
盐雾环境中螺栓防腐蚀方法优选
2024-01-10 13:40:42
作者:才建,范文涛,崔新鹏,王洋龙,余光波,辛行,胡学兵,高怡然 来源:腐蚀与防护
分享至:


螺栓作为一种紧固件广泛应用于各个生产领域。实际生产中,螺栓会不可避免地暴露在大气环境中与腐蚀介质接触而发生大气腐蚀,据统计大气腐蚀是数量最多、覆盖面最广的一种腐蚀。沿海大量油气生产设施受到高湿环境和海边盐碱性海洋气候的双重影响,腐蚀加剧,其腐蚀速率可能是内陆大气腐蚀速率的数十倍。
图1为某海边站场内天然气管道法兰连接处螺栓的腐蚀情况。螺栓发生腐蚀后,其屈服强度、抗拉强度和刚度均会随着腐蚀时间的延长而显著下降,这会威胁到设备的正常运行,甚至造成油气泄漏和引发火灾爆炸等安全事故。

图1 某站场内天然气气撬管线螺栓腐蚀情况
针对螺栓腐蚀现象,对现场实际使用中的螺栓采取了一系列腐蚀防护技术,但这些技术都具有一定的局限性如施工困难、无法应用于服役螺栓等。
阴极保护法、涂层保护法和缓蚀剂保护法是钢结构常用的腐蚀防护方法。但对于大气腐蚀环境中的螺栓,常规外加电流阴极保护和缓蚀剂保护法难以适用,而牺牲阳极阴极法与涂层隔离防护法是钢结构主要的大气防腐蚀措施。牺牲阳极与涂层联合保护是目前公认的最有效的防腐蚀途径。
因此,东南亚管道有限公司的技术人员提出了一种基于涂层与锌丝牺牲阳极联合保护的防腐蚀方法。将锌丝作为牺牲阳极缠绕在螺栓表面,并在外面涂覆三种涂层以隔绝腐蚀介质。环氧树脂与玻璃鳞片涂层是两种常用且防腐蚀性能较好的涂层。热熔胶涂层具有结合性强、致密性好的特点。为了评价该方法的综合防腐蚀效果,首先通过电化学测试比较了三种涂层,然后利用盐雾腐蚀试验,分析比较了三种涂层联合锌丝使用前后的防腐蚀效果。
01 试样及溶液
试验螺栓为规格和材料均一致的碳钢螺栓。其型号为M18×70 mm,螺距2.5 mm,头部厚度11.85 mm,六角对边长27 mm,螺杆直径15.18 mm。
牺牲阳极为直径0.3 mm的锌丝,涂层分别为固态热熔胶,环氧树脂底漆与面漆,玻璃鳞片底漆与面漆。先将锌丝缠绕在螺栓表面,再涂覆不同防腐蚀涂层。
为了比较了三种涂层及其耦合锌丝使用前后的防腐蚀效果,对螺栓进行了如下防腐蚀处理:仅涂覆防腐蚀涂层,仅缠绕锌丝,缠绕锌丝并涂覆防腐蚀涂层。防腐蚀处理后的螺栓如图2所示。

图2 不同方法防腐蚀处理后的螺栓
电化学测试及中性盐雾试验所用溶液均为50 g/L的NaCl溶液,用高纯度的NaCl固体(纯度高于99.9%)和蒸馏水配制,溶液的pH为6.6。
02 电化学测试
电化学测试在CS520型电化学工作站上进行,测试内容包括开路电位、极化曲线及电化学阻抗谱。测试采用三电极工作系统:工作电极为测试螺栓,辅助电极为1 cm×1 cm的铂电极片,参比电极为饱和甘汞电极(SCE)。开路电位测试时间为300 s。极化曲线测试的扫描速率为0.5 mV/s。电化学阻抗谱测试的频率范围为10-2~105 Hz,施加的正弦波扰动幅值为10 mV。
1 开路电位
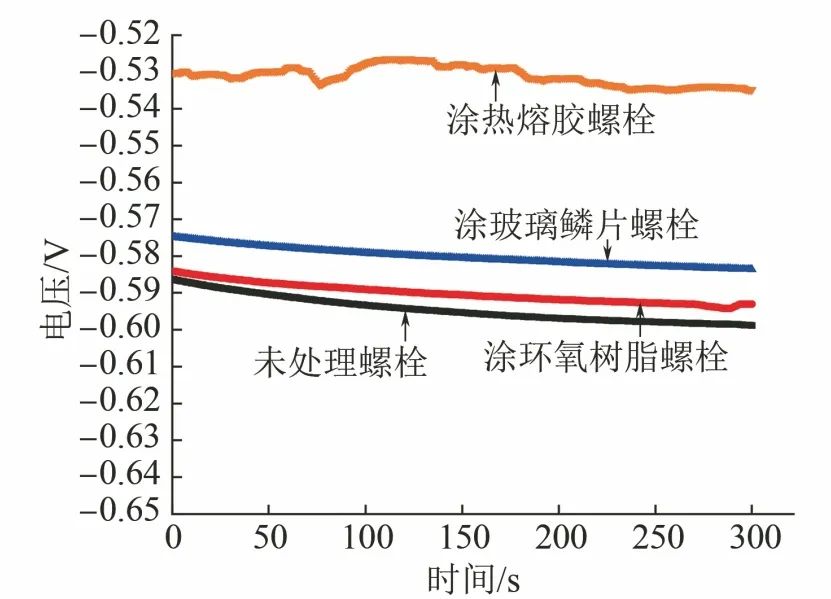
图3 不同防腐蚀涂层螺栓在50 g/L的NaCl溶液中的开路电位
图3为不同防腐蚀涂层螺栓在300 s内测得的开路电位,可以看出各试样的开路电位曲线很快趋于稳定状态,波动范围很小,均在10 mV范围内,这保证了后续阻抗等测量的稳定可靠性。各试样开路电位的顺序为:未处理螺栓<涂覆环氧树脂螺栓<涂覆玻璃鳞片螺栓<涂覆热熔胶螺栓。
这说明三种防腐蚀涂层均有一定的防腐蚀效果,其中热熔胶涂层的防腐蚀效果最好,玻璃鳞片涂层的防腐蚀效果其次,玻璃鳞片涂层的防腐蚀效果最差。
2 极化曲线
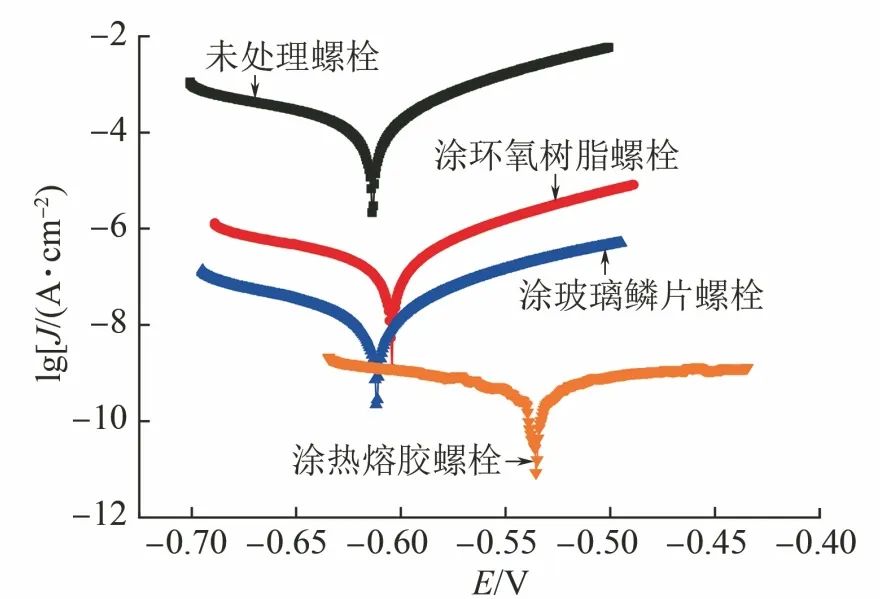
图4 不同防腐蚀涂层螺栓在50 g/L的NaCl溶液中的极化曲线
表1 不同防腐蚀涂层螺栓极化曲线的拟合参数
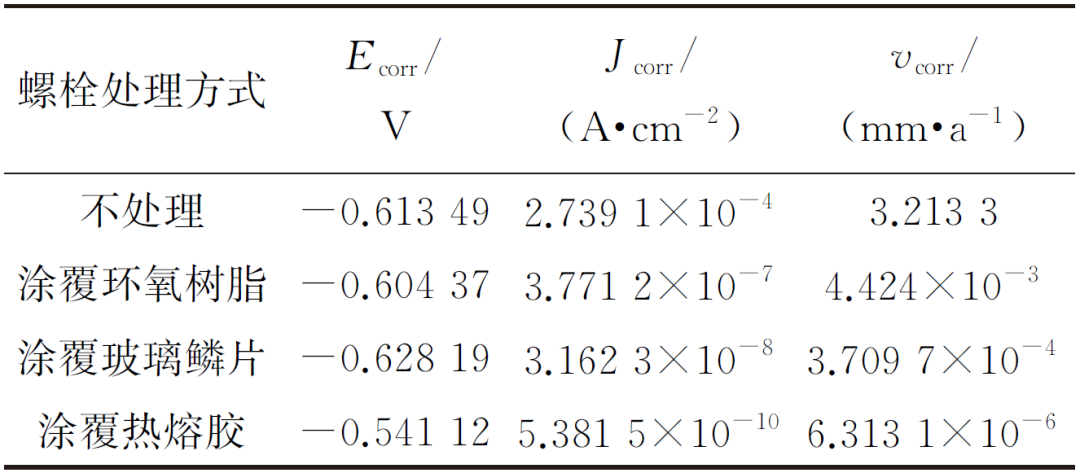
图4为不同防腐蚀涂层螺栓在50 g/L的NaCl溶液中的极化曲线,表1为图4极化曲线的拟合参数。结果表明:三种防腐蚀涂层均具有较好的防腐蚀效果;在测试条件下,未处理螺栓的腐蚀倾向很大,腐蚀电流密度高达2.7391×10-4 A/cm2,腐蚀速率高达3.2133 mm/a;而涂覆防腐蚀涂层后,腐蚀电流密度与速率均显著下降,减小了数个数量级。其中,玻璃鳞片涂层的防腐蚀效果优于环氧树脂涂层,而热熔胶涂层的防腐蚀保护效果最好,其将整体的腐蚀电流密度和腐蚀速度分别降低至5.3815×10-10 A/cm2和6.3131×10-6 mm/a,将螺栓腐蚀延缓至接近不腐蚀的程度。
3 电化学阻抗谱
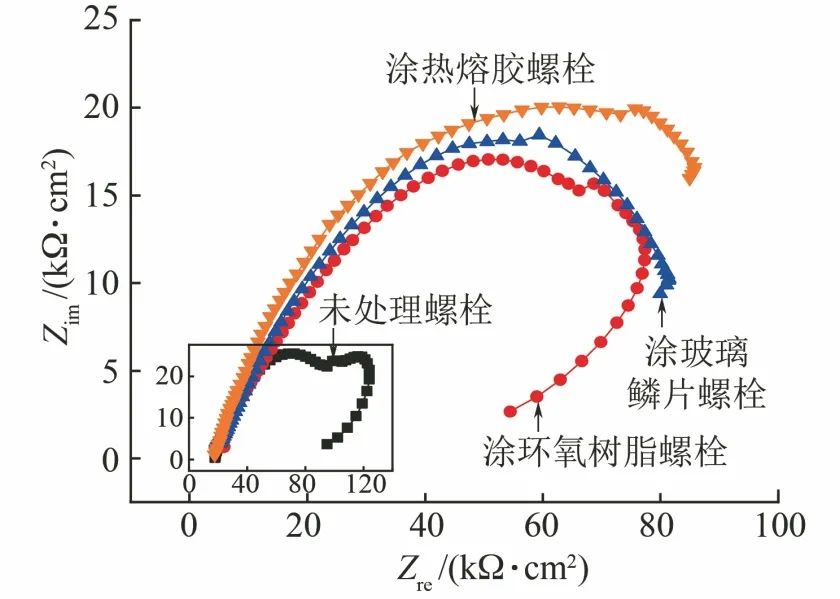
图5 不同防腐蚀涂层螺栓在50 g/L的NaCl溶液中的Nyquist图
图5为不同防腐蚀涂层螺栓在50g/L的NaCl溶液中的Nyquist图,其中未处理的螺栓使用图中小框中的坐标轴。容抗半径越小,耐腐蚀性能越弱。由图5可知,涂覆热熔胶螺栓、涂覆玻璃鳞片螺栓、涂覆环氧树脂螺栓、无处理螺栓的容抗半径依次减小,说明其耐腐蚀性能逐渐减弱。
03 室内盐雾腐蚀试验
试验所用盐雾验箱为增强版40型盐雾箱,内部空间为45 cm×35 cm×30 cm。按GB/T 10587-2006《盐雾试验箱技术条件》进行中性盐雾试验。盐雾箱内温度设置为35 ℃,喷雾量为1 mL/h。盐雾箱采用螺杆压缩机进行供气,试验过程中喷雾模式为连续喷雾。腐蚀时间分别为24,48和72小时。试验结束后,取出试样,静置干燥1小时后,拍摄记录在不同腐蚀时间和不同方法防腐蚀处理螺栓的宏观腐蚀形貌。
锌丝缠绕前后防腐效果评价


图6 盐雾腐蚀24小时后不同防腐蚀涂层螺栓的宏观形貌(左:无锌丝;右:锌丝缠绕)
图6为经盐雾腐蚀24小时后不同涂层螺栓锌丝缠绕前后的宏观形貌。对比各组试样锌丝缠绕前后的宏观腐蚀形貌可知,增设内置锌丝能显著减缓螺栓的腐蚀。
在无涂层情况下锌丝周围的螺栓基体基本没有发生腐蚀,但头部无锌丝区域发生了腐蚀,而无锌丝螺栓基体发生了严重的腐蚀,如图6(a)所示。
从图6(b)~(d)可以看出,经过24小时的盐雾腐蚀后,涂层和锌丝联合保护可以使整个螺栓基体几乎不发生腐蚀,而未缠绕锌丝只涂覆涂层的螺栓表面会发生局部腐蚀;环氧树脂涂层和玻璃鳞片涂层表面都有破损,如图中方框所示,其原因应是螺栓表面产生了腐蚀产物,使涂层与表面基体结合不紧密,而热熔胶内部螺栓基体虽发生了局部腐蚀,但其防腐蚀层仍保持完整。
长时间防盐雾腐效果评价

图7 盐雾腐蚀48小时后不同防腐蚀涂层和锌丝联合保护的螺栓的宏观形貌
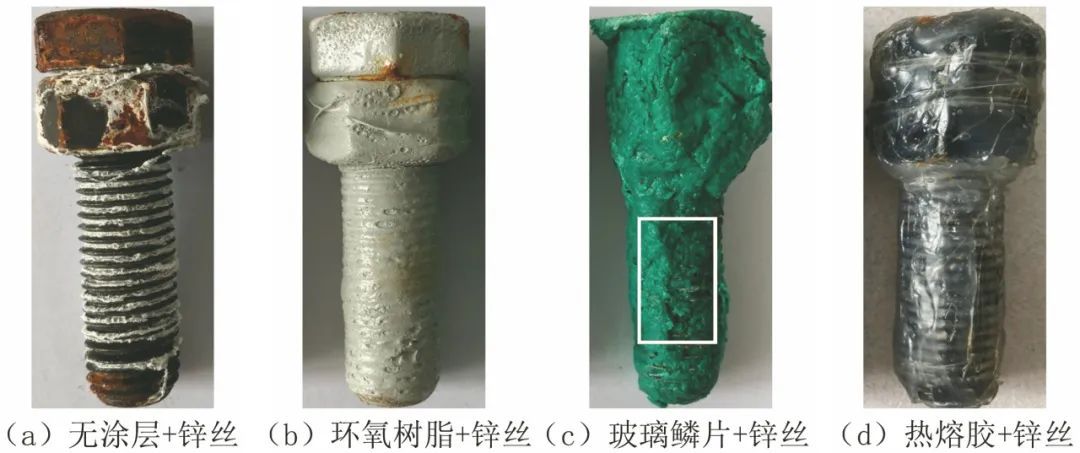
图8 盐雾腐蚀72小时后不同防腐蚀涂层+锌丝螺栓的宏观形貌
图7和图8分别为经48小时和72小时盐雾腐蚀后不同防腐蚀涂层与锌丝联合保护的螺栓的宏观形貌。
由图7可见,各涂层+锌丝可在48小时盐雾腐蚀时间内保护螺栓基体几乎不发生腐蚀,各涂层内没有生成腐蚀产物而导致涂层破损。
由图8可知,经72小时盐雾腐蚀后,在锌丝与环氧树脂涂层联合保护下螺栓基体表面发生了明显腐蚀,而其余两组螺栓基体表面未发生明显腐蚀,这说明相较于环氧树脂与锌丝的联合保护,热熔胶与玻璃鳞片涂层与锌丝的联合保护能够长时间抵抗腐蚀环境,二者防腐蚀性能更好,这与电化学测试结果一致。
经72小时长时间的盐雾腐蚀后,玻璃鳞片涂层与螺栓的结合性有所下降,见图8(c)中的方框标记,而热熔胶涂层与螺栓结合性仍保持良好,该防腐蚀处理方法的防腐性能能长时间保持良好。
04 防腐蚀方法综合评价
对于重要的运行设备,其服役螺栓不能轻易拆卸、维护与保养更换,这造成许多方法不便施工应用。因此,在确保螺栓防腐效果的同时,还要综合考虑施工难度与日常维护保养是否方便等问题。在三种防腐蚀涂层中,热熔胶涂层属于可剥性涂料,具有可剥性材料独特优势,且热熔胶具有结合力强、透明可观察等特性,这使热熔胶联合锌丝的防腐蚀方法具有如下优势:
1 不同于其他涂层需要在螺栓基体表面涂刷涂层底漆,该方法施工步骤简单方便,可直接喷涂,且结合力强,成型快,短时间内即可完成作业,不需长时间等待干燥。
2 热熔胶涂层整体透明,可随时观察涂层内螺栓和牺牲阳极的状态,便于日常巡检和维护,这是其他涂层所不具备的优势。
3 涂层可整体剥离,螺栓表面不残留旧涂层,如图9所示。这完全避免了更换涂层时,新旧涂层的层间剥离与新旧涂层结合不紧密的问题,使更换更方便。

图9 热熔胶涂层整体剥离情况
05 结 论
(1) 电化学测试结果表明,在三种螺栓防腐蚀涂层中,热熔胶涂层的防腐蚀性能优于玻璃鳞片涂层,而玻璃鳞片涂层优于环氧树脂涂层。
(2) 盐雾腐蚀试验结果表明,防腐蚀涂层与锌丝联合保护可使防腐蚀效果明显提升,经48小时盐雾腐蚀后,三种涂层与锌丝联合保护下的螺栓都几乎不会发生腐蚀,经72小时盐雾腐蚀后,热熔胶涂层与锌丝联合保护方法的防腐蚀效果最优,能长时间抵抗腐蚀环境。
(3) 与其他防腐蚀涂层相比,热熔胶涂层还具有施工简单,维护保养方便以及涂层可整体剥离的优势,是一种盐雾环境下高效的螺栓防腐蚀方法。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:8802

腐蚀与“海上丝绸之路”
点击数:7062