
应对国外客户的严格要求:高合金钢的预处理方式
2021-06-29 13:32:09
作者:材料成型 来源:郝丰林
分享至:


随着汽车工业的发展,对汽车齿轮质量的要求越来越高,齿轮服役条件极其苛刻,对齿轮材料的性能要求是高的弯曲疲劳强度、接触疲劳强度和耐磨性,较高的强度和韧性,以及较好的热处理工艺性能。
齿轮渗碳钢主要有CrMn系、CrMo系、CrMnTi系、CrNiMo系和CrNi系钢等,对于汽车变速器齿轮、后桥齿轮,根据其性能和失效分析得出,普通的CrMo系、MnCr系、CrMnTi系钢达不到技术要求,需采用性能更好的CrNiMo系钢。CrNiMo系钢合金元素含量略多,如18CrNiMo7-6钢、17CrNiMo6钢、19CrNiMo7-6钢等,加入了Mo、Ni等晶界强化合金元素,以提高轮齿强度和韧性,特别是渗碳层韧性,从而增强齿轮的疲劳强度和过载能力。
齿轮材料的技术指标主要有:化学成分、力学性能、淬透性、晶粒度和表面质量等。
铬(Cr)是最常用的一种合金元素,它能提高钢的淬透性并有二次硬化作用;在渗碳钢中,铬能形成含铬碳化物,从而提高齿轮表面耐磨性。
镍(Ni)也是一种常用的强化元素,它在钢中强化铁素体并细化珠光体,总的效果是提高强度,对塑性的影响不显著;镍在提高钢的强度的同时,对钢的韧性、塑性以及工艺性能的损害较其他合金元素影响小。
钼(Mo)在渗碳钢中能提高淬透性和热强性,防止回火脆性,增加回火抗力,同时还能在渗碳层中降低碳化物在晶界上形成连续网状的倾向,减少渗碳层中的残留奥氏体,相对增加了表面层的耐磨性。
一、19CrNiMo7-6钢常规热处理工艺
对于19CrNiMo7-6钢这类材料,如采用常规正火,由于正火后的冷却速度不可控,金相组织为贝氏体+少量铁素体,硬度在275HBW左右,偏高,再增加一遍高温回火,硬度在190~230HBW。如采用普通的等温正火后,易得到先共析铁素体+少量贝氏体组织,硬度200~230HBW,偏高,不过后续的切削加工在这个硬度范围还可以加工。等温正火工艺的不易控制之处在于奥氏体化加热保温后,要出炉空冷至等温温度附近,再入等温炉进行等温,此处空冷温度不易控制,受季节、气温波动性影响很大。
我公司专业生产齿轮,主要服务于世界上知名的企业,不同的企业要求的材料不同,采用的预处理方式也不尽相同。有两家企业对于后桥齿轮的毛坯组织要求很有代表性,这两家的材料都是类似于19CrNiMo7-6钢。为了便于表达,这两家企业分别以甲企业和乙企业表示。对于甲企业我们提供的是制齿以后的齿坯,齿坯到该企业后进行真空渗碳、气淬;对于乙企业我们提供的是精车坯,客户负责制齿,采用推杆炉渗碳、淬火,然后再磨齿的热处理工艺。下面对甲乙两家的毛坯要求进行分析。
二、毛坯预处理技术要求
2.1 甲企业毛坯预处理技术要求
(1)正火和回火
冷却速度必须足以产生珠光体和铁素体基体的贝氏体。参考的显微组织如图1所示,图1a为珠光体和铁素体,不接收;图1b为珠光体和铁素体+少量贝氏体,不接收;图1c中以贝氏体为主,部分珠光体和铁素体,这是交货的临界状态;图1d中以贝氏体为主,少量细珠光体,可接收。硬度为180~220HBW,目标值为200HBW。
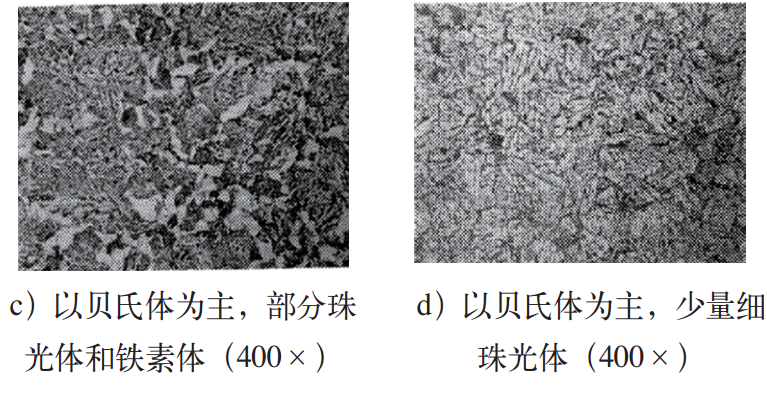
图1 甲企业参考的显微组织
(2)晶粒尺寸
6级或更细,无混晶。
2.2 乙企业毛坯预处理技术要求
(1)等温退火
要求等温退火后在齿部外径20%范围内不得有贝氏体,其余位置有≤10%的贝氏体,硬度要求156~187HBW。等温退火后不可以二次热处理(高温回火降低硬度)。带状组织≤5级。对于轴承部位及齿部的硬度金相都要检测。
(2)金相组织
参考的显微组织如图2所示。图2a中为铁素体+珠光体,可接收;图2b中为铁素体+珠光体,可接收;图2c中为铁素体+珠光体+贝氏体,拒收。
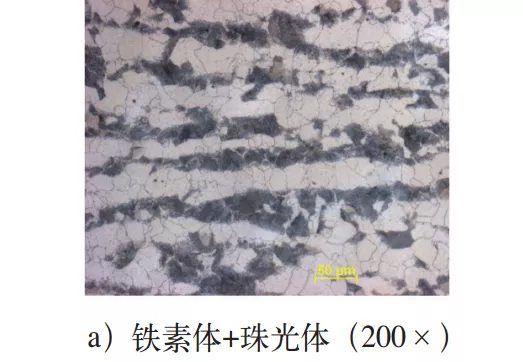
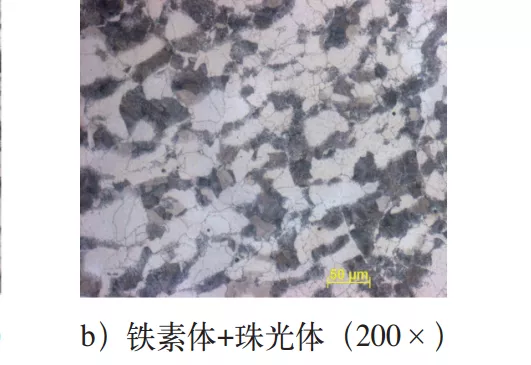
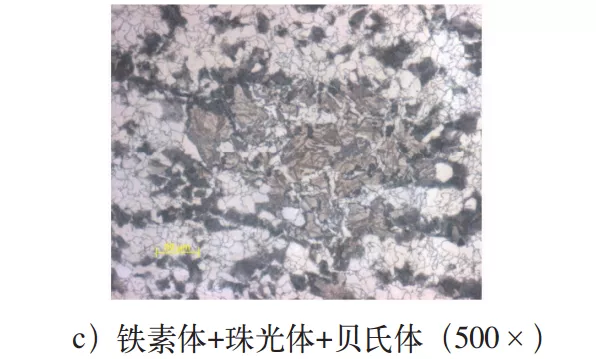
图2 乙企业参考的显微组织
三、选择合理的热处理工艺
甲企业、乙企业的预处理要求属于普通正火和等温退火的极限要求,对于甲企业来说,毛坯冷却时要足够快,冷却温度要可控;对于企业乙来说,毛坯冷却速度、冷却温度要可控。根据这两家的技术要求,我们选用网带式等温退火炉,采用了不同的冷却方式达到了客户要求。
甲企业毛坯正火后显微组织如图3所示,硬度为205HBW。
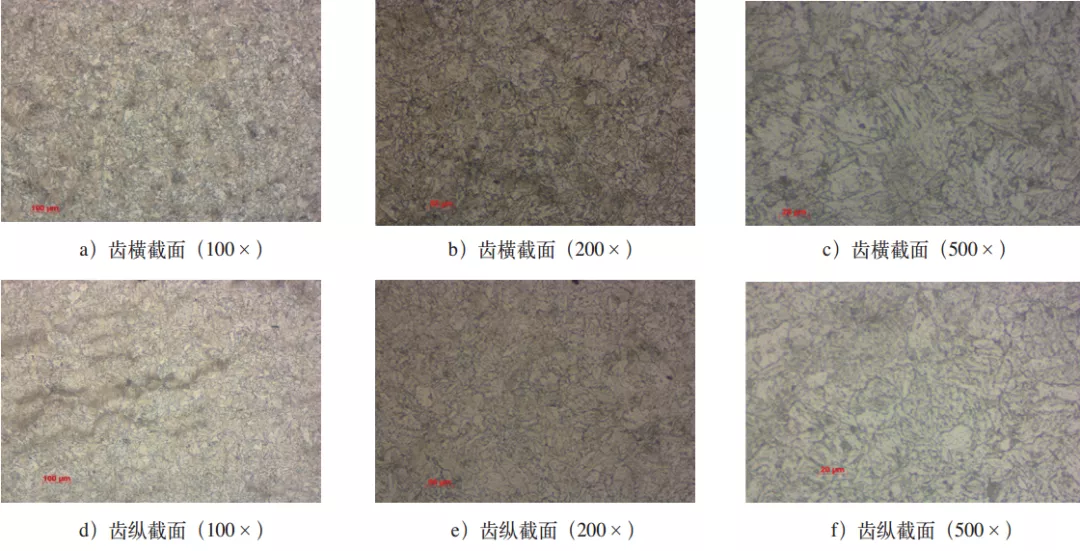
图3 甲企业毛坯正火后显微组织
乙企业毛坯等温退火后显微组织如图4所示,硬度为165HBW。
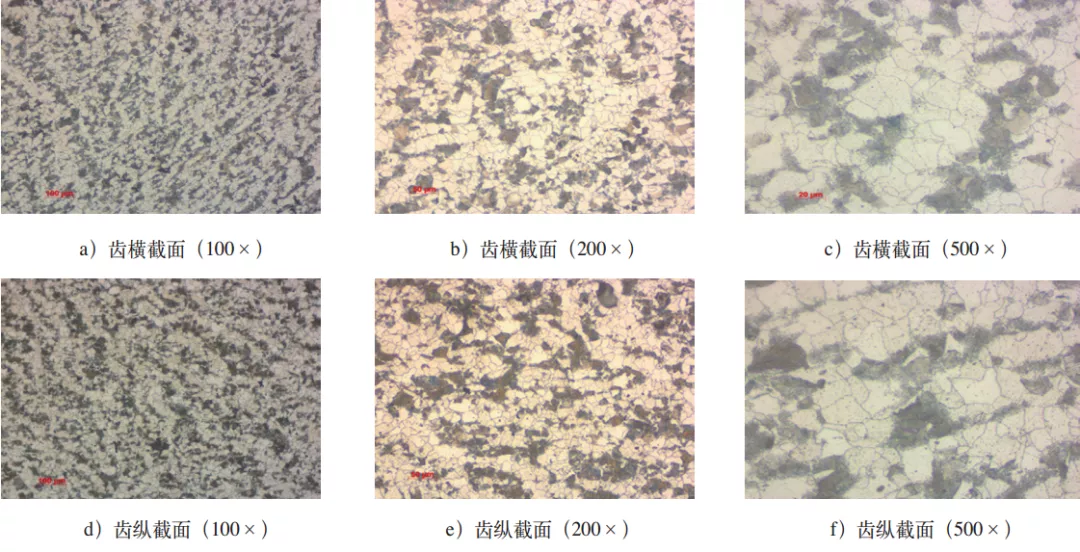
图4 乙企业毛坯等温退火后显微组织
我们提供给甲企业的是制齿坯,在加工过程中,与毛坯是铁素体加珠光体组织的齿坯相比,刀具消耗没有太大区别。由于我们提供给客户的是没有渗碳的产品,尤其是针对甲企业对毛坯的要求,按以前的思路分析,毛坯是贝氏体,所以刀具消耗会大。由于毛坯硬度高,加工应力也大,所以对于渗碳淬火后的心部组织可能有影响。为了验证,我们对精车坯进行渗碳淬火,检测心部金相组织。采用的渗碳工艺如图5所示,渗碳周期有7h,甲企业的毛坯渗碳后显微组织如图6所示,乙企业的毛坯渗碳后显微如图7所示。
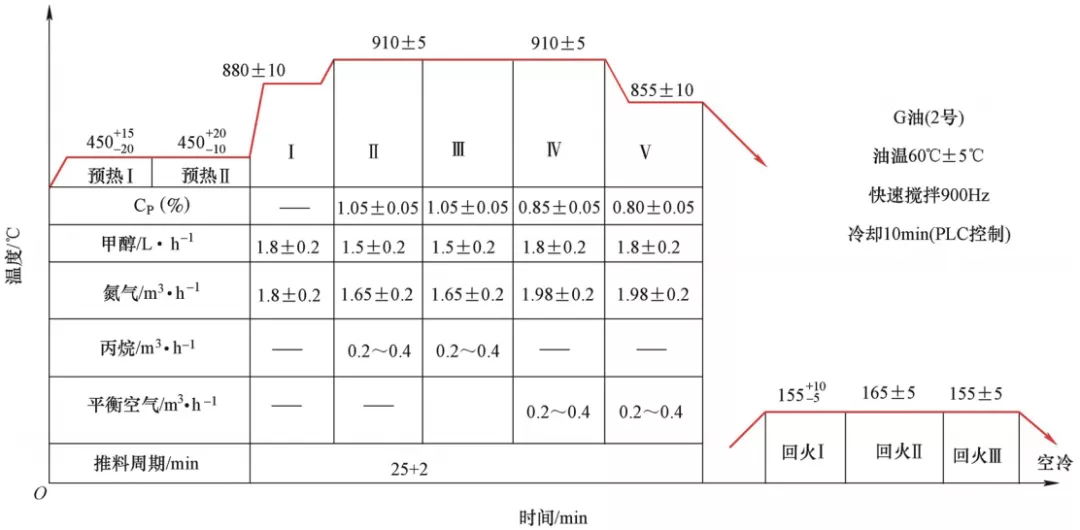
图5 渗碳工艺
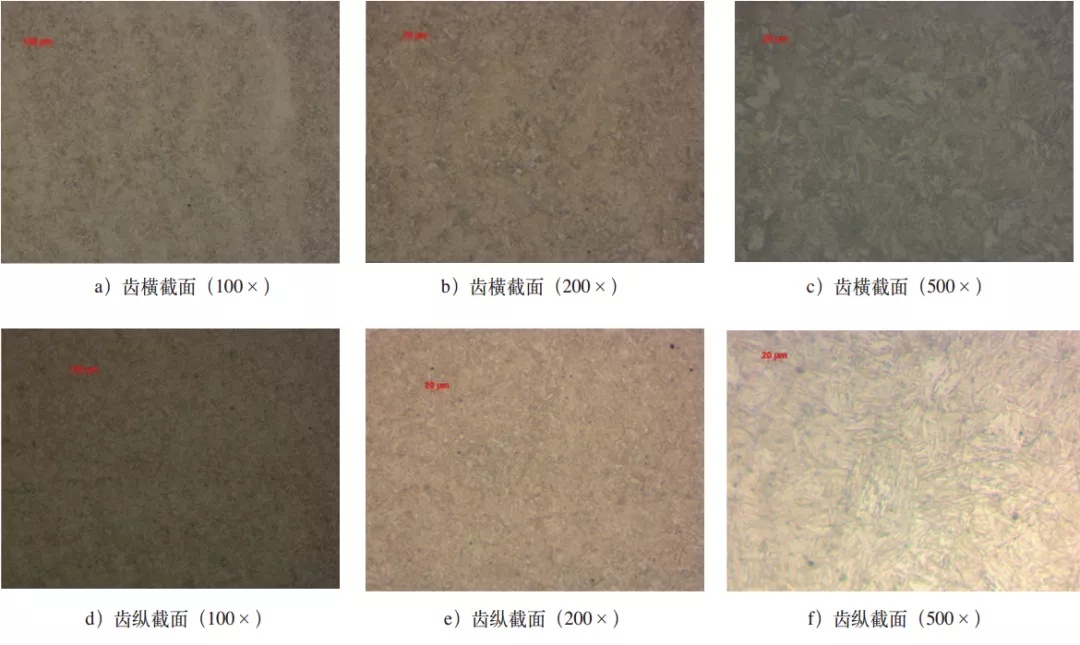
图6 甲企业毛坯渗碳后显微组织
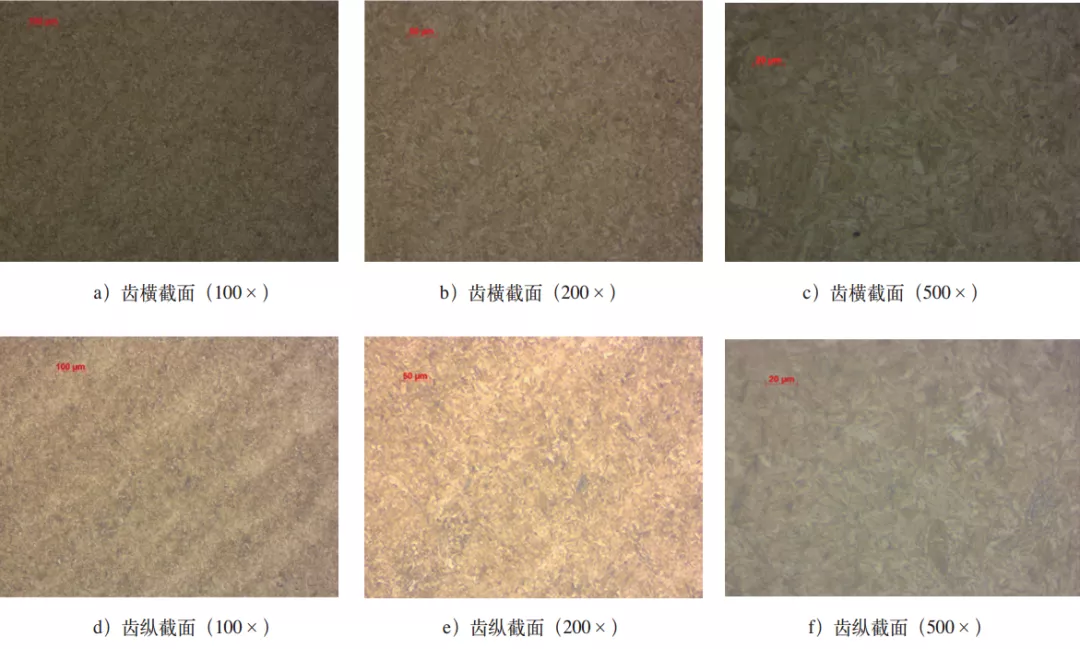
图7 乙企业毛坯渗碳后显微组织
对于此类材料毛坯预处理,无论组织是贝氏体还是铁素体+珠光体,渗碳后的金相都是合格的。但是对于甲企业来说,采用真空渗碳,在渗碳的前期增加一个去应力工序,渗碳后的金相组织会更好。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741