




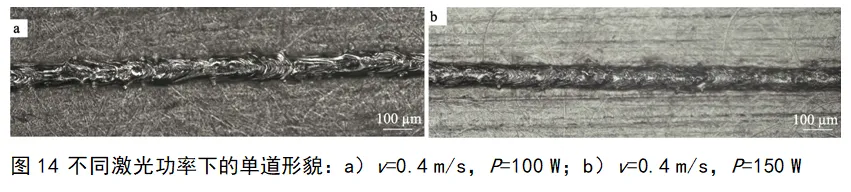
目的为了获得不锈钢激光选区熔化单道成形质量好的加工参数,提高成形质量。方法对于316L不锈钢材料的激光选区熔化(SLM)成形,采用离散元方法(DEM)构建颗粒随机分布的三维介观模型,采用流体体积法(VOF)动态追踪SLM成形过程熔池传热、流动和凝固等行为,该模拟考虑相变潜热、热物性参数随温度非线性变化、Marangoni效应,研究了温度梯度引起的表面张力和蒸汽反冲力等现象对熔池液态金属流动和凝固的影响,并对不同激光参数和扫描速度对熔池温度场和内部流动的影响规律进行了分析。结果当激光功率为150 W、扫描速度为400 mm/s时,激光能使不锈钢粉末充分熔化,凝固后的轨迹形貌连 续光滑。通过提高激光扫描速度和降低激光功率使得热输入减小,熔道表面成形出现球化等缺陷。结论通过单道成形实验观察和分析熔池与熔道的三维尺寸与形貌,有效验证了数值模拟的正确性,较好地预测出SLM过程中的缺陷种类,为深入理解SLM过程中的复杂物理现象和优化工艺参数提供了参考。 关键词:激光选区熔化;熔池流动;316L不锈钢;介观模拟;单道 该文章发表在《表面技术》第53卷第17期。 引文格式:李岩, 刘琪, 李亚杰, 等. 不锈钢激光选区熔化单道成形表面介观模拟与实验验证[J]. 表面技术, 2024, 53(17): 135-145. LI Yan, LIU Qi, LI Yajie, et al. Mesoscale Simulation and Experimental Verification of Single-track Surface Morphology in Stainless Steel LaserPowder Bed Fusion[J]. Surface Technology, 2024, 53(17): 135-145. DOI:10.16490/j.cnki.issn.1001-3660.2024.17.012 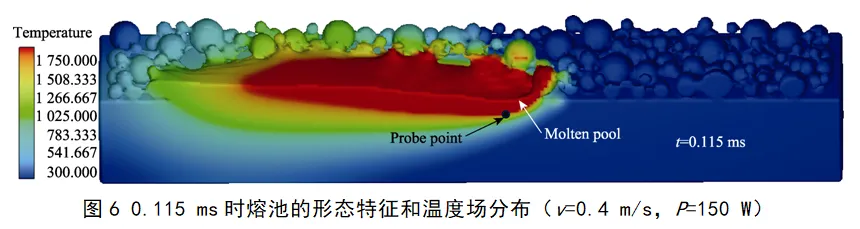

免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”