为100~150 MPa, HVOF涂层的结合强度为50~70 MPa,热固化反应纳米陶瓷涂层的结合强度为60~80 MPa。
2.1.2.2 孔隙率
垃圾焚烧电站锅炉产生的高温腐蚀气体会通过涂层的孔隙渗透到管壁表面,涂层的隔离效果取决于其孔隙率,而喷涂工艺和材料是影响孔隙率的决定性因素。所有涂层都有孔隙,有害的是其中的贯穿孔隙。据文献统计[9],堆焊涂层的孔隙率小于0.5%,复合感应熔焊涂层的孔隙率为0.8%~1.5%,感应熔焊涂层的孔隙率为0.5%~1.0%, HVOF涂层的孔隙率<1%,热固化反应纳米陶瓷涂层的孔隙率小于1%。
2.1.2.3 稀释率
稀释率决定了涂层的质量,稀释率越低意味着涂层合金成分被基材冲淡的程度越小。以堆焊为例,在同样满足使用要求的前提下,堆焊层数越少,就越能节省堆焊材料。一般来说,熔覆速度的提高和稀释率的降低是相互矛盾的两个方面,二者相互制约。能否协调熔覆速度与稀释率之间的矛盾关系,意味着是否能实现高效、高质的堆焊工艺。堆焊的工艺特性决定了其所制备涂层的稀释率比其他方法都要高。据文献[10]统计,堆焊涂层的稀释率为8%~15%,复合感应熔焊与感应熔焊涂层的稀释率小于5%,激光熔覆涂层的稀释率为3%~7%, HVOF与高温陶瓷涂层的稀释率很小,可忽略不计。
2.1.3 涂层应用性能的主要参数
2.1.3.1 服役寿命
一般锅炉运行寿命为28~30 a,按等寿命原则,在锅炉服役期内管道更换次数在3次以内比较合算。若涂层寿命低于8 a,管道更换将超过3次,耗费的人力、物力偏多,经济性偏低;若涂层寿命高于10 a,管道更换次数可以降低,但以目前的技术来说,管道需耗费更高的防护成本,综合衡量并不划算,所以8~10 a的服役寿命比较合理。根据文献[11]统计,堆焊涂层的服役寿命多数大于10 a,复合感应熔焊涂层的服役寿命为9~10 a,感应熔焊涂层的服役寿命为7~8 a, HVOF涂层的服役寿命小于5 a,热固化反应纳米陶瓷涂层的服役寿命小于2 a。
2.1.3.2 经济性
经济性首先是涂层制备的成本,5种常用涂层的制备成本从高到低的排序为:堆焊涂层、复合感应熔焊涂层、感应熔焊涂层、HVOF涂层、高温陶瓷涂层。其次,经济性还要考虑涂层的维护和运行成本,运行成本还需结合局部管道更换的难易程度、非计划停机时间等因素进行综合评判。高参数锅炉比中参数锅炉腐蚀更严重,因此在设备运营和维护方面的费用肯定会有所增加[12]。
2.1.3.3 生产效率
相对来说,堆焊涂层的生产效率最低。堆焊涂层存在稀释率问题,所以必须要堆焊两层以上,从而造成生产效率低;感应熔焊涂层是在火焰喷涂的基础上,增加了一道重熔的工序,所以生产效率较低;复合感应熔焊涂层是在感应熔焊之后又增加一道超声速等离子喷涂的工序。因此,5种常用涂层的生产效率从低到高的排序为:堆焊涂层、复合感应熔焊涂层、感应熔焊涂层、HVOF涂层、高温陶瓷涂层。
2.2 建立评语集与对象集
评语是指评价等级,即根据各评价指标对涂层性能影响程度的评定,共分为5个等级,确定评语集V={好,较好,中等,较差,差},给评语集各等级赋值形成量化指标,赋值后的评语向量γ=(5 4 3 2 1)T。
对象集指评价对象的集合,即各种基材与涂层的组合。把基材与涂层防护技术的组合分为13种,对象集O={20G+堆焊、20G+感应熔焊、20G+复合感应熔焊、20G+HVOF、20G+热固化陶瓷、15CrMo+堆焊、15CrMo+复合感应熔焊、15CrMo+感应熔焊、12Cr1MoVG+堆焊、12Cr1MoVG+复合感应熔焊、12Cr1MoVG+感应熔焊、12Cr1MoVG+HVOF、310S或TP347H}。
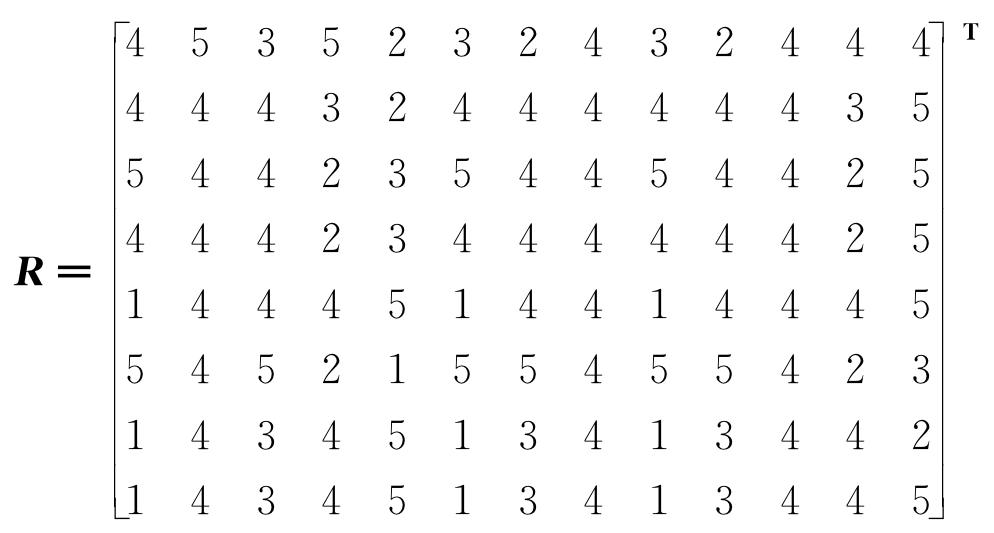
采用向行业内专家问卷调研的方式,统计得出评价指标与评价对象的评语向量等级,如表3所示。其中,5为好、4为较好、3为中等、2为较差、1为差。
将表3中的评语向量等级值转化为模糊综合评价的矩阵R,见式(1)。
2.3 层次分析法确定指标权重
评价指标构成了垃圾焚烧发电锅炉管道对涂层防护性能综合评价的因素集,而八项评价指标对于锅炉高温防腐蚀性能的影响程度并非完全平等,需依据重要性采用权重系数法对指标之间的差别进行限定。权重系数是依据每个参数在8个参数总量中的重要程度给予的比例系数。权重系数根据不同用户需求或设计要求可有所不同,对各评价因子在总体评价中的作用进行区别对待。
本研究结合较为典型的两种用户需求,选择高性价比和经济型两种防护方案。高性价比方案主要以涂层基本性能为核心,以应用性能为重点,以热物性为约束条件的设计方案。该方案比较注重涂层的综合性能,强调性价比,既注重涂层质量,又兼顾经济效益。因此,该方案适用于大多数大、中型企业。经济型方案主要以经济性为核心,以涂层基本性能与应用性能为约束条件,以热物性为边界条件的设计原则,经济型方案也可称为低成本方案。该方案在保证锅炉安全防护的前提下,比较注重企业效益。因此,该方案适用于大多数中、小型企业。
权重的确定是模糊综合评价的重要基础,它体现着每一指标的重要程度。本研究通过层次分析法针对这两种方案分别确定各个评价指标的权重系数。通过专家打分形成判断矩阵,由此计算指标之间的相对权重。
2.3.1 构造判断矩阵
采用向行业内具有多年实践经验的专家广泛问卷调研和咨询的方式,经过精心设计、分类统计,最终形成具有权威性的专家打分统计表。通过专家打分,根据层次分析法的“1~9”评判标度对8个指标进行两两比较,可得到判断矩阵。“1~9”评判标度含义如表4所示。
对于所列的8个评价指标,进行两指标间相互比较,根据两种防护方案的不同需求,其比较值也有所差别。
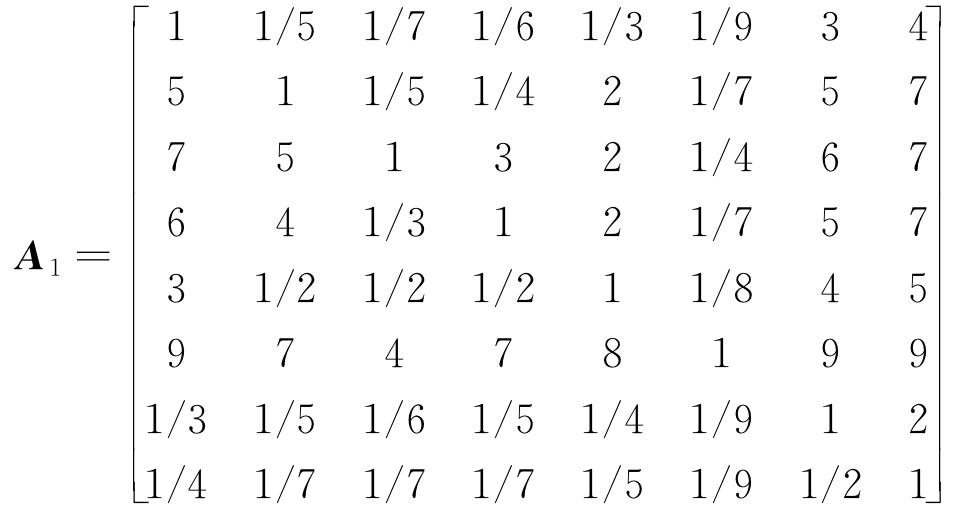
针对高性价比方案中用户的需求,对各指标进行两两对比,得到表5。
表5中的数据构成了一个8行8列的判断矩阵A1,见式(2)。矩阵中的元素aij数值表示第i行指标较第j列指标的重要程度。
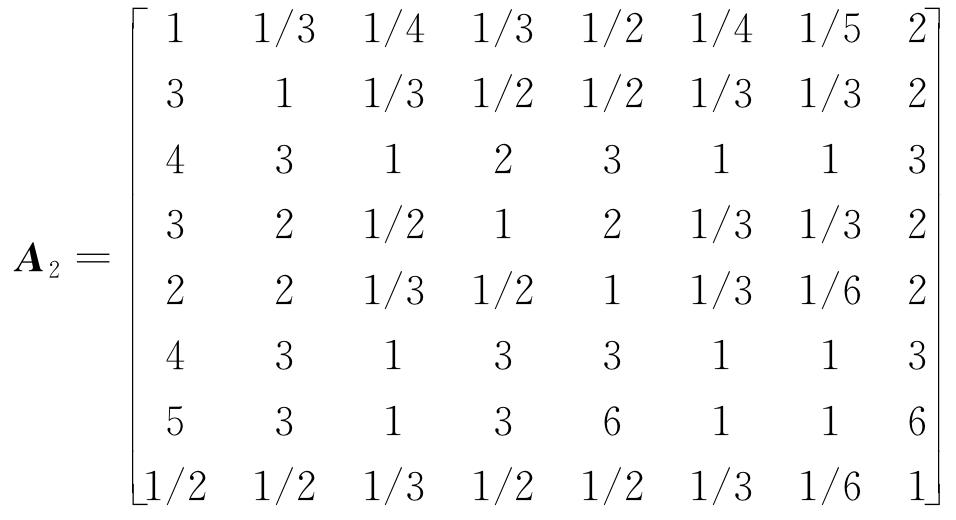
同理,针对经济型方案中用户的需求,对各指标进行两两对比,得到经济型方案判断,如表6所示。
将表6中的数据转变为判断矩阵A2,见式(3)。
2.3.2 权重计算
(1)高性价比方案
利用和积法,将判断矩阵A1先按列归一化,再按行求均值,得到高质量方案中各指标的权重,如表7所示。
由此得到高性价比方案的权重向量为
(2)经济型方案
同理,将判断矩阵A2按列归一化,再按行求均值,得到经济型方案中各指标的权重,如表8所示。
由此得到经济型方案的权重向量为
2.3.3 一致性检验
为保证各判断之间协调一致,不致出现相互矛盾的结果,须对构造的判断矩阵进行一致性检验。一致性检验步骤如下:
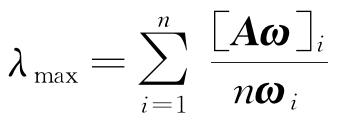
计算判断矩阵的最大特征值:
计算一致性检验指标KCI:
当阶数n≥3时,一致性比率计算公式为:
式中:KRI为判断矩阵的随机一致性指标(RI),其值见表9。
当一致性比率小于0.10时,则认为判断矩阵具有良好的一致性,否则就需要进行修正和调整判断矩阵,直到符合要求为止。
将判断矩阵与权重向量依次带入式(6)~(7),得到高性价比方案和经济性方案的判断矩阵的最大特征值分别为8.173和7.970,一致性指标分别为0.025和0.004。当n=8,RI值为1.41时,根据式(8)计算得到一致性比率分别0.017和0.003,均小于0.10。由此可知,上述两种方案中各指标权重均科学合理。
2.4 腐蚀防护方案评价
(1)高性价比方案
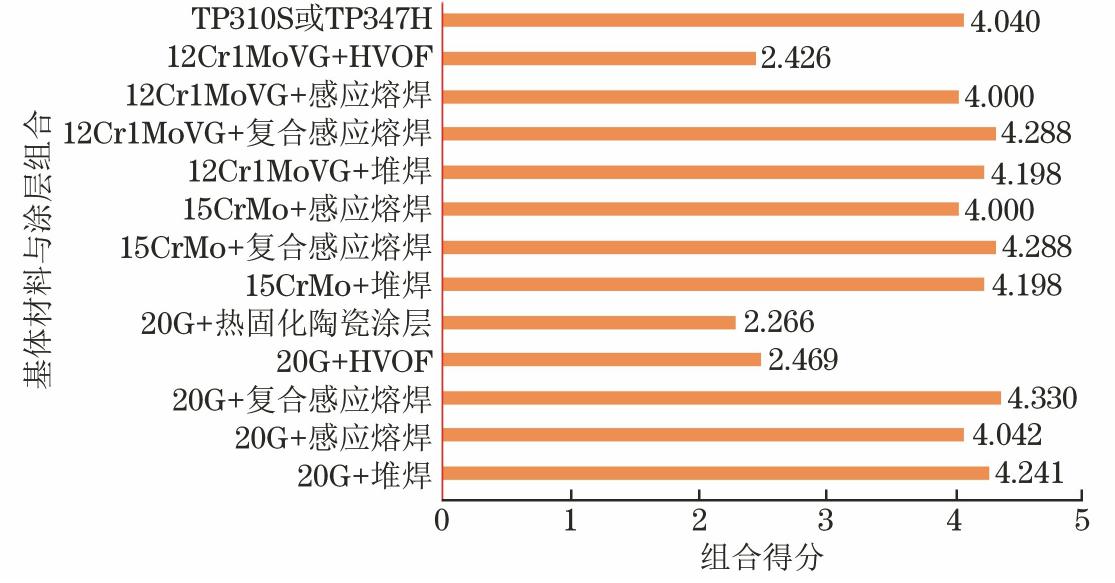
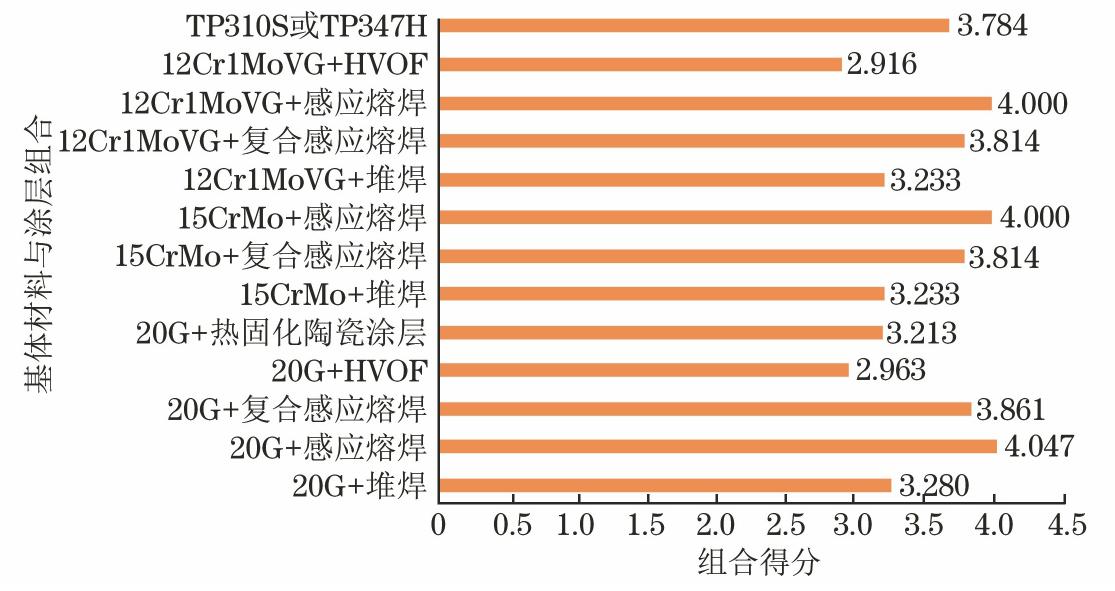
由式(4)所示权重向量ω1和式(1)所示模糊综合评价的矩阵R得到
B1表示在高性价比方案的权重组合下,13种涂层与基体组合方案的得分,为直观起见用图1表示。
(2)经济型方案
同理,由式(5)所示权重向量ω2和式(1)所示模糊综合评价的矩阵R得到
B2表示在经济型方案的权重组合下,13种涂层与基体组合方案的得分,为直观起见用图2表示。
将图1与图2中的两种方案的得分进行排名,结果见表10。
3. 结论
(1)适于高参数垃圾锅炉的5种基材为20G、12Cr1MoVG、15CrMo、310S、TP347H, 5种当前主流涂层防护技术为堆焊、感应熔焊、复合感应熔焊、HVOF、热固化陶瓷,其中应用较普遍的为堆焊与感应熔焊两种技术。
(2)共设计13种典型的基材与涂层组合的防腐蚀方案,将换热性、热膨胀性、结合强度、孔隙率、稀释率、服役寿命、经济性、生产效率等参数,作为评价涂层防护主要性能的评价指标。
(3)在给评语集各等级赋值形成评语向量的基础上,根据高性价比与高经济性两种防护方案,分别确定两组权重系数。采用模糊综合评价方法,经过构造多性能判定矩阵和一致性检验,形成高参数条件下高温防护方案的综合评价体系。评价结果说明,基于层次分析法的高参数垃圾电站防腐蚀系统模糊综合评价方法,可以实现对垃圾焚烧发电锅炉管道受热面的涂层防腐蚀效果科学的综合评价,效果显著且实用可行。