
弯头成型温度偏低及没有进行最终热处理导致开裂
2021-04-21 13:51:54
作者: 工业小南点 来源: 工业小南点
分享至:


概述
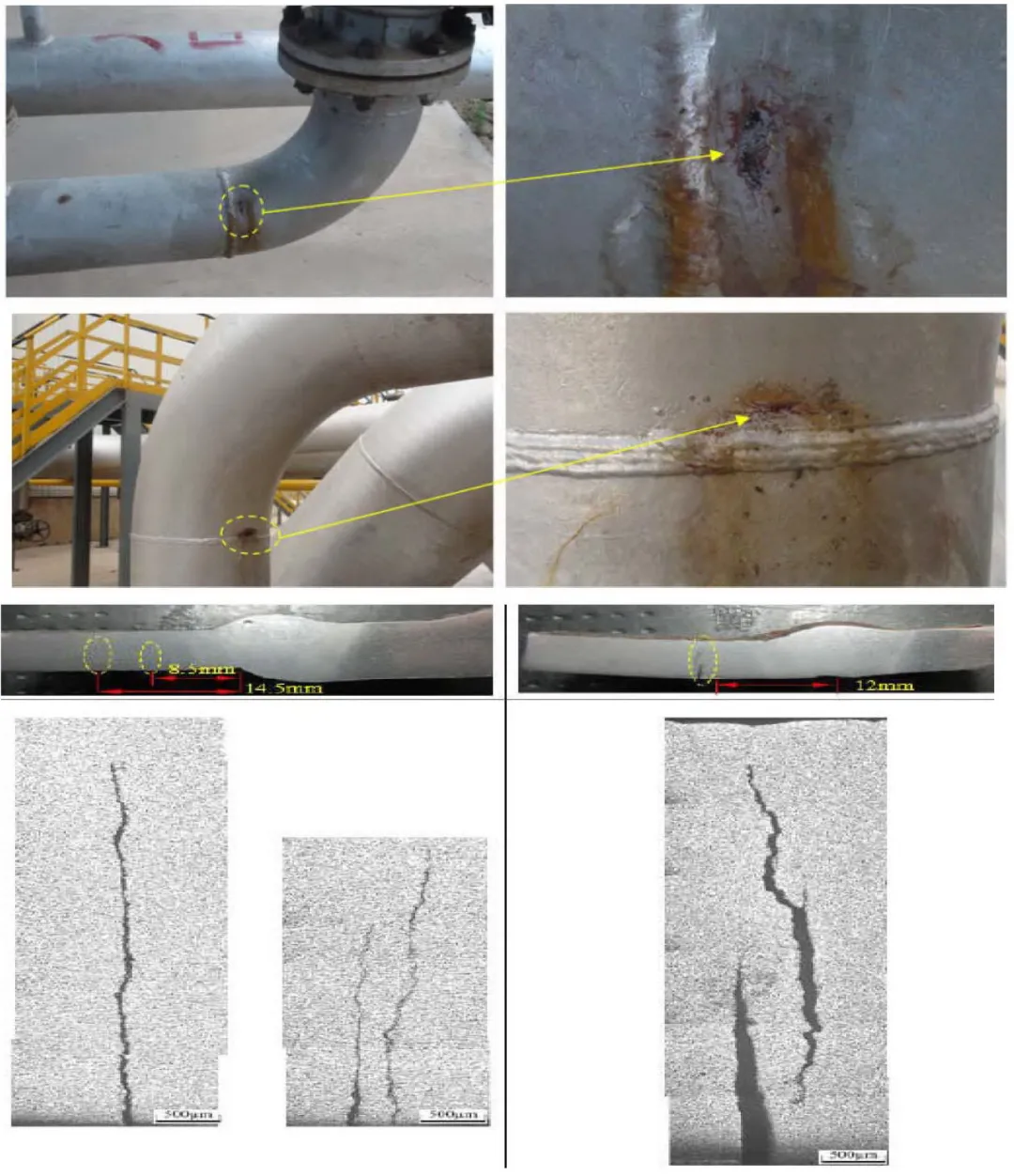
某企业甲醇原料罐区内的压力管道,施工安装后进行了系统水压试验和气密试验,试验过程中未发现管件或焊缝泄露现象。投产7个月后,发现一个DN150的90度弯头直边处母材出现裂纹泄漏,运行近一年后在管线弯头的母材上(距焊缝约15mm~20mm处)共发现12处,涉及的弯头规格分别为DN150、DN250和DN350,材质均为20钢。
主要理化分析结果:
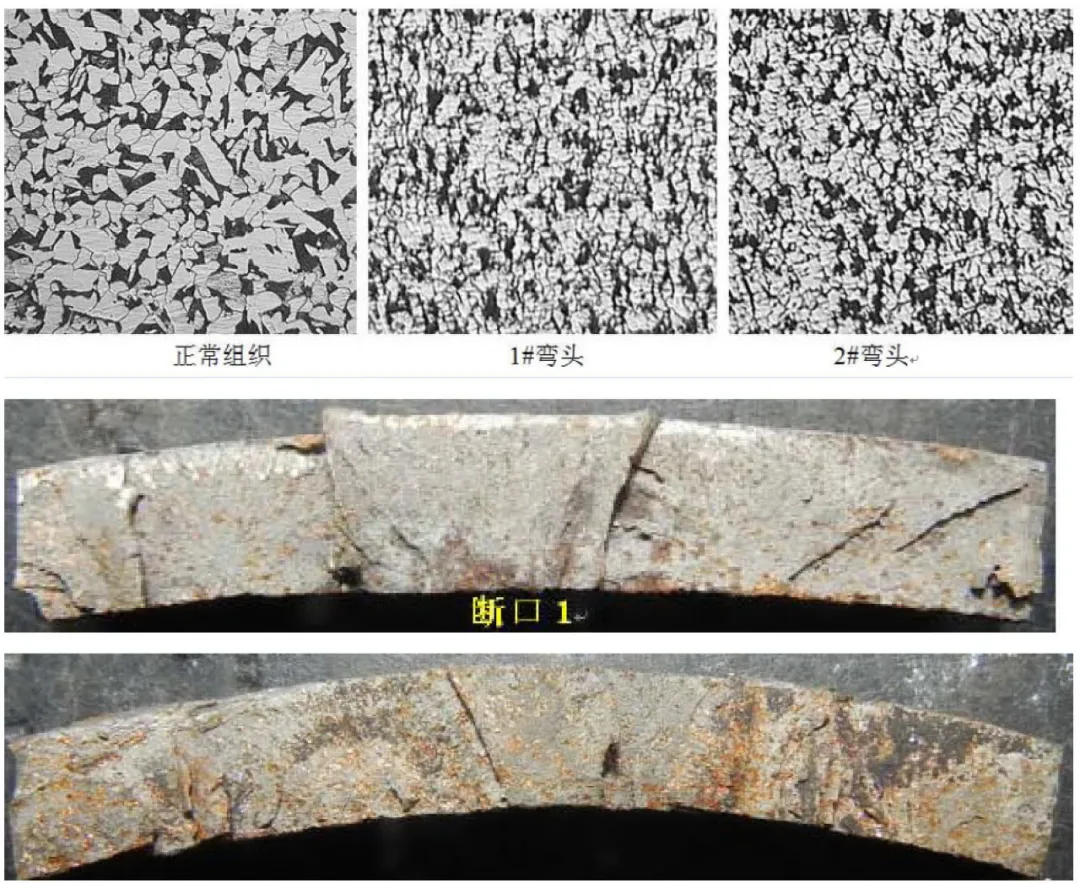
(1) 宏观检查弯头上的裂纹属脆性断裂,弯头的壁厚未见有明显变化;
(2) 弯头母材的化学成分满足相关标准的要求,焊缝金属材质与母材相匹配;
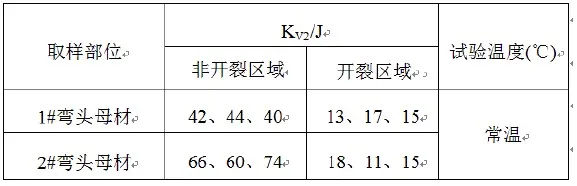
(3) 弯头的力学性能指标满足相关标准的要求,焊缝金属的强度指标略低于母材;
(4) 弯头在推制成型后未进行热处理;
(5) 弯头母材上的裂纹为沿晶开裂,断裂面也以沿晶开裂为主;
(6) 腐蚀产物分析结果表明,断裂面上腐蚀元素主要有O、Na、S、Cl和K等。
失效原因:
弯头推制成型温度偏低及成型后没有进行最终热处理,在残余应力共同作用下导致开裂。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章
无相关信息

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741