
如何控制压力容器缝隙腐蚀?主要从三个方面入手
2021-08-25 11:18:21
作者:小南点 来源:工业小南点
分享至:


4.3.6 压力容器缝隙腐蚀控制
防止或减少缝隙腐蚀主要措施有优化结构设计、选材和控制介质等方面:
01 改进结构设计,改善运行条件
在压力容器的设计与制造工艺上尽量不造成缝隙结构是避免其受到缝隙腐蚀最有效的方法。
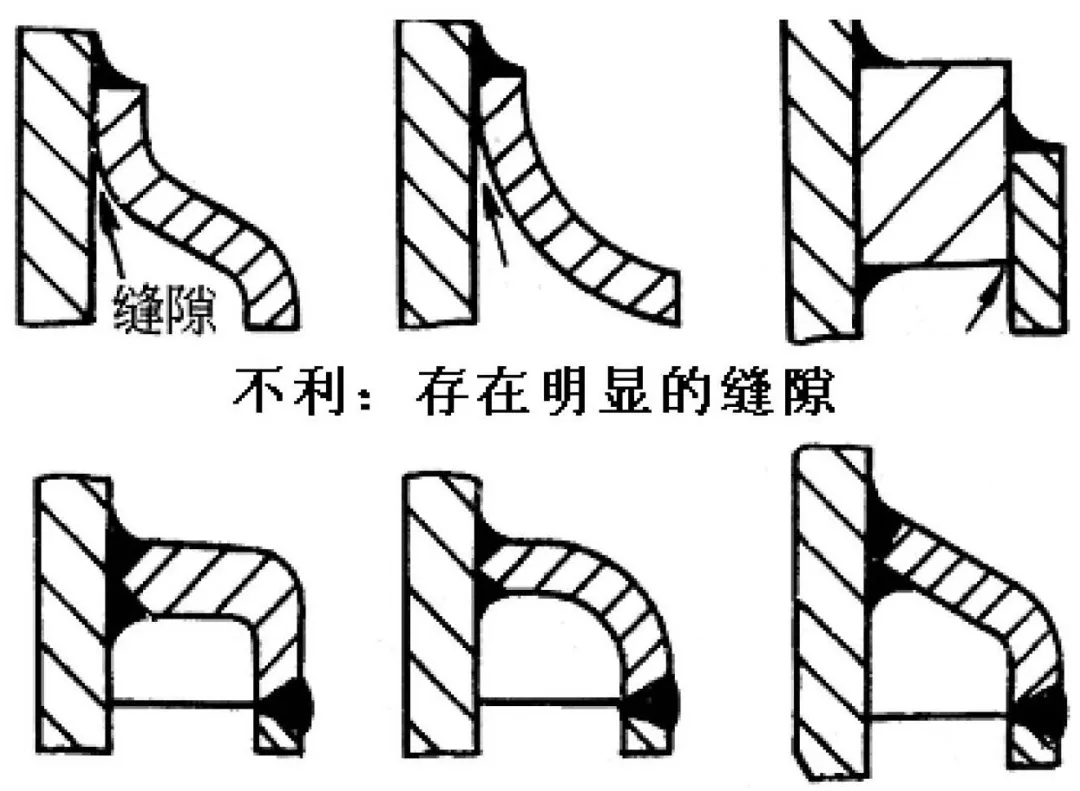
尽可能避免采用金属和非金属的连接,设计上尽量采用满焊结构,用焊接代替铆接或螺栓连接;用对接焊接不用搭接;搭接焊的缝隙要用连续焊、钎焊或捻缝的方法将其封塞。焊接时,在接触溶液的焊缝一侧尽量避免孔洞、未熔合和裂纹等缺陷。应保证容器在排空时无残留溶液存在,设计上避免锐角和静滞区(死角) 使结构能够完全排流,以防生物或碎屑等在这些部位的集积,或出现沉淀时能及时清除;用不腐蚀的堵缝剂或用焊接来封闭已存在的缝隙;连接部件的法兰盘垫圈采用非吸水性材料(如,在可能的条件下采用聚四氟乙烯等材料);在装配前,接合面要刷涂料或覆盖涂层、堆焊耐缝隙腐蚀材料。
图4-47为防止缝隙腐蚀可采用的几种方法示意图,a.为螺栓连接,采用密封胶填充缝隙,消除紧固件缝隙;管板式换热器,管板与管束胀接段尽可能完全与管板厚度一致;b.管头与管板平齐;c.管子采用对接而不用插接;d.避免夹套焊缝与筒体间产生缝隙;e.容器采用支座支撑,如平底容器底部直接坐于地面,应采取措施填充底部与地面的缝隙。
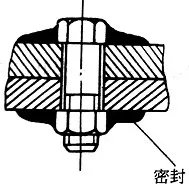
a. 螺栓连接 消除紧固件缝隙
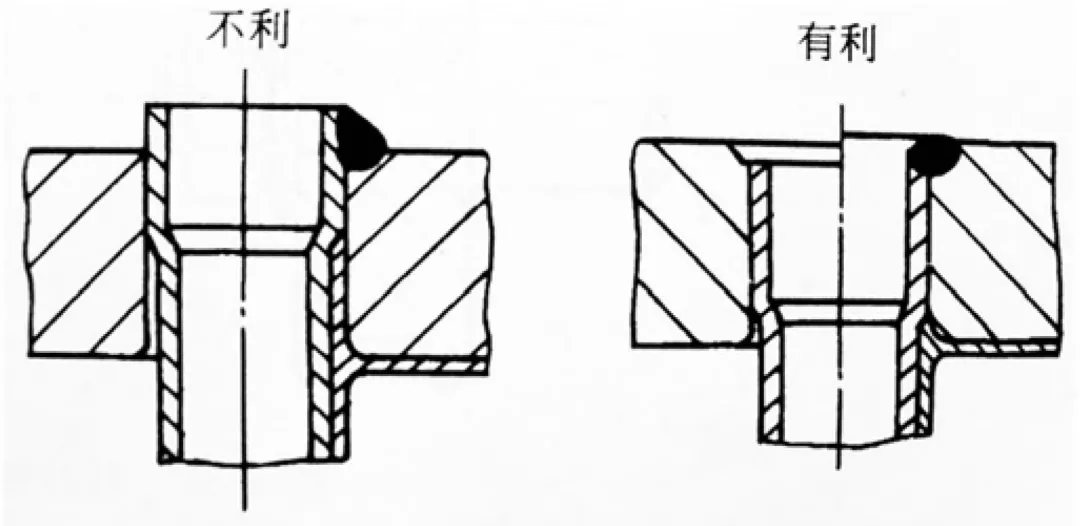
b. 管子-管板连接
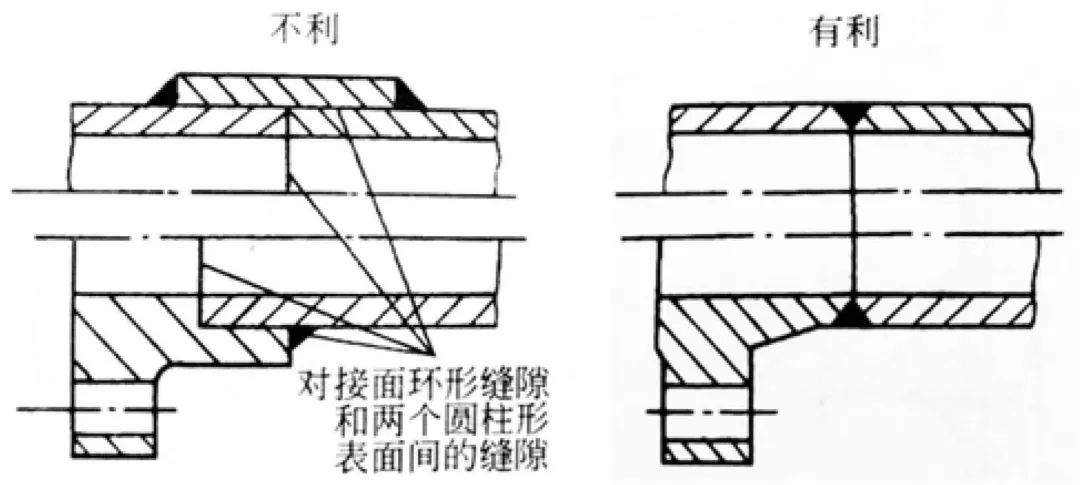
c. 管子连接
d. 避免夹套焊接存在缝隙
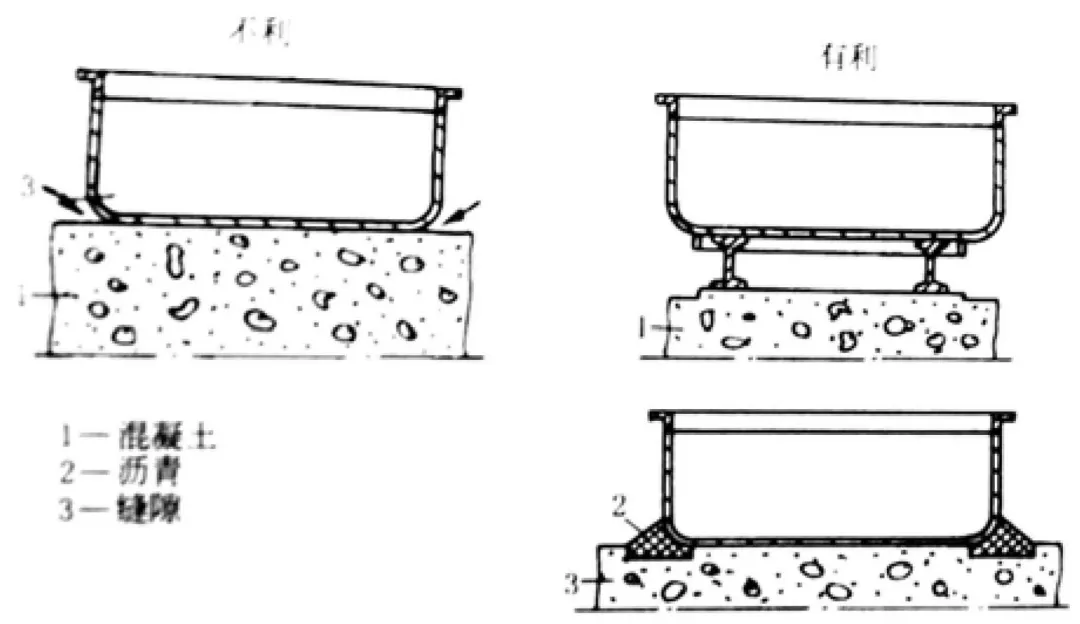
e.平底容器的支座
图4-47 避免缝隙腐蚀的几种结构形式
改善运行条件,对提高压力容器的抗缝隙腐蚀性能特别重要。压力容器应该进行周期性地清洗,改进溶液搅拌和流动情况,防止生物或沉淀物的聚集等,也有利于防止或减少缝隙腐蚀。
在工艺条件允许的情况下,可以采用添加某种缓蚀剂的方法防止缝隙腐蚀。采用足量的磷酸盐、铬酸盐和亚硝酸盐的混合物,对钢、黄铜和Zn结构是有效的。但由于缓蚀剂进入缝隙时常受到阻滞,其消耗量大,如果用量不当,反而会加速腐蚀。
02 选材
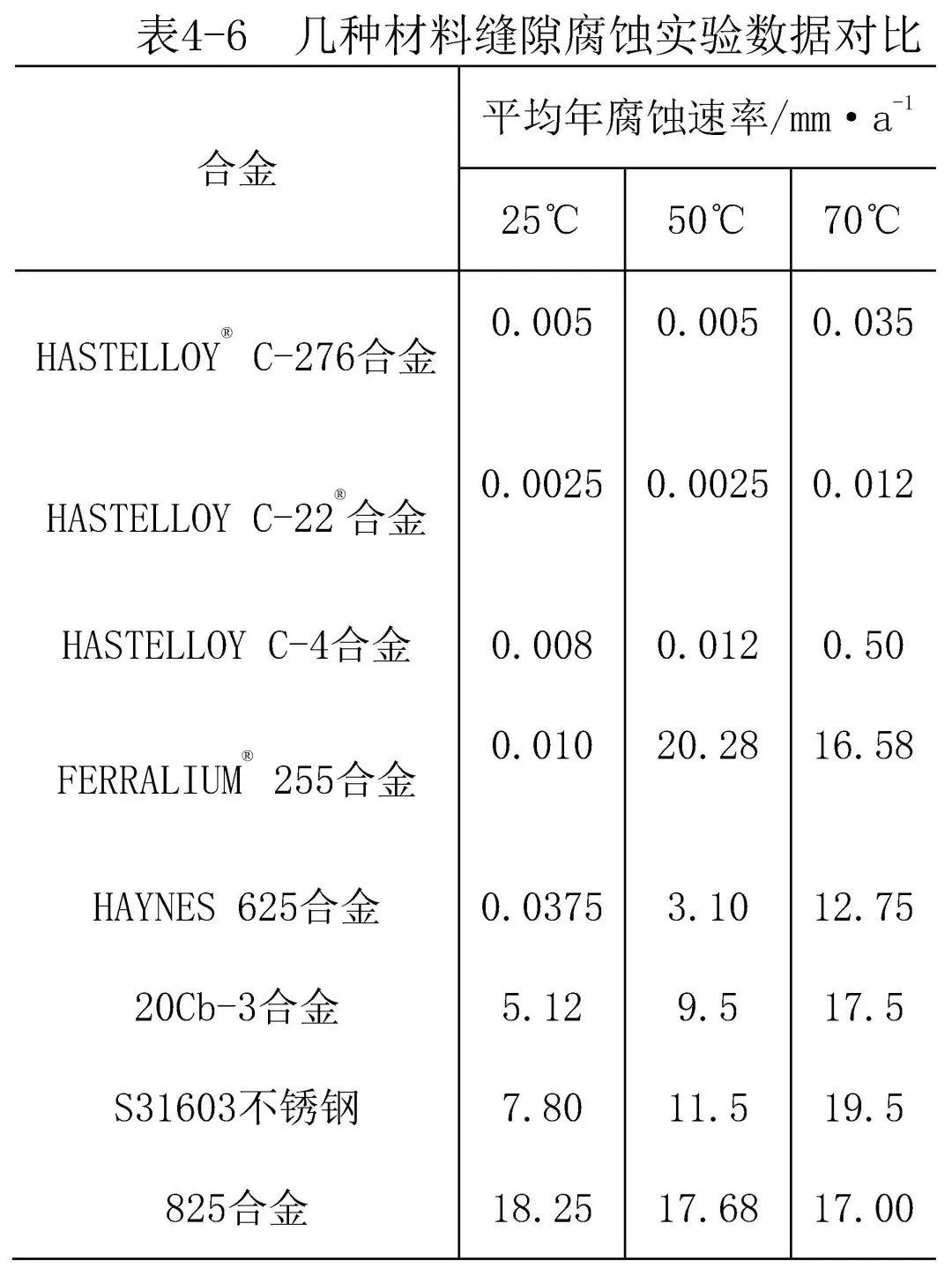
缝隙无法避免时,选用耐缝隙腐蚀的材料。选用在低氧酸性介质中不活化并具有尽可能低的钝化电流和较高活化电位的材料,如采用高钼铬镍不锈钢,表4-6为几种镍基合金和不锈钢在10%的FeCl3·6H2O溶液中的抗缝隙腐蚀试验结果对比,需要注意的是相同标准牌号(代号)的材料,不同厂家(商品名称)的材料试验数据可能会存在很大的不同,故,选材时宜指定材料的生产厂家和商品名称。静海中无缝隙腐蚀的材料有Ti和Ni-16Cr-16Mo-5Fe-4W-2.5Co等;其它耐缝隙腐蚀的材料有18Cr-12Ni-3MoTi、18Cr-19Ni-3MoTi等。一般Cr、Mo含量高的合金,其抗缝隙腐蚀性也较好。Cu-Ni,Cu-Sn,Cu-Zn等铜基合金也有较好的抗缝隙腐蚀性能。
钛材在含有氯化物的溶液中不产生点蚀和SCC,但是对于缝隙腐蚀甚至比不锈钢更为敏感。对钛及钛合金,介质中氧含量增加,缝隙腐蚀量增加;pH值减小,阳极溶解速度增加,缝隙腐蚀量也增加;活性阴离子的浓度增加,缝隙腐蚀敏感性升高。但是,某些含氧阴离子的增加会减小缝隙腐蚀量。
螺钉接合结构中可采用低硫橡胶垫片,不吸水的垫片。在接合面上可以涂以环氧、聚胺酯或硅橡胶密封膏,以保护连接处。或涂以有缓蚀剂的涂层,如对钢可用加有PbCrO4的涂层,对铝可用加有ZnCrO4的涂层。
03 电化学保护
采用外加电流法或牺牲阳极法进行阴极保护,也可防止缝隙腐蚀。
对S30408不锈钢在NaCl溶液中阴极极化行为和缝隙中pH值变化的研究表明,采用锌阳极进行阴极保护,不仅可防止不锈钢发生缝隙腐蚀,而且也可使已开始的缝隙腐蚀停止。缝隙深度与缝隙口宽度比达120000:1的深缝隙也可阴极极化到-900mV(vs.Ag/AgCl参比电极)时缝隙内pH值升高至10-12.5,在这种电位-pH条件下,达到E-pH图上的免蚀区,故认为在深的缝隙内,也可达到阴极保护。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741