
车架防腐工艺研究
2022-02-22 11:56:33
作者:张全新,朱油福,刘建军,张洲,郝建东 来源:北汽福田汽车股份有限公司
分享至:


近年来,在以市场为导向的战略方针引领下,随着客户需求的不断升级,国家政策的日益完善,新的《报废机动车回收管理办法》正式实施,作为汽车五大总成之一的车架,相对其他总成的回收率是最高的。车架作为卡车的脊梁,车架的防腐质量逐渐被各大商用车主机厂重视,对其防腐性能要求也越来越高。尤其在2019年首届国际商用车车架技术峰会的影响下,国外技术得到了一定程度的推广,但是否适合国内商用车,抑或有多少种防腐工艺解决方案,每种方案的适用场景优势是什么,有待研究。
本文从商用车车架行业实际出发,结合商用车车架板材形式、工艺特点及使用工况等方面,提出车架防腐的各种工艺升级路线,详细分析对比车架主流防腐工艺的施工特点和性能差异,为商用车高质量可持续发展奠定基础,为车架防腐工艺提供参考。
1 商用车车架现状
1.1 车架产品特点及工艺现状
1.1.1 材料
车架产品普遍应用热轧板,包括轻卡应用较多的510L,中重卡应用较多的610L、700L及750L,料厚范围3~8 mm,材料与板厚的一致性、平面度、料厚的公差范围、不同批次材料的时效处理时间、不同厂家的性能一致性等均不同程度影响产品的质量。
1.1.2 产品设计
(1)产品种类。国内商用车车型种类较多,商改需求变化较大,中重卡牵引、平板、自卸等和轻卡单排、排半、双排等与不同轴距的组合导致车架品种类型达200余种,年销售量不足百台的车型,如,定制工程车、个性化商改车及特殊配置车型等占40%~50%,随着平台化、模块化的定义和统一管理,会逐步得到改善。
(2)产品结构。中重卡纵梁产品设计普遍是双层板,有的甚至3~4层板,所以在总成电泳或其他涂装工艺过程中存在夹层间无任何防腐措施,从而出现夹层生锈、流黄水的现象;另外,从内到外设计为同一孔径,在公差范围内很容易出现“双眼皮”缺陷,一定程度上会影响后续装配,目前个别企业已通过孔径差异的产品设计形式来规避这类问题;轻卡产品纵梁一般为单层板结构,虽然不存在“双眼皮”缺陷,但是纵梁与横梁连接板及搭接面均存在夹层锈蚀问题。
1.2 工艺条件
纵梁因产品商改的变化较快,无法采用落料模具进行生产,纵梁的孔位和外形基本采用数控冲+等离子切割+冲压/辊压+数控折弯的柔性工艺。横梁类零件大多仍采用冲压工艺,冲压工艺往往稳定性和一致性相对较强,有的横梁考虑变化也大多采用折弯等柔性工艺,相对模具生产,柔性工艺零件的一致性稍差。因此,保证车架产品的一致性和精度困难较大,如果散件电泳再铆接成型会存在通孔、扩孔等操作从而破坏了已有的防护涂层,防腐性能严重降低。
2 电泳涂装现状
2.1 涂装工艺
因历史原因,国内商用车车架涂装,各主机厂普遍采用车架总成底面合一阴极电泳涂料进行电泳,其原理是以环氧树脂和丙烯酸树脂为主体,由于2种树脂表面张力不同,烘烤时表面张力大的环氧成分沉于下层,表面张力小的丙烯酸成分浮于表层,通过一次电泳形成环氧树脂和丙烯酸树脂的复合涂层,形成耐腐蚀和耐候的涂层,该涂层更多的是以理想状态的实验室数据作为标准,但应用在车架热轧板的基材因现场条件等因素差异,实际表现很不稳定,膜厚不超过30μm时,中性盐雾测试不超过500 h;膜厚超过30μm时,中性盐雾测试能够接近福田集团企标Q/FT B039—2018规范要求的720 h,但氙灯加速老化失光率和色差不满足要求。
2.2 质量表现
车架总成电泳普遍存在夹层锈蚀问题,实际表现为流黄水,该问题车架总成电泳工艺无法解决,导致腐蚀环境恶劣的市场,如,高湿、高寒等区域车架夹层处从内到外返锈,同时存放半年之内的车架发白、粉化尤为严重;铸件工艺落后,表面粗糙度等级较低,影响涂层的防腐效果,常见问题如图1所示。

图1 车架总成电泳涂装常见问题
Fig.1 Typical problems of electrophoresis coating on frame assembly
3 防腐工艺路线
车架防腐工艺路线选择需要结合各主机厂自身工艺条件、质量标准要求等实际条件进行确定。
3.1 车架总成电泳+面漆
该工艺是在现有车架总成电泳工艺基础上,做的最简单的升级工艺。传统的车架总成底面合一电泳工艺后,中重卡牵引车或轻卡不装货箱的情况下,因库存或出口周期长等因素,车辆长期露天存放,电泳漆膜粉化发白,导致在发给客户之前严重失光变色,影响车辆销售的品质。该方案是在现有工艺条件、现有场地等不做任何调整的情况下,在附近场地的解决方案,纯粹的提高车架耐老化性;但不能解决车架夹层锈蚀的问题。目前市场上主流的面漆是溶剂型面漆和水性面漆,其在实际施工过程中的不同点如表1所示。
从表1可以看出溶剂型面漆在施工过程中相对水性面漆施工窗口更宽,对于存贮和循环的条件约束更少,便于现场维护和存贮,同时对于施工环境的要求也更加宽泛,室温作业即可,相比水性面漆在能源消耗、环境保持及设备投入等均有很大程度的节省成本。对于生产企业来讲溶剂型面漆是比较理想的选择,但是溶剂型面漆的VOC含量相较水性漆高出很多,考虑到环保,很多厂家还是会主动选择水性面漆或者增加废气处理装置来降低对环境的污染。
表1 溶剂型面漆和水性面漆在实际施工过程中的不同点
Table 1 Differences between solvent-based finish and water-based finish in construction process

3.2 车架散件喷粉
该工艺是在车架总成电泳工艺基础上做的一定程度的升级,散件喷粉可以彻底解决夹层生锈问题,粉末喷涂工艺绿色环保,但在车架行业散件喷粉应用较多的仅是纵梁喷粉,纵梁一般经喷淋式前处理烘干后直接喷粉,不经过电泳,所以在防锈性能以及粉末对热轧板底材的附着力方面都是比较大的风险和挑战。但是车架的横梁总成(一般为外协或外购件)采用电泳工艺而不进行喷粉,此种工艺的搭配会造成纵梁和横梁的质量标准出现差异,导致总成各部件间防腐防锈的周期不一致,所以后期实际市场表现呈现不同状态。
此工艺的弊端不仅局限于上述的问题,还面临以下几种问题:
(1)铆钉防腐的问题,一般铆钉只是在运输和包装、存放过程中涂油防护,未采用其他的防腐/防护措施,普通的铆钉一般采用发黑处理或者镀锌等防腐措施,而特殊处理过的铆钉成本较高,一般的产品基本不开发使用,且在铆接的过程中会出现涂层破坏的情况,所以铆钉就理所当然地成了车架总成上的防腐短板。
(2)车架“双眼皮”问题,国内车架尤其是中重卡车架受材料特性、工艺水平、加工精度、设备能力等影响,零部件质量一致性较差,造成多层板设计的产品很难避免“双眼皮”的产生。纵梁散件喷粉后在车架装配过程中会出现大量的“双眼皮”缺陷,导致不能正常装配,经过二次铣孔便破坏了散件的粉末涂层,进一步降低了防腐能力。
(3)车架产品品种多,变型快,工装投入大从而导致部分零件不开发专用工装而采用柔性工艺生产,也是造成零件质量不稳定、一致性差的重要因素。
(4)修复性差,装配或物流过程中造成的划痕以及错装漏装等问题在后期修复相当困难,且成本较高。
总体而言,散件喷粉的车架对零部件加工精度、一致性等方面要求相对较高,该工艺更适用于车架产品品种较少、结构设计简单的单层梁车架。
3.3 车架散件电泳+底盘喷涂
该工艺相对前2个工艺方案,有了更大程度的升级,在解决车架总成电泳面临的夹层锈蚀问题和纵梁喷粉与横梁电泳的防腐质量不一致问题的同时,也解决了占商用车底盘锈蚀80%的问题。但该工艺应用需要满足一些条件,首先车架装配始于总装线,车架散件电泳后直接上总装线装配,车架装配和底盘装配工艺能够协调统一,可以有效避免车架装配单元独立,以减少车架总成的存储,同时节省了一定的生产周期并降低了库存,避免了存储、转运过程的质量损失,有利于总装质量的保证和产能的提升,同时解决了散件喷粉面临的诸多问题。但是该工艺更适合新建生产线的工艺规划,传统车架生产一般独立于总装之外,老的生产线不适合底盘喷涂的改造,一方面是因为老生产线的场地不足,另一方面是底盘改造时间较长,对现有产品的生产带来影响,过渡生产方案难以解决。
底盘喷涂工艺流程为遮蔽、喷漆、烘干、卸遮蔽,工艺规划从作业内容及保证生产节拍方面,喷漆、烘干需要至少6个专用工位,遮蔽和卸遮蔽作业可以整合至其他工位的作业内容中;但是无论底盘喷涂采用溶剂型涂料或水性涂料,不仅需要对漆雾进行专业处理还需要增加废气治理设备以保证环保达标,运营成本相对较高。该工艺升级需要考虑场地需求大、投资成本高、运营成本高等。同时底盘装配完成后结构复杂、遮盖面多、喷涂死角多,同时存在无法实现自动喷涂等问题。
这种工艺需要各供应商对零部件的涂料质量、防腐能力以及零部件的表面洁净度等都提出较高的要求,否则达不到底盘喷涂的作用。
3.4 车架散件电泳+总成喷粉
该工艺完全是对车架现状的一个极大改善,解决了车架当前面临的所有问题,目前是所有工艺中最彻底的质量升级工艺,同时可以保证在一定时期内工艺不落后,质量不落后。本文采用车架散件电泳+总成喷粉工艺制备了6个样品,分别按照SAE J2527—2017、GB/T 1771—2007检测耐盐雾性和耐老化性,试验时间为1 000 h,结果如表2所示。
表2 耐盐雾、耐老化性能试验结果
Table 2 Test result of salt spray resistance and aging resistance
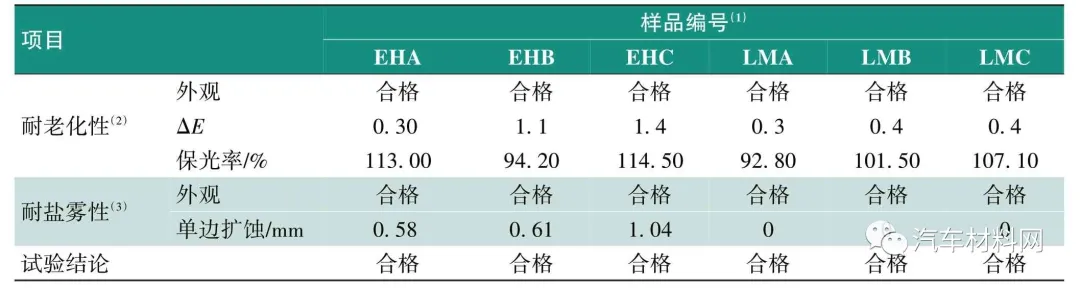
注:(1)试板编号E/L代表车架板材型号,H/M代表粉末型号,A/B/C代表3家不同的粉末涂料。(2)耐老化:ΔE≤3.0,保光率≥50%,不开裂,不粉化,不起泡。(3)耐盐雾:单边最大腐蚀蔓延宽度≤2 mm,非划线处无起泡、生锈。
由表2可知,样品的耐盐雾性和耐老化性均可以达到1 000 h的防腐质量标准。散件电泳解决了多层板车架产品夹层锈蚀问题,总成喷粉工艺解决了铆钉、“双眼皮”、生产磕碰划伤、装错、老化、耐盐雾性等问题。车架总成喷粉后,粉末通过固化、流平,还能很好地填充到零件搭接面的缝隙处,对夹层锈蚀进一步起到良好的防护作用。通过双涂层匹配性验证、试板全面测试、实物工艺验证和实物市场验证等均得到了很好的测试结果和用户的认可效果,充分证明了该工艺的可靠性。对车架散件电泳+总成喷粉工艺而言,比车架总成电泳+面漆工艺解决夹层锈蚀更彻底;比散件喷粉工艺面临的问题更少,质量要求更高;比车架散件电泳+底盘喷涂工艺占用场地更少,缩减投资,能够更精益的运营。
3.5 性能对比
本文分别制作了150 mm×70 mm×4 mm的热轧板作为实验样板(如图2所示),研究对比了散件电泳+溶剂型面漆、散件电泳+水性面漆以及散件电泳+喷粉的3种防腐工艺,底盘面漆涂料特性和漆膜性能如表3所示。
表3 各底盘面漆性能及漆膜性能
Table 3 Performance of chassis finish and film properties


图2 实验样板
Fig.2 Test plate sample
由表3可以看出,3种防腐漆膜的机械性能和化学性能实际表现相差不大。在耐候性方面,粉末涂料的表现会更胜一筹。最重要的是粉末涂料的VOC排放量非常低,更有利于环保推广以及进行自动化、智能化喷涂的推广。
4 结语
车架防腐升级工艺路线选择是一个综合考量的过程,不同的方案有各自的优劣势。各大主机厂或供应商需要结合车架的质量标准和要求、各零部件的质量保证情况、场地的大小、运营的成本等进行系统规划,同时要确保工艺的先进性和前瞻性,符合日益严格的环保要求,并考虑自动化、数字化制造,聚焦价值,精益运营,全面提高车架质量,更好地参与国际竞争,推动中国速度向中国质量转变,推动中国产品向中国品牌转变,向科技与品质领先的世界级商用车迈进。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7591

腐蚀与“海上丝绸之路”
点击数:6095