
钣金结构充电桩体防腐蚀设计
2021-03-24 11:05:11
作者:朱云霄,徐进 来源:钣金与制作
分享至:


近年来,国家一直大力支持新能源汽车行业发展,与之对应的充电设施的完备性和推广是新能源汽车发展的一个重要保障。2015年10月,国家发改委印发的《电动汽车充电基础设施发展指南(2015-2020)》中规划,到2020年,我国将新增集中式充换电站超过1.2万座,分散式充电桩超过480万个,以满足全国500万辆电动车的充电需求。2016年4月,国家在《2016年能源工作指导意见》中指出,2016年计划建设充电站2000多座,分散式公共充电桩10万个,私人专用充电桩86万个,各类充电设施总投资300亿元。可见,未来五年,充电基础设施市场规模将达到1500亿元,间接拉动2万亿元的市场规模,到2020年要基本建成满足超过500万辆电动汽车充电需求的基础设施体系。
充电桩的使用环境遍布在全国各地,既要经受风雨、光照、高温、低温等极端恶劣的天气,又要保证足够的强度来保护内部电气元件不受外部冲撞作用的影响,同时又必须具备对应的防火、阻燃、绝缘等性能来保证其用电安全。这就对充电桩壳体的环境可靠性造成了极大的挑战。目前市面上主要有钣金结构的充电桩壳体和塑料结构的充电桩壳体两种。由于钣金结构具有强度高、耐燃、耐高温、散热好等特点,因此占据了绝大部分的市场。但是,由于钣金结构充电桩壳体材料主要是碳钢薄钢板,锈蚀现象普遍,不仅严重影响产品的外观形象,更影响产品使用寿命及安全。因此,单纯依靠传统的钣金喷涂加工工艺,难以满足日益严格的充电桩产品环境可靠性需求,开展充电桩防腐蚀设计迫在眉睫。
充电桩技术要求
充电桩按照充电方式分为交流充电桩与直流充电桩、交直流一体充电桩三种。直流充电桩一般安装在高速公路,充电站等地;交流充电桩一般安装在小区、停车场、道路停车位、高速公路服务区等位置。根据国网Q/GDW 485-2010标准的要求,充电桩桩体应当满足以下技术条件。
环境条件
⑴工作环境温度:-20℃~+50℃;⑵相对湿度:5%~95%;⑶海拔高度:≤2000m;⑷抗震能力:地面水平加速度0.3g;地面垂直加速度0.15g;设备应能承受同时作用持续三个正弦波,并且安全系数大于1.67。
耐环境要求
⑴充电桩外壳防护等级应达到:室内IP32;室外IP54,并配置必要的防雨、防晒装置;⑵三防(防潮湿,防霉变,防盐雾)要求:保护充电机内印刷线路板、接插件等电路应进行防潮湿、防霉变、防盐雾处理,其中防盐雾腐蚀能力满足GB/T 4797.6-1995《电工电子产品自然环境条件尘、沙、盐雾》中表9的要求,使充电机能在室外潮湿、含盐雾的环境下正常运行;⑶防锈(防氧化)保护:充电桩铁质外壳和暴露在外的铁质支架、零件应采取双层防锈措施,非铁质的金属外壳也应具有防氧化保护膜或进行防氧化处理;⑷充电桩外壳应当能承受GB 7251.3-2005中8.2.10规定的耐冲击强度试验。试验结果符合GB7251.3-2005中8.2.10.3的要求。
钣金充电桩壳体结构特点
充电桩一般由充电桩桩体、充电插座、保护控制装置、计量装置、刷卡装置、人机交互界面等组成,如图1所示。

图1 充电桩
钣金结构充电桩桩体材质采用低碳钢板,厚度约为1.5mm,加工方式采用钣金塔冲、折弯、焊接成形工艺。部分类型的充电桩考虑到户外防护和隔热的需求,采用双层结构设计。产品整体造型以长方形为主,框架整体焊接,为了保证外观的优美,局部添加圆角曲面;为了保证充电桩整体强度,一般焊有加强筋或加强板;桩体外表面一般布置有面板指示灯、面板按键、充电接口及散热孔等,后门或侧面备有防盗锁,桩体通过地脚螺栓固定在安装基座上。紧固件一般采用电镀锌或不锈钢材质。为了保证充电桩桩体具有一定耐腐蚀性,充电桩一般整体采用户外粉末涂料喷涂或者户外油漆来保证它的服役年限。常见的工艺路线如图2所示。
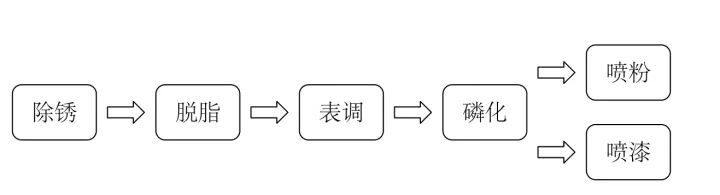
图2 常见工艺路线
锈蚀产生原因分析
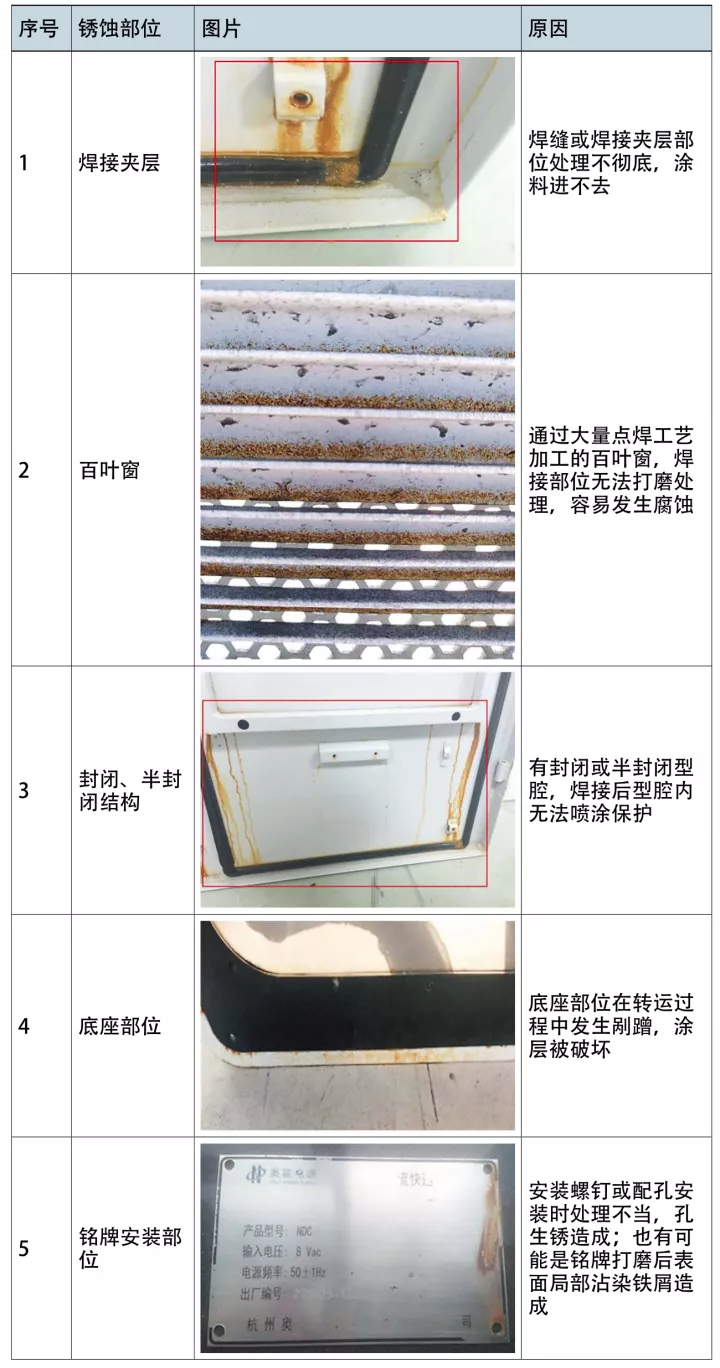
采用传统的防腐工艺路线处理的充电桩,按照预估寿命,本应能够满足充电桩服役年限不少于8年的要求,实际却不断的收到客户的反馈信息,发现充电桩在现场服役一年至两年内,都不同程度的发生了锈蚀,部分区域甚至发生了大片的涂层脱落、涂层褪色的现象,严重的影响了公司形象。经过现场调查和走访,我们对充电桩锈蚀的部位及原因进行了针对性的分析。如表1所示。
从表1中我们可以看出,单纯的依靠传统的防腐工艺处理,无法满足充电桩在实际服役过程中环境可靠性要求,必须采取综合、全面、自上而下的防腐蚀设计,才能保证产品质量,满足客户要求。
钣金结构充电桩桩体防腐蚀设计
结构设计
⑴桩体结构表面避免尖角设计。
⑵顶盖部位建议带有5°以上坡度,防止顶部积水,造成渗水和腐蚀。
⑶相对密封产品采用除湿器进行除湿,防止凝露产生。对有散热需求而开散热孔产品宜采用湿度控制器+加热器进行除湿,防止凝露产生。
表1 D1充电桩锈蚀原因分析
⑷焊接充分考虑户外环境,外部焊缝采用满焊,如不能满焊,未焊接到位处需进行焊缝密封胶处理保证产品满足IP54防水要求。
⑸对于门板加强筋等密封焊接结构,喷涂不能进入密封结构内部,采用喷涂后组装,或采用镀锌板焊接,或者焊接后电泳再喷涂等方式改进设计。
⑹焊接结构应避免狭窄缝隙、喷枪不能进入的狭小空间等情况。
⑺散热孔尽量采用组装式设计,避免狭小的焊缝和夹层。
⑻外购锁杆、铰链等尽量采用304不锈钢材质,耐中性盐雾时间GB 2423.17不小于96h。
⑼铭牌固定方式改为防水抽芯铆钉或背胶粘贴,需用螺钉固定时必须做防水处理。
⑽所有紧固件的选用应选择锌镍合金镀层或304不锈钢处理,锌镍合金紧固件满足中性盐雾试验96h不出白锈,外露紧固件全部选用304不锈钢材质。
⑾锌镍合金紧固件避免与不锈钢材质贴合使用。
⑿充电桩安装地脚孔需预先加工,不得放上充电桩后打孔。地面打孔后应清除打孔后的地面灰尘再进行安装。充电桩底部进线孔应采用防火泥密封,防止地表水汽从进线孔进入桩体内部。安装后可在桩体与水泥安装台间涂抹硅酮密封胶,加强桩体底部密封。
工艺设计
从充电桩的结构特点我们可以看出,大部分充电桩的结构中都存在大量的焊缝、夹层、半封闭或封闭的结构,这对充电桩的工艺设计造成了较大的挑战。传统的静电喷粉工艺由于静电屏蔽作用的存在,粉层无法在夹层、焊缝和空腔结构中附着,造成了极大的腐蚀隐患。为了解决这个问题,工艺人员提出了三种工艺设计方案:
⑴双层粉末涂层体系。底涂层:环氧重防腐粉末50μm;面粉:纯聚酯耐候粉末50μm;总厚度:不小于100μm。
⑵电泳底层+粉末涂层体系。底涂层:电泳20~30μm;面粉:纯聚酯耐候粉末50μm;总厚度:不小于70μm。
⑶浸涂+粉末喷涂体系。底涂层:水性环氧防腐底漆(浸涂)25~30μm;面粉:纯聚酯耐候粉末50μm;总厚度:不小于80μm。
试验验证
为了验证几种涂层体系的耐盐雾性能,我们加工了三台采用不同涂层体系的充电桩,整机进行了为期96h的中性盐雾试验。图3所示为试验用的充电桩。

图3 试验用的充电桩
表2 试验样机涂层体系

试验结果
1号样机试验结果见图4,2号样机的试验结果见图5。从试验结果来看,2号样机在难以处理的夹层、焊缝、散热孔位置的耐盐雾性能明显优于1号样机。

图4 1号样机试验结果
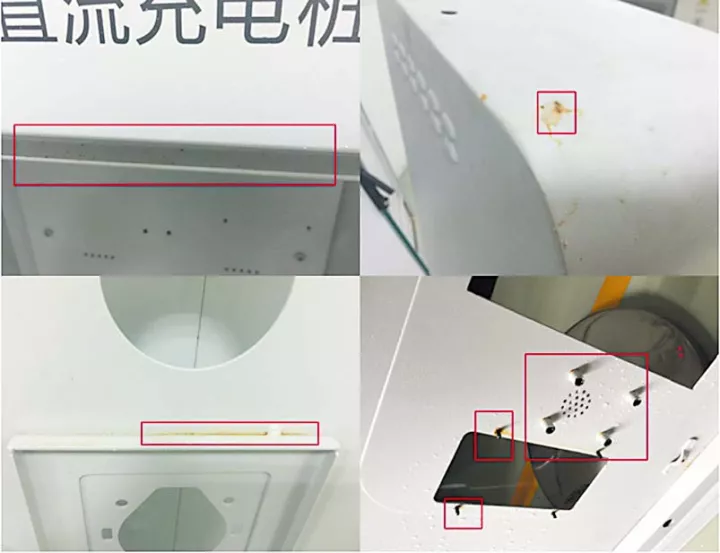
图5 2号样机试验结果
结束语
我国幅员辽阔,气候环境复杂,为充电桩的环境适应性带来了严峻的挑战。如何解决好充电桩的环境可靠性问题,一直是国内各个充电桩厂家面对的难题。充电桩市场的爆发式增长,也暴露出来了各种各样的问题:市场准入、标准、技术能力、品质控制的不完善;行业新军多,研发、生产积累不够;产品良莠不齐,故障率高、报废快等等。充电桩桩体作为保护充电设备安全的“第一道壁垒”,如果不能给客户提供优质、可靠的性能,无疑会极大的影响品牌质量的提升。因此,一定要在产品设计的前期,梳理各类设计需求,结合外部应用环境和电气要求,系统的、合理化的进行充电桩产品设计。
钣金结构充电桩作为电动汽车充电设备的主流产品在实际的服役过程中一直面临着恶劣环境的严苛挑战,面对其暴露出来的种种问题,笔者通过调研,发现锈蚀是桩体服役过程中普遍存在的现象,并总结多年工作经验,结合大量试验验证,提出对钣金结构充电桩桩体系统的防腐蚀设计思路,取得了较好的市场反馈效果,祈望对各位同行有所帮助。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。
相关文章

官方微信
《中国腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606-806
- 邮箱:fsfhzy666@163.com
- 中国腐蚀与防护网官方QQ群:140808414
点击排行
PPT新闻

“海洋金属”——钛合金在舰船的
点击数:7130

腐蚀与“海上丝绸之路”
点击数:5741